
Fターム[4F202AJ11]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 性質の特徴 (942)
Fターム[4F202AJ11]の下位に属するFターム
熱伝導性 (210)
断熱性 (189)
摩擦特性(←耐摩耗性) (103)
耐薬品性 (16)
Fターム[4F202AJ11]に分類される特許
21 - 40 / 424
ロール状スタンパ及びその製造方法
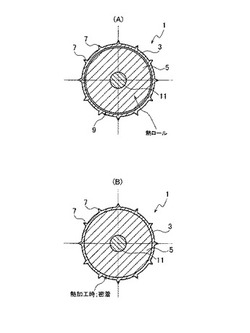
【課題】スタンパの外周面に形成した転写パターンを、継ぎ目のない状態でもってプレート、シートに転写することができ、かつ支持ロールに対して着脱交換可能なロール状スタンパ及びその製造方法を提供する。
【解決手段】外周面に転写パターンを備えた円筒形状のスタンパ内に支持ロールを嵌入して備えたロール状スタンパであって、前記スタンパ3の熱膨張係数よりも前記支持ロール5の熱膨張係数の方が小さく、かつ前記スタンパ3と前記支持ロール5との嵌め合いは、常温において相対的に挿脱可能な嵌め合いであり、前記支持ロール5内に加熱手段11を備えており、前記スタンパ3はNi又はNi合金であり、前記支持ロール5はAl又はAl合金である。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。

【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
マグネットローラ成形用金型及びマグネットローラの製造方法
【課題】金型使用に伴う入れ子の取り替えによる製造コストを減少させることができる、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】マグネットローラ成形用金型10は金型本体11と、この金型本体11の端部と接続してマグネットローラの軸部を成形する軸金型12、13と、この金型本体11の中空部の周囲に配設され、当該中空部の長さ方向に延在する複数の磁力発生手段14とを備える。この軸金型13は、マグネットローラの軸部の周面を成形する部分が着脱可能な補強部材131よりなり、当該補強部材131よりなる部分とそれ以外の部分132とで分割可能な構造を有する。
(もっと読む)
スタンパ及びそれの製造方法
【課題】スタンパ及びそれの製造方法を提供すること。
【解決手段】スタンパは金属支持層、パターン形成層、及び接着層を含む。金属支持層は第1熱伝導率を有する。パターン形成層は金属支持層上に配置され、第1面に成形パターンが形成される。接着層は、金属支持層とパターン形成層との間に配置してパターン形成層を金属支持層に固定させ、第1熱伝導率より低い第2熱伝導率を有する。これによって、スタンパの変形を防止することができ、表示装置の表示品質の低下を防止することができる。また、熱伝導率が低い接着層を利用するので、導光板射出成形時に、断熱効果を奏でて光学パターンの転写性を向上させることができる。
(もっと読む)
成形型の製造方法
【課題】成形面を構成する樹脂層の形状精度が高い成形型の製造方法を提供すること。
【解決手段】この成形型は、基部10と、基部10の表面上に形成された樹脂層20とを備える。基部10は樹脂層20と比べて剛性が高い。基部10の表面上に、厚さ(Tb)が1mm以上の樹脂層20がライニング等によって形成される。次いで、形成された樹脂層20のうち成形面に対応する部分の厚さがTbからTaになるまで、その部分の表面部がエンドミル加工等の切削加工によって仕上げられる。これにより、成形面P1が完成する。成形面P1の形状精度として、切削加工によって得られる形状精度と同等の高い精度が得られる。また、樹脂層が形成される基部の剛性が高いので、樹脂層のみから構成される成形型と比べて、樹脂層が変形し難くなり、成形面の形状精度がより一層高められる。
(もっと読む)
微細構造体の製造方法
【課題】本発明は、基本微細構造体同士を可能な限り近接させて、しかもこの基本微細構造体を高精度に位置決めした微細構造体の製造方法を提供することを課題とする。
【解決手段】本発明は、表面に微細な凹凸パターンを形成した基本微細構造体3が基材2上で複数隣接して並ぶように配置した微細構造体1の製造方法において、前記凹凸パターンの反転凹凸パターン4bが形成された金型11上で前記凹凸パターンを有する硬化樹脂からなる前記基本微細構造体3を成形する基本成形工程と、この基本成形工程で得られた前記基本微細構造体3を前記基材2に移動する移動工程と、を有し、前記基本成形工程と前記移動工程とを2回以上繰り返すことを特徴とする。
(もっと読む)
インプリントモールド及びその作製方法、パターン形成体
【課題】微細なパターンの形成に好適なインプリントモールド及びその作製方法、インプリントモールドを用いて製造されるパターン形成体を提供する。
【解決手段】インプリントモールドは、凹凸パターンが形成されている領域が、その周囲の面よりも高いメサ構造に形成される。このインプリントモールドの作製方法は、パターニングを行う領域の最外周を、所望のパターン領域の最外周よりも2μm以上外側に設定する。パターン形成体は、前記インプリントモールドの凹凸パターンを基材上の被転写層に転写して形成される。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法
【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
モールドおよびその製造方法
【課題】高い精度で安定したパターン形成が可能であり、取扱い性にも優れたモールドと、その製造方法を提供する。
【解決手段】モールド1の一方の面をパターン形成用の凹凸構造領域2を有するパターン形成面1Aとし、他方の面をベース面1Bとし、少なくともパターン形成面1Aおよびベース面1Bにポリジメチルシロキサン層を備えたものとし、パターン形成面1Aに位置するポリジメチルシロキサン層3を、低分子量シロキサンを[−Si(CH3)2O−]k(kは3〜20の整数)で表される環状構造としたときに、低分子量シロキサンの含有量が2000ppm以上である高含有率ポリジメチルシロキサンからなるもの、ベース面1Bに位置するポリジメチルシロキサン層4を、上記の低分子量シロキサンの含有量が1000ppm以下である低含有率ポリジメチルシロキサンからなるものとした。
(もっと読む)
成形装置および成形方法
【課題】金型が閉められた状態で金型表面にプラズマを照射できる成形装置を提供する。
【解決手段】溶融材料が送り込まれる金型10と、プラズマが発生するプラズマ電極12、13とを備え、金型10には、プラズマ電極12、13で発生したプラズマを金型10の内部空間11に照射するためのプラズマ照射口101a、102aが設けられている。プラズマ照射口101a、102aは、離型ピン12、13が挿入されるピン穴101a、102aで構成することができ、プラズマ電極は、離型ピン12、13で構成することができる。
(もっと読む)
インプリント用モールド、およびインプリント方法
【課題】 本発明は、モールドの製造に複雑な工程を要することなく、モールド材と同じ材料からなるアライメントマークを光学的に識別することを可能とし、高いアライメント精度で位置合わせすることができるインプリント用モールド、およびインプリント方法を提供することを目的とするものである。
【解決手段】 前記モールドのアライメントマーク領域の表面が、硬化前のインプリント用被転写樹脂に対して、少なくとも、前記モールドの転写領域の表面よりも高い撥液性を生じるようにすることにより、上記課題を解決する。
(もっと読む)
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型
【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
金型構造
【課題】部品の精密な寸法を保持し、また、構造或いは外見を傷めることなく成形されるため、改良された金型構造を提供する。
【解決手段】異種材料成形体のインサート成形のための金型構造であり、上部金型210及び下部金型220を含む。前記上部金型は、インサート物を配設するキャビティ212を含む。前記下部金型は、剛性体222及び前記インサート物を載置する弾性接触部材224を含む。前記弾性接触部材は、前記形成プロセスの間の前記注入材料の寸法変動を吸収する。
(もっと読む)
光照射成形用のゴム型
【課題】キャビティ内の熱可塑性樹脂に照射する光の強度を強くすることができ、その耐久性を向上させることができる光照射成形用のゴム型を提供すること。
【解決手段】光照射成形用のゴム型1は、光を透過させる性質を有し、透過させた光をキャビティ11に配置した熱可塑性樹脂8に吸収させるよう構成してある。ゴム型1は、キャビティ11の周囲において互いに対面する分割面12を形成して、複数に分割したゴム型部1A、1Bから構成してある。複数のゴム型部1A、1Bは、光を透過させる性質を有する透明又は半透明のゴム材料からなる一般部2と、キャビティ11の内壁面に位置し、一般部2を構成するゴム材料よりも耐熱性に優れたゴム材料からなる耐熱ゴム層3とを形成してなる。
(もっと読む)
樹脂モールド製造方法
【課題】欠陥を低減した樹脂モールド製造方法を提供する。
【解決手段】樹脂スタンパー11の裏面11bと、樹脂スタンパー11を保持する土台12の表面12aと、の間に硬化性化合物を配置する工程と、硬化性化合物を硬化させて、樹脂スタンパー11と土台12との間に硬化物層13を形成する工程と、樹脂スタンパー11、硬化物層13、および土台12を含む積層体の、樹脂スタンパー表面11aの微細凹凸構造に、被転写用硬化性化合物が配置されたフィルム基材の被転写用硬化性化合物が接するように、フィルム基材を加圧しながら配置する工程と、被転写用硬化性化合物を硬化させて微細凹凸構造を有する硬化物層を形成した後に、積層体とフィルム基材とを分離することで、微細凹凸構造を有する樹脂モールドを形成する工程と、を具備する。
(もっと読む)
テンプレート、テンプレートの形成方法及び半導体装置の製造方法
【課題】ウェハとテンプレートとの位置合わせの精度を向上する。
【解決手段】本実施形態のテンプレートは、基板10上に設けられ、ウェハに転写されるパターンに対応するパターン部11と、基板10上に設けられ、ウェハとの位置合わせに用いられ、基板10の屈折率より高い屈折率を有するアライメントマーク部11と、を含む。
(もっと読む)
レンズの成形型及びレンズの製造方法
【課題】成形型の隙間に樹脂が浸入するのを防止し、成形されるレンズにバリが発生するのを防止する。
【解決手段】上型及び下型、並びに前記上型及び前記下型の周囲を囲む胴型を含み、前記胴型内で前記上型と前記下型との間に樹脂を挟んで該樹脂を所定のレンズ形状に成形する成形型は、対向する前記胴型の内周面と前記上型の外周面との間、及び対向する前記胴型の内周面と前記下型の外周面との間を充填する充填体を備える。
(もっと読む)
金型、その製造方法、金型を用いた樹脂成形体の製造方法並びにその製造方法によって製造された樹脂成形体
【課題】プラスチック成形体に撥水性を付与する金型を提供する。
【解決手段】樹脂成形体の表面に撥水性領域を形成する金型10であって、金型本体部11と、この金型本体部11の内周面の少なくとも一部に形成されたメッキ部12と、を備え、メッキ部12は樹脂材が当接する接触面側に微細周期構造20を有し、微細周期構造20はV字型の凹部が隙間無く連なる鋸歯状の断面に形成されており、凹部は樹脂材が収容される型内側へ向けて拡開しており、凹部の両肩間の寸法は1.0μm以上で、且つ、100μm未満である。
(もっと読む)
微細な凹凸パターンを表面に有するNi原盤、およびそれを用いたNi複盤の製造方法
【課題】Ni to Ni電鋳において、再現性よく凹凸パターンの良好なNi複盤の形成を可能とし、かつ100nmを切るスケールにおいても適用可能とする。
【解決手段】微細な凹凸パターンを表面に有するNi原盤12において、凹凸パターンに沿って上記表面に、フッ素化合物を含有した離型層14を備える。フッ素化合物はパーフルオロポリエーテルが好ましい。
(もっと読む)
インプリント用離型層、インプリント用離型層付きモールド及びインプリント用離型層付きモールドの製造方法
【課題】充分な離型性を有し、元型モールド上のパターンへの被転写物の充填を良好に行い、精度良くパターンを転写させる。
【解決手段】インプリントにより所定の凹凸パターンを被転写物に転写するためのモールドに設けられる離型層において、前記モールドにおける前記凹凸パターンの凹部に前記離型層越しで前記被転写物を充填するため、エネルギーによる処理によって前記離型層の表面自由エネルギーを変動させることによる表面自由エネルギーの最適化がなされている。但し、前記エネルギーによる処理とは、熱エネルギー及び/又は光エネルギーによる処理のことである。
(もっと読む)
21 - 40 / 424
[ Back to top ]