
Fターム[4F202AM09]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 安全保護装置(←警報装置)の特徴 (154) | 警報、報告装置(←表示) (42)
Fターム[4F202AM09]に分類される特許
1 - 20 / 42
射出成形機
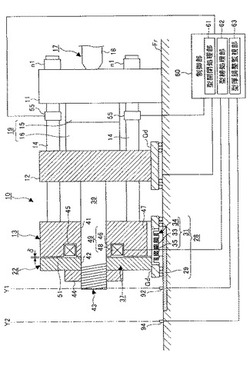
【課題】センサを用いて型厚調整を適切に監視しつつ、不要な警報等を抑制すること
【解決手段】射出成形機は、フレームと、固定金型が取り付けられる第1の固定部材と第1の固定部材と対向して配設され、センターロッドが貫通する第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材とセンターロッドで連結される第2の可動部材と、センターロッドを第2の可動部材に対して移動させる型厚調整機構と、センターロッドとフレームとの位置関係を表す情報を取得するセンサと、センサの検出結果に基づく所定警報出力条件が満たされた場合に、警報を出力する制御装置とを備え、制御装置は、所定条件が満たされた場合に、警報を抑制する。
(もっと読む)
金型異常の検知システム

【課題】金型内部に形成した冷却又は加熱制御のための熱媒体流路からこの熱媒体がキャビティあるいは外部に漏れる前に金型の異常を検出できる金型異常の検知システムの提供を目的とする。
【解決手段】金型内部に熱媒体を循環させるための熱媒体流路と、金型異常を検知するための検知流体を注入する検知流路とを有し、前記検知流路に注入した検知流体の圧力が前記熱媒体の循環圧力よりも高く又は低くなるように設定する検知流体圧力設定手段と、検知流体の圧力変化又は/及び流量変化を検知する検知流体の変動検出手段とを有することを特徴とする。
(もっと読む)
動力伝達機構の異常検出手段を備えた射出成形機
【課題】モータなどによって駆動され回転運動を直線移動に変換する複数の駆動装置を有する動力伝達機構に発生する異常検出を、ひずみセンサを用いることによって行うことが可能な射出成形機を提供する。
【解決手段】回転運動を直線移動に変換する複数の駆動装置であるボールネジ14a,14bを駆動するエジェクタ用サーボモータ10と、ボールネジ14a,14bの支持部材であるベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bと、同時刻に前記それぞれの支持部材に取り付けられたひずみセンサで検出されたひずみ量を読み取り、ベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bで検出されたひずみ量の差の絶対値があらかじめ設定した設定値より大きいか否かを判別し、異常信号を出力する制御装置20と、制御装置20からの異常信号により警報を発生する警報装置22とを備えた射出成形機。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
加硫用金型の異常検知装置及び異常検知方法
【課題】タイヤ加硫用金型のメンテナンスを適切に行って、無駄なコストを掛けずに前記加硫用金型の破損を事前に防止する。
【解決手段】 上部サイドモールド2と下部サイドモールド4、前記上・下部のサイドモールド間に配置されたセグメントからなるタイヤ加硫用金型の異常検知装置140であって、型開き時に上部サイドモールド2を引き上げるクレーン130に作用する負荷を検出する歪みセンサー110と、検出した負荷から前記加硫用金型の摺動抵抗に基づく負荷を演算し、演算した摺動抵抗負荷と、予め定めた基準値とを比較して、演算した摺動抵抗負荷が基準値を超えたとき、前記加硫用金型の異常を判断し、金型異常判断部が異常と判断したとき、当該加硫用金型のメンテナンスが必要であるとの情報をメッセージや音声などで表示する。
(もっと読む)
型締装置の型締力測定装置
【課題】型締装置の歪を蓄積する部分に直接取り付けるセンサを用いることなく、型締力を測定できる型締力測定装置を提供すること。
【解決手段】型締機構を駆動するモータを備えた型締装置の型締力測定装置であって、該型締機構が型閉じ工程において型盤位置が金型タッチ位置に到達してから型締完了位置に到達するまでに前記モータが発生したエネルギーUMを求める手段(SA6〜SA11)と、該手段により求められたエネルギーUMと該型締機構の弾性定数Kとから算出型締力FCを算出する型締力算出手段(SA13)と、を有することを特徴とする型締装置の型締力測定装置。ここで、エネルギーUMは、モータ駆動電流とモータの回転角度に基づいて算出する。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 キャビティ形成面を構成するコアブロックを移動可能に設けたコアブロック移動機構を有する射出成形機におけるコアブロック作動時に、金型等の装置に対して上記のいずれかのような不測の事態が発生することを防止したコアブロック移動機構を有する射出成形機および射出成形機の制御方法を提供する。
【解決手段】 成形金型46のキャビティ形成面51の一部を構成するコアブロック35を移動可能に設けたコアブロック移動機構30を有する射出成形機11において、コアブロック移動機構30は、コアブロック35の前進力が変更可能に設けられている。
(もっと読む)
金型の監視方法及び監視装置
【課題】金型周辺の可視光の影響を受けて誤判定を来たすことなく、かつ複雑・高度な照射技術を不要とすることのできる金型の監視装置を提供する。
【解決手段】成形品の排出が終了した金型105の内面から放射される赤外線IRの放射強度を二次元的に検出した赤外線撮像データを出力する赤外線撮像手段1と、成形品が残留していない金型105の内面から放射された赤外線IRの放射強度を二次元的に検出したマスタ画像データが記憶されるマスタ画像記憶手段3と、前記赤外線撮像データと前記マスタ画像データとの比較により抽出された赤外線放射強度の差により前記金型の内面における残留物の有無を判定する演算処理手段4とを備える。
(もっと読む)
射出成形機のエジェクタ異常検出装置
【課題】最初の成形サイクルから特別な装置を用いることなくエジェクタ動作の異常を検出することができる射出成形機の異常検出装置を提供することを目的とする。
【解決手段】エジェクタの駆動手段と、エジェクタの位置を検出する手段と、エジェクタの負荷を検出する手段を備える射出成形機のエジェクタ異常検出手段において、エジェクタ後退中においてエジェクタ負荷を検出し、前記検出したエジェクタ負荷が所定負荷より小さくなった時点のエジェクタ位置を検出し、前記検出したエジェクタ位置が所定の基準位置以上の場合にエジェクタに異常が発生したことを検出することを特徴とする射出成形機のエジェクタ異常検出装置。
(もっと読む)
エジェクタ条件を選択する機能を有する射出成形機
【課題】通常突き出し動作条件と再度突き出し動作条件とをそれぞれ設定できるようにし残存成形品を確実に排出することが可能な射出成形機を提供すること。
【解決手段】突き出し時と再突き出し時のエジェクタ条件を異ならせる突き出し動作により残留成形品を排出する。突き出し時のエジェクタ回数eは1回、再突き出し時のeは3回に設定される。成形中のエジェクタ前進動作に引き続きエジェクタ後退動作がなされる。エジェクタ後退動作の終了後、残存成型品の有無を画像判定等により行う。成形中エジェクタ後退動作に引き続いて行われる画像判定は第1回目の監視回数とされている。第1回目の画像判定の結果、残存成形品があると再突き出し動作を実行する。e=1〜3からなるエジェクタの前進動作と後退動作の3つの連続した動作で1回の突き出し動作を意味する。成形中のエジェクタ条件と再突き出し中のエジェクタ条件とは異なる。
(もっと読む)
磁力式固定装置
【課題】アルニコ磁石の極性を切換えるためのコイルを有効活用して、金型の固定面に対する固定状態の変化を高感度に検出可能な磁力式固定装置を提供することである。
【解決手段】金型M2が固定される固定面12aを形成する固定面形成部材12に組み込まれ磁力により金型M2を固定面に固定する為の複数の磁力発生機構13であって、各々がアルニコ磁石21とこのアルニコ磁石21の極性を切換える為のコイル22とを有する複数の磁力発生機構13を有する磁力式固定装置10Bにおいて、前記1又は複数のコイル22に電気的に接続された状態検出装置40であって、金型M2を固定面12aに固定した状態において金型M2の固定状態の変化に起因する磁束の変化により1又は複数のコイル22に発生する電圧から金型M2の固定状態の変化を電気的に検出する状態検出装置40を設けた。
(もっと読む)
射出成形機
【課題】タイミングベルトが破断する前にその状態を未然に検出する。
【解決手段】射出成形機に型開閉を行う型開閉用サーボモータ12の回転数を型開閉のエンコーダパルス数xとして検出するモータ用エンコーダ13、型開きストロークSを型開きストロークパルス数yとして検出するロータリエンコーダ18、タイミングベルト10の異常を検出する異常検出手段20を備える。型開閉のエンコーダパルス数xと型開きストロークパルス数yとを比較し正比例関係にあるとき、異常検出手段20はタイミングベルト10の状態を正常であると判別する一方で、型開閉のエンコーダパルス数xと型開きストロークパルス数yとの比例関係から算出される定数aが所定の許容範囲値から外れた際には、タイミングベルト10に異常があったとして判別されるので、タイミングベルト10が切断される前にその状態を把握することができる。
(もっと読む)
熱可塑性素材成形方法、熱可塑性素材成形装置、成形プログラム
【課題】熱可塑性素材が実装される成形型の異常に起因する障害や性能の劣化を確実に防止し、品質の高い成形品を製造する。
【解決手段】複数の加熱ステージ20a、加圧ステージ20b、冷却ステージ20cを含む成形スペース8に熱可塑性素材が実装された型ユニット40を投入し、加熱、加圧、冷却の各工程により所望の成形品を得る成形装置10において、成形スペース8に投入される型ユニット40が通過する成形予備室1に、投入前の型ユニット40の高さを測定する高さ測定機構3を設け、制御装置4は、型ユニット40の高さ測定値Hが、既定の正常な値から逸脱している場合には、投入を中止し、投入前排出スペース6に排除することで、異常な型ユニット40が成形スペース8に投入されることに起因する当該型ユニット40や成形装置10の障害や性能劣化の発生を未然に防止し、品質の高い成形品を得る。
(もっと読む)
ワークの取出しヘッド
【課題】 弾性係数の小さいワークでも、ワークに対して僅かな芯振れを生じても確実に吸着保持し、耐久性の向上により高い信頼性が得られ、かつ歩留まりの悪化による生産効率の低下を回避できるワークの取出しヘッドを提供する。
【解決手段】 成形機(生産装置)11の金型装置(生産ヘッド部)12で保持したワーク4を吸着保持して取り出すワークの取出しヘッド1は、ワーク4の押圧時に被押圧部を弾性変形させ被押圧部の弾性復元力により密着して、該ワーク4と取出しヘッド1との間に気密な負圧発生空間13の形成を可能とする取出しヘッド1から突出する箇所20がある押圧部2と、負圧発生空間13に対応する吸気通路3を備え、負圧検出器18で検出した吸気通路3の負圧が負圧設定器17で設定した負圧よりも小さい場合に不良ワーク4が吸着保持されていると判断して警報装置23に作動信号を出力する比較・判断回路22を有する。
(もっと読む)
型締装置の型厚調整ナットの潤滑方法
【課題】型厚調整を行わなくとも型厚調整ナットの潤滑を良好に行い得る方法を提供する。
【解決手段】受圧盤2の裏面に回動自在に取付けられ、固定盤に固着したタイバ3の先端を螺合しつつ回動して前記タイバ3の有効長を変化させることにより型厚調整を行うとともに、トグル式又はクランク式の型締機構を有する型締装置1による型締時に前記受圧盤2に作用する力を受けて前記タイバ3に伝達する型厚調整ナット4を潤滑する方法において、成形運転中に、前記受圧盤2が所定距離を越えて移動しないときの時間か又は、前記受圧盤2が所定距離を越えて移動しないときの生産数を積算し、その積算量が第1の所定値に到達したときに発せられる第1の信号に基づいて、成形運転以外のときに、前記受圧盤2を前記所定距離以上に移動させる。
(もっと読む)
射出成形機および型調節方法
【課題】改良された型調節機構を備える射出成形機を提供する。
【解決手段】射出成形機および型調節方法が提供される。射出成形機は、固定プラテンの一方側に取り付けられ、タイバーと同軸の型調節機構を有する。それぞれの型調節機構は支持フレーム(11)、モータ(12)、型調節駆動ホイール(13)、型調節被駆動ホイール(14)、位置調節用油圧シリンダ(15)、センサおよび制御システムを有する同一構成である。
(もっと読む)
射出成形機
【課題】成形品突き出し装置の突き出しロッドの取り付け状態および突き出しストロークの設定前進位置が使用金型に適したものに設定するまで、安全な成形品突き出し動作をさせる。
【解決手段】可動盤に金型が取り付けられたときレジスタR1はONに設定される。突き出し動作の前進位置の設定値が変更になったときレジスタR2はONに設定される。レジスタR1又はレジスタR2がONのときは、小さい突き出し力TL、低速の突き出し速度VLとして、突き出し動作を実行する(a4〜a10)。突き出し位置を検出し、検出位置が設定前進位置に達した後は、レジスタR1、R2はOFFにされ、設定された突き出し力、突き出し速度で、突き出し処理(a8、a9、a1〜a3)が実行される。これにより誤設定で金型や突き出し装置を破損させたり、金型の落下を防止する。
(もっと読む)
タイヤの成型方法、および、それに用いられる折り返しブラダ、ならびに、その折り返しブラダの内圧を制御する折り返しブラダ内圧制御システム
【課題】カーカスバンド側部の折り返しの失敗を招くことのないタイヤの成型方法、および、それに用いられる折り返しブラダならびに、その折り返しブラダの内圧を制御する折り返しブラダ内圧制御システムを提供する。
【解決手段】折り返しブラダ3、4内にエアを供給している間、折り返しブラダ3、4の内部に取り付けられた発信器付き内圧センサ31a、31b、31c、31dによって測定され、折り返しブラダ3、4から離れた位置に設けられた内圧制御装置に送信された折り返しブラダ3、4の内圧に関する情報を監視しながらタイヤのカーカスバンド14の折り返しを行う。
(もっと読む)
樹脂封止装置及び吸引孔詰まり検出方法
【課題】基板を位置決めするための吸引孔の詰まり状態を適切に検出可能であって、簡単かつ安価な構成を備える。
【解決手段】下金型6上に基板22を搬入又は搬出する搬送手段8を備える。搬送手段8は、基板吸引孔18を通過する空気の流れによって移動する移動手段49と、移動手段49が移動したことを検出する検出手段51とを備える。さらに、基板吸引孔18を通過する空気の流れによって検出手段51により移動手段49が移動したことを検出できない場合、基板吸引孔18が詰まっていると判断する穴詰まり判定手段36を備える。
(もっと読む)
成形品取出機の故障報知システム、及び、これに使用するコントローラ
【課題】コントローラ(1)で遠隔操作される成形品取出機(2)の故障をコントローラ(1)の使用場所から離れた連絡場所(A)に伝達する故障報知システムに於いて、成形品取出機(2)の故障状態を正確且つ迅速にサービス供給先等に連絡できるようにする。
【解決手段】コントローラ(1)には、成形品取出機(2)の故障診断箇所から発生する異常音を電気信号に変換して異常音情報にするマイクロフォン(12)と、マイクロフォン(12)からの前記異常音情報を前記連絡場所(A)に通信回線(50)経由で送信する送信部(19)が設けられ、前記連絡場所(A)には、通信回線(50)経由で送信された前記異常音情報を受信する受信部(40)が設けられ、該受信部(40)で受信された異常音情報に基づいて前記成形品取出機(2)の故障の状態が判断されること。
(もっと読む)
1 - 20 / 42
[ Back to top ]