
Fターム[4F202AJ02]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074) | 金属 (1,134)
Fターム[4F202AJ02]に分類される特許
41 - 60 / 1,134
スピンコート用樹脂鋳型
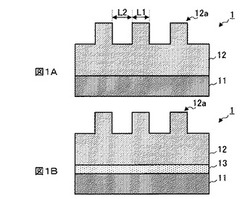
【課題】樹脂材料との離型性に優れると共に、基材との密着性が良好であり、しかもスピンコート法による製膜が可能なスピンコート用樹脂鋳型を提供すること。
【解決手段】本発明のスピンコート用樹脂鋳型(1)は、無機基材(11)と、無機基材(11)の主面上に設けられ、表面に微細凹凸構造(12a)を有する樹脂層(12)と、を具備し、樹脂層(12)は、微細凹凸構造(12a)が形成された表面の表面部におけるフッ素元素濃度(Es)が、樹脂層(12)中の平均フッ素元素濃度(Eb)より高いことを特徴とする。
(もっと読む)
熱成形用の装置と成形方法

【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの加熱板による予熱と圧空成形を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、加熱板の上昇離反後に成形型の上部に対して上記冷却手段を進退させるか、又は成形型を上記冷却手段の下部に進退可能にして、上記冷却手段から冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含む構成のものを用いる。
(もっと読む)
高温軟化抵抗性に優れた高強度金型の製造方法
【課題】 高温軟化抵抗性に優れた高強度金型の製造方法を提供する。
【解決手段】 工具鋼粉末と酸化物粉末との混合粉末であって、質量%でC:0.1〜3.0%、Cr:1.0〜18.0%を含有し、かつ、体積%で酸化物を0.3〜5.0%含有する混合粉末をメカニカルミリングした後、熱間静水圧プレスによって固化し、型彫り面形状に機械加工して焼入れ焼戻しするか、または、焼入れ焼戻しして型彫り面形状に機械加工する高強度金型の製造方法において、前記熱間静水圧プレスは、プレス時の圧力をP(MPa)、温度をT(℃)としたときに、P≦200、T≦1100であり、かつ、Log10P≧−0.00135×T+3.40の条件で行う金型の製造方法である。好ましくは、T≦1050である。そして、前記混合粉末をメカニカルミリングした後、金型基体の表面に固化する高強度金型の製造方法である。
(もっと読む)
金型構造及び射出成形装置
【課題】別途機器を配設せずに、射出時の圧力によって固定型と可動型とのキャビティ周辺におけるパーティング部におけるバリなどの成形不良の発生を防止し、加工コストや材料コストを抑制することが可能な、金型構造及び射出成形装置を提供する。
【解決手段】射出成形装置10が備える金型構造は、可動型30がサポート部材32と成形型33とを備えて構成され、固定型20と可動型30とが近接した際にサポート部材32が弾性変形することによって、固定型20と可動型30との接触面に発生する成形圧力のエネルギーを吸収して、接触面に発生する成形圧力が略均一になるように、サポート部材32における剛性の分布が定められる。
(もっと読む)
射出成形用金型及び射出成形用金型の製造方法
【課題】固定側型と可動側型とのパーティング面、及び複数に分割された分割入れ子同士の密着を確実にし、成形不良の発生を長期にわたり防止することができる低コストの射出成形用金型及び射出成形用金型の製造方法を提供する。
【解決手段】第1の金型13の入れ子収納部に配設される第1の入れ子14、第2の金型24の入れ子収納部に配設される第2の入れ子26のパーティングライン面が、第1の金型および第2の金型のパーティングライン面Pに対して突出し、第1の入れ子および第2の入れ子のパーティングライン面の一部が形成された面及び第1の金型および第2の金型の入れ子収納部と対向する面を除く他の面と、第1の金型および第2の金型の入れ子収納部のそれぞれ対向する面とが隙間を有している。
(もっと読む)
マスターモデルの製作方法
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
金型の製造方法および金型
【課題】被加工物の表面に目的とする所望の形状と同時に溝形状を形成することができるとともに、加工時間が増大しない加工方法を提供する。
【解決手段】回転状態で振れが発生するように、被加工物を加工するための工具を加工し、その加工後の工具を回転させた状態で、被加工物の一例である金型11に接触させることにより、金型11の表面に、所望の形状の一例である単一光学面形状12を形成すると同時に、溝形状13を形成する。
(もっと読む)
電鋳ロール及びその製造方法
【課題】多種類のエンボスシートや光学関係フィルムを試作品として短期間の間に製造する場合に低コスト及び短納期で対応可能なリサイクル性に優れた電鋳ロール及びその製造方法を提供する。
【解決手段】筒状をなし外周面に多数の電鋳板吸着孔11を備えたサクションスリーブ10と、このスリーブの外周面に密着状態で巻かれた転写用シート製造用の電鋳板20と、サクションスリーブの内周面に挿入されこれを支持すると共に、内部に冷却部35を備えた芯金ロール30と、芯金ロールとサクションスリーブを固定するフランジ40及び固定プレート50を有し、フランジ及び固定プレートは、芯金ロール及びサクションスリーブから取外し可能で、固定プレートが芯金ロール及びサクションスリーブから取外され、芯金ロール及びサクションスリーブの各軸線が垂直方向に向けた状態で芯金ロールからサクションンスリーブを引き抜くことができる。
(もっと読む)
成型装置および同成型装置による成型方法
【課題】金型における成型部の耐久性を確保しつつ簡単な構成で成型部を加熱することができる成型装置および同成型装置による成型方法を提供する。
【解決手段】成型装置100は、成型対象とるなる製品PRを成型加工する第1金型110と第2金型120とを備えている。第1金型110および第2金型120は、互いに対向する面の中央部に第1成型部111および第2成型部121が形成されている。第1成型部111および第2成型部121は、製品PRの表面形状に対応する3次元形状がそれぞれ形成されている。第1金型110および第2金型120における第1成型部111および第2成型部121の各周囲には、断熱絶縁体113,124が設けられている。また、第1金型110および第2金型120は、入出力電極132,133を介して給電装置136が接続されているとともに、連結電極134,135によって電気的に接続または切断可能に連結されている。
(もっと読む)
プラスチック成形金型用鋼
【課題】 焼入性と靭性が従来のDIN規格1.2738鋼並みで、合金元素の偏析の無い、鏡面仕上げ性に優れたプラスチック成形金型用鋼を提供する。
【解決手段】 質量%で、C:0.26〜0.40%、Si:0.2〜1.0%、Mn:1.0〜3.5%、Cr:1.5〜4.0%、Mo:0.25%以下、Al:0.005〜0.1%、N:0.005〜0.1%、O:0.0030%以下を含有し、残部Feおよび不可避不純物からなり、下記式(1)に示すように、焼入れ指数が14以上で、焼戻し硬さが350HBWより高い、プラスチック成形金型用鋼である。
焼入れ指数=0.367{([C%])×(1+0.7×[Si%])×(1+3.33×[Mn%])×(1+2.16×[Cr%])×(1+3.0×[Mo%])×(1+1.77×[Al%])}≧14・・・・・(1)
(もっと読む)
ロール状スタンパ及びその製造方法
【課題】スタンパの外周面に形成した転写パターンを、継ぎ目のない状態でもってプレート、シートに転写することができ、かつ支持ロールに対して着脱交換可能なロール状スタンパ及びその製造方法を提供する。
【解決手段】外周面に転写パターンを備えた円筒形状のスタンパ内に支持ロールを嵌入して備えたロール状スタンパであって、前記スタンパ3の熱膨張係数よりも前記支持ロール5の熱膨張係数の方が小さく、かつ前記スタンパ3と前記支持ロール5との嵌め合いは、常温において相対的に挿脱可能な嵌め合いであり、前記支持ロール5内に加熱手段11を備えており、前記スタンパ3はNi又はNi合金であり、前記支持ロール5はAl又はAl合金である。
(もっと読む)
ロール金型の製造方法と光学フィルムの製造方法、並びに、ロール金型と光学フィルム
【課題】ロール金型表面の全周において光学フィルムの品質上問題となるような不連続部分のないシームレスな微細パターンを形成することができるロール金型の製造方法を提供する。
【解決手段】円環基板の外周面上にマスター原版型のパターンの反転形状を繰り返し転写して円環マスターを作製し(ステップS2)、その円環マスターを用いて、円環状の内周面にパターンが転写された電鋳マスターを作製し(ステップS3)、その電鋳マスターの内周面に電気メッキによって金属層を析出させることにより、円環状の外周面にパターンを有するロール金型を作製する(ステップS4)。
(もっと読む)
レンズ製造方法、及び眼鏡レンズ製造システム
【課題】モールド部材の加工コストを抑えるのに好適なレンズ製造方法を提供すること。
【解決手段】一対の対向配置されたモールド部材間を封止部材で封止することによって規定されたキャビティにレンズ原料液を注入する注入工程と、キャビティに注入されたレンズ原料液を硬化反応させて一対のモールド部材の各転写面形状を転写させたレンズ基材を得る硬化反応工程と、各転写面形状が転写されたレンズ基材を一対のモールド部材から離型する離型工程とを含み、一対のモールド部材の少なくとも一方の転写面が、削り加工によって加工された削り加工面上に形成された被膜の表面であるレンズ製造方法を提供する。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
成形部材およびその製造方法
【課題】高精細なパターンを備えた成形部材と、剥離性とパターンの自立性という背反する要求に応えた成形部材の製造方法。
【解決手段】第1配設工程にて、モールド1の主面1aに凹凸構造2が位置する領域を含むように設定された第1領域11に転写材料21を配設し、第2配設工程にて、第1領域の周囲に位置するようにモールドの主面に設定された第2領域12の所望の領域に上記転写材料と接触するように転写材料を配設し、硬化工程にて、第1配設工程で配設した転写材料を硬化することにより凹凸構造の凹部に位置するパターンと該パターンと一体化されモールドの主面上に位置する接合部を形成し、第2配設工程で配設した転写材料を硬化することにより周辺部を形成し、離型工程にて、周辺部に剥離力を作用させて周辺部から接合部方向に引き離す。上記で使用する転写材料を、パターンと接合部の弾性よりも周辺部の弾性を大きくすることができるものとする。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、光輝性顔料、更には染顔料を配合して光輝感、更には着色を付与した樹脂組成物であって、成形品表面の光沢感に優れ、ウェルド部の外観不良の問題がなく、更には表面硬度も高い芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と、光輝性顔料(D)0.01〜10質量部と、染顔料(E)0〜5質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
射出金型装置
【課題】金型の表面を均一に冷却できる金型装置を提供する。
【解決手段】本発明による金型装置は、前面110aにキャビティ120が形成されて内部に加熱手段111が備えられたキャビティ金型板110、及びキャビティ金型板110の背面110bに接離して内部に冷却手段131が備えられた冷却板130を含むキャビティ金型100と、キャビティ金型板110と共にキャビティ120を定めるコア金型200とを含み、冷却板130は少なくとも2つ備えられる。
(もっと読む)
多孔質型を用いた複合材の成形方法および装置
【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
回路基板およびインプリントモールドとその製造方法
【課題】頂部の位置が異なるパターンの種類が増えても工数を増やすことなく作製できるインプリントモールドおよびその製造方法を提供する。
【解決手段】支持板体11表面に所定深さの凹部12を形成する凹部形成工程S12と、
この凹部及び支持板体表面に開口する樹脂被覆16Bをパターニングして形成する樹脂パターニング工程S15と、
開口部16b内に充填して充填部18を形成する充填部形成工程S16と、
樹脂被覆を除去する樹脂剥離工程S17と、
を有し、
凹部の深さ寸法h1と充填部の高さ寸法h2とを組み合わせて、凹部の底面12aを基準とする複数の異なる高さ寸法を有する凸部を形成する。
(もっと読む)
モールド金型
【課題】形品の成形品質を向上することのできる技術を提供する。
【解決手段】モールド金型2は、対向して設けられ、ワークWを挟み込んでクランプする上型3および下型4と、上型3に設けられた超音波振動部21、22と、上型33および下型4がワークWをクランプして形成される内部空間Cに設けられ、かつ、超音波振動部21、22と接続され、内部空間C内の溶融樹脂19aへ超音波振動部21、22の振動を伝搬する伝搬部としてフィルム23とを備えている。このフィルム23は、上型3のクランプ面3aに張設されている。
(もっと読む)
41 - 60 / 1,134
[ Back to top ]