
Fターム[4F202AJ02]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074) | 金属 (1,134)
Fターム[4F202AJ02]に分類される特許
61 - 80 / 1,134
金型およびその製造方法
【課題】表面に形成された微細凹凸構造を転写するインプリント法に用いられる金型の細孔の深さのバラツキが抑えられた金型を製造できる方法、およびこれより製造された金型の提供。
【解決手段】円筒状のアルミニウム基材30を電解液中で陽極酸化して、外周面に複数の細孔を有する陽極酸化アルミナが形成された金型を製造する方法であって、アルミニウム基材30の内周面に電解液を接触させないように陽極酸化する、金型の製造方法、およびこれより製造された金型。
(もっと読む)
レンズ用金型及びウェーハレベルレンズ

【課題】成形されたレンズの中心位置やレンズピッチを高精度に測定することができるレンズ用金型及びウェーハレベルレンズを提供する。
【解決手段】本技術の一形態に係るレンズ用金型は、第1の成形面と、複数の第2の成形面と、複数のエッジ部とを具備する。上記第1の成形面は、第1の軸方向に平行な平面で形成される。上記複数の第2の成形面は、上記第1の軸方向に直交する第2の軸方向に平行な主軸をそれぞれ有する球面又は非球面で形成される。上記複数の第2の成形面は、上記第1の成形面に上記第1の軸方向に沿って第1のピッチで配置される。上記複数のエッジ部は、上記第1の成形面に前記複数の第2の成形面の各々に対応して設けられ、上記第1の軸方向に沿って上記第1のピッチで形成される。
(もっと読む)
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
液晶配向用基板とその製造方法、および工程シート原板
【課題】液晶配向用の基板として好適に利用できる表面微細凹凸体の製造方法を提供する。
【解決手段】熱収縮フィルム基材上に少なくとも一層以上の硬質層を備え、該硬質層の表面に形成された凹凸パターンの最頻ピッチが0.05μmを超え1μm以下で、凹凸パターンの深さが最頻ピッチを100%とした際の5%以上で、かつ配向度が0.25以下でピッチが略均等である液晶配向用のナノバックリング形状を有する表面微細凹凸体。
(もっと読む)
繊維体の固定方法及び発泡成形体の製造方法
【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定方法及び発泡成形体の製造方法を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
現像剤撹拌・搬送スクリュー及びその金型設計方法
【課題】軸部に一体に成形された螺旋状羽根を有する樹脂製の現像剤撹拌・搬送スクリュー、及び中心軸部のない螺旋状羽根を有する現像剤撹拌・搬送スクリューの、金型成形する際のアンダーカットを防止する為の肉付けを最小化した、低コストの撹拌・搬送スクリュー及びその金型設計方法を提供する。
【解決手段】軸部と、軸部の軸線方向の断面形状が台形形状である螺旋状羽根を有する現像剤撹拌・搬送スクリューであって、螺旋状羽根側面と軸部との間に、又は軸部を有しない螺旋状羽根底面に、2方分割の金型でありながらアンダーカットを発生させないための複数の肉付けが形成されている現像剤撹拌・搬送スクリュー。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
インプリントモールドの製造方法及びインプリントモールド
【課題】容易且つ安価に多層構造(多段形状)の凸部の表面を平滑化することができるインプリントモールドの製造方法を提供する。
【解決手段】基板1上に、第1の凹部を有する第1の樹脂層3を形成する工程と、第1の樹脂層3上に第1の凹部を埋めるように第2の樹脂層4を形成する工程と、第2の樹脂層4の第1の樹脂層3上の一部を選択的に除去して第2の凹部4a〜4eを形成するとともに、第1の凹部を埋めた第2の樹脂層4の少なくとも一部を選択的に除去して第2の凹部4a,4d,4eに連通し、基板1の表面を露出しないように第3の凹部4f〜4hを形成する工程と、第2の凹部4a〜4e及び第3の凹部4f〜4hに金属材料を充填する工程と、第1の樹脂層3、第2の樹脂層4及び基板1を除去する工程とを含む。
(もっと読む)
スタンパ及びそれの製造方法
【課題】スタンパ及びそれの製造方法を提供すること。
【解決手段】スタンパは金属支持層、パターン形成層、及び接着層を含む。金属支持層は第1熱伝導率を有する。パターン形成層は金属支持層上に配置され、第1面に成形パターンが形成される。接着層は、金属支持層とパターン形成層との間に配置してパターン形成層を金属支持層に固定させ、第1熱伝導率より低い第2熱伝導率を有する。これによって、スタンパの変形を防止することができ、表示装置の表示品質の低下を防止することができる。また、熱伝導率が低い接着層を利用するので、導光板射出成形時に、断熱効果を奏でて光学パターンの転写性を向上させることができる。
(もっと読む)
タイヤモールド、空気入りタイヤの製造方法、及び、空気入りタイヤ
【課題】ベントホールの閉塞時期を遅らせてライトネスの発生を抑制することができるタイヤモールドと、そのタイヤモールドを用いた空気入りタイヤの製造方法と、そのタイヤモールドを用いて加硫成型された空気入りタイヤとを提供する。
【解決手段】未加硫タイヤの外表面に押し当てられるタイヤ成型面にベントホール7を設けてあるタイヤモールドにおいて、ベントホール7の開口部を包囲する外縁領域Xの表面を、その外縁領域Xの周辺領域Yの表面よりも平滑な平滑面8により形成した。これにより、未加硫ゴムによるベントホール7の閉塞時期を遅らせて、ライトネスの発生を抑制することができる。
(もっと読む)
成形品の製造方法及び製造装置並びにそれらに用いられる金型
【課題】大掛かりな搬送設備が不要な成形品の製造方法及び製造装置並びにそれらに用いる金型を得る。
【解決手段】第1金型2及び第2金型3、第2金型3に着脱可能に固定される金型部品1とによりキャビティ5が形成されるようにし、第1金型2と第2金型3を所定温度以上にしておき、第2金型3に加熱工程で所定温度以上にした金型部品1を固定して成形材料をキャビティ5に注入する成形工程、第1金型2と第2金型3とを離隔し、第2金型3から成形品51を金型部品1に抱かせた状態で取り出す取り出し工程、取り出された成形品51を冷却する冷却工程、冷却された成形品51を金型部品1から離型する離型工程、離型された金型部品1を所定温度以上にする加熱工程を備え、金型部品1を各工程に巡回させて各工程における処理を行う。
(もっと読む)
インプリントモールドおよびその製造方法
【課題】面荒れの影響を低減でき離型性を向上するとともに形状の精度低下の防止を図る。
【解決手段】基板11と、基板の表面に形成された段差を有する多段凸部12とを有し、多段凸部の段差面12bが基板表面11aと略平行状態とされ、この段差面より先端側の多段凸部先端部12cが金属箔101から形成され、前記段差面より基板側の多段凸部基端部12dがめっきにより形成されてなるインプリントモールド10。
(もっと読む)
レジストパターン形成方法およびモールド製造方法
【課題】パターン微細化が進展する状況下においても、凸状部分の高さバラツキが抑制されたレジストパターンを形成できるようにする。
【解決手段】レジスト膜に凹凸パターンを形成するパターン形成工程(S2,S3,S4)と、前記凹凸パターンの凹状部分の底部に対してエッチングを行う除去工程(S6)と、を備えるレジストパターン形成方法において、前記パターン形成工程(S2,S3,S4)の後で前記除去工程(S6)の前に、化学的成膜処理により保護膜を形成する保護膜形成工程(S5)を備え、前記保護膜生成工程(S5)では、前記凹凸パターンの隣り合う凸状部分に形成される前記保護膜同士が接触して連続膜となるように当該保護膜を成長させるとともに、前記連続膜の膜表面側における段差の高さが前記凸状部分の高さバラツキの高低差より小さくなるように当該保護膜の成長を行う。
(もっと読む)
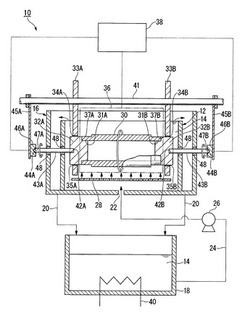
金型表面処理方法、および金型表面処理装置
【課題】金型の成形面に付着する汚れ、その中でも酸化膜を還元処理し、本来の金型素材面を露出させることによって成形品の不良発生を低減できる金型の処理方法と処理装置を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に成形材料を注入し、固化させて成形体を得る金型であって、前記第1モールドベースは前記キャビティーの一方の成形面となる第1成形面を備え、前記第2モールドベースは前記キャビティーの他の一方の成形面となる第2成形面を備え、前記成形体の成形工程前に、少なくとも前記第1成形面と前記第2成形面とを低酸素分圧雰囲気として、前記第1成形面と前記第2成形面とを加熱する金型表面処理方法。
(もっと読む)
成形金型及びローラ製造方法
【課題】実質的にウェルドラインのない弾性層を軸体の周囲に形成できる成形金型及びローラ製造方法を提供すること。
【解決手段】軸体が内部に配置される筒状金型11と、成形材料が流通する注入孔31を有し、筒状金型11の一方の端部21に装着される第一端部金型15と、排出孔41を有し、筒状金型11の他方の端部22に装着される第二端部金型18とを備え、リングゲート51のゲート幅Gが0.2〜1.5mmの環状ランナー部6を注入孔31の下流側に有することを特徴とする成形金型1、並びに、成形材料を軸体の周囲に画成されたキャビティ5にゲート幅Gが0.2〜1.5mmの環状ランナー部6を経由して注入する工程を有することを特徴とするローラ製造方法。
(もっと読む)
基板作製方法およびモールド製造方法
【課題】ハードマスクパターンを用いたドライエッチングで基板の表面に凹凸のパターンを形成する場合に、パターンの側面をボーイング形状にしないで垂直面に近づける。
【解決手段】基板上にハードマスク層を形成する第1工程(S2)と、ハードマスク層を覆う状態でレジスト層を形成した後、レジスト層をパターニングしてレジストパターンを形成する第2工程(S3〜S5)と、レジストパターンをマスクに用いてハードマスク層をエッチングしてハードマスクパターンを形成する第3工程(S6)と、ハードマスクパターンをマスクに用いて基板をドライエッチングすることにより、基板に凹凸のパターンを形成する第4工程(S8)と、を含み、第4工程(S8)においては、ハードマスクパターンの後退に寄与するガスを添加したエッチングガスを用いて基板をドライエッチングすることにより、基板のエッチングの進行とともにハードマスクパターンを後退させる。
(もっと読む)
反射防止フィルム製造用金型の製造方法
【課題】本発明は、所望の反射防止機能を有する反射防止フィルムを製造可能とする反射防止フィルム製造用金型の製造方法、上記製造方法により製造された反射防止フィルム製造用金型および反射防止フィルムの製造方法を提供することを主目的とする。
【解決手段】本発明は、表面に複数の微細孔が形成された反射防止フィルム製造用金型の製造方法であって、表面がアルミニウムからなる金属基体を用い、陽極酸化法によって上記金属基体の表面に上記複数の微細孔を形成して反射防止フィルム製造用金型を形成する陽極酸化工程と、上記陽極酸化工程で得られた反射防止フィルム製造用金型表面の正反射率を測定し、上記正反射率が所定の検査基準を満たすものであるか検査する検査工程とを有し、上記検査基準は、上記正反射率が70.9%〜78.2%の範囲内であることを特徴とする反射防止フィルム製造用金型の製造方法を提供することにより、上記目的を達成する。
(もっと読む)
ロール金型の製造方法
【課題】高精度な溝形状が外周面に形成されたプリズムシート製造用のロール金型の製造方法を提供すること。
【解決手段】本発明のロール金型の製造方法は、シート状の基材上に略三角柱状の微細なプリズム部が繰り返し配置されたプリズムシートを製造するためのロール金型であって、プリズム部と相補的な形状を有する微小溝が外周面に設けられているロール金型の製造方法であって、少なくとも外周面に被削材が配置されたロール状の金型材料4の外周面を第1のバイト8で切削し、微小溝の深さの80%ないし95%を切削加工する第1切削工程と、第1のバイトとは異なる第2のバイト10で、微小溝の残り深さ分を切削加工する第2切削工程と、を備えている。
(もっと読む)
成形型の製造方法
【課題】成形面を構成する樹脂層の形状精度が高い成形型の製造方法を提供すること。
【解決手段】この成形型は、基部10と、基部10の表面上に形成された樹脂層20とを備える。基部10は樹脂層20と比べて剛性が高い。基部10の表面上に、厚さ(Tb)が1mm以上の樹脂層20がライニング等によって形成される。次いで、形成された樹脂層20のうち成形面に対応する部分の厚さがTbからTaになるまで、その部分の表面部がエンドミル加工等の切削加工によって仕上げられる。これにより、成形面P1が完成する。成形面P1の形状精度として、切削加工によって得られる形状精度と同等の高い精度が得られる。また、樹脂層が形成される基部の剛性が高いので、樹脂層のみから構成される成形型と比べて、樹脂層が変形し難くなり、成形面の形状精度がより一層高められる。
(もっと読む)
61 - 80 / 1,134
[ Back to top ]