
Fターム[4F202AM33]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211) | バリ防止 (400)
Fターム[4F202AM33]に分類される特許
201 - 220 / 400
インサート成型金型及び軸状成型品

【課題】金型型締めのずれによらず、インサート部材の変形および成形バリの発生を低減できるインサート成形金型及び該インサート成形金型により成形される軸状成形品を提供する。
【解決手段】固定金型1と、可動金型2と、円筒形状で、インサート部材3を挿入する穴4aが設けられた可動入子4と、可動入子4と連結し固定金型1と可動金型2との型締めの際に型の軸線方向に可動入子4とともに移動するスライド機構7と、を備え、固定金型1、可動金型2それぞれに、可動入子4の外形と合致する半円筒形状の凹部1a,2aが設けられており、インサート部材3が挿入された可動入子4を可動金型2に装着し型締めした際に、スライド機構7が移動して穴4aを軸状成形品の軸となる位置に配置するとともに、固定金型1と可動金型2の凹部1a,2aを可動入子4の外形に合致させることにより穴4aに対する固定金型1及び可動金型2の位置決めがされる。
(もっと読む)
シートパッド並びにその製造方法及び発泡成形型

【課題】発泡成形時に形成されるバリによるシートの外観品質の悪化を解消するとともに、バリ取り工数を低減する。
【解決手段】発泡成形型50の下型52と上型56の合わせ面64に、突出片18を形成するための突出片形成用凹部68を設けるとともに、収納凹部20をパッド本体16に形成するための収納凹部形成用凸部74を突出片形成用凹部68に近接させて設ける。この発泡成形型50を用いて、キャビティ58内で発泡原料を発泡充填させる。これにより、パーティングライン72に沿ってパッド本体16から突出した状態に発泡成形された突出片18と、該突出片をパッド本体16側に曲げた状態で収納できるようにパッド本体16に凹設された収納凹部20と、を備えたシートパッド10を得る。
(もっと読む)
光記録媒体の製造装置
【課題】部品コストの上昇を抑えながらバリの発生を抑制して歩留まりの低下の防止および機械的および信号特性上での悪影響を解消することができる光記録媒体の製造装置を提供する。
【解決手段】固定側金型1と可動側金型2との間に形成されるキャビティC内にスタンパ5を配置し、樹脂を射出成形することでディスク状の光記録媒体を製造する装置であって、キャビティC内にはスタンパ5の側方に光記録媒体の外周端面を成形するためのキャビティリング6を配置すると共に、光記録媒体の厚さ方向に相当する軸方向でスタンパ5とキャビティリング6との接触を避けるための隙間Gを形成する突き当てリング70を固定および稼働金型1,2同士の対向面間に配置し、突き当てリング70が熱滞留を小さくできる構造70Aとされていることを特徴としている。
(もっと読む)
車両用外装品
【課題】バリを後加工で除去せずに安全性を確保する。
【解決手段】鍔体2を含めた庇部3の略中央部から上側かつ内側に、第1の合成樹脂材料である遮光性樹脂材料にカーボンブラックを配合した半透光性の黒色の着色樹脂からなる遮光部20を形成し、下側と、遮光部20を外側から覆うように下側から延設された上側に、第2の合成樹脂材料である透光性樹脂材料からなる透光部21および延設部21aを形成する。境界部23の両側の遮光部20と透光部21に、バリ31に沿って形成されたバリ31の表出面33と、バリ31の表出高さよりも高く表出面33から立設された壁面35とからなる保護部37をそれぞれ設ける。
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 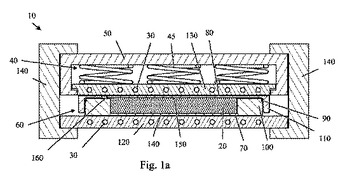 (もっと読む)
(もっと読む)
ゲートカット装置及び方法
【課題】ゲート残り部のカット面のバリやヒゲを取り除く。
【解決手段】多点取り成形品3は、ランナー軸部5aを中心に形成されたランナー5の先端部にゲート4を介してレンズ6が成形されている。制御部27は、移動板移動機構23を駆動して、レンズ6が載せ台11に載るように、移動板15を移動させる。制御部27は、ダクト移動機構25を駆動して、エアーダクト24を、レンズ6を押さえる位置まで移動させた後、エアーダクト24の内部を通してエアーをレンズ6に吹き付けるようにエアー調整部26の駆動を制御する。制御部27は、カッタ移動機構21を駆動して、カッタ刃13を、退避位置からカット位置まで移動させた後、再度退避位置まで移動させる。制御部27は、クリーニングモータ16によりクリーニング盤17を回転させながら、移動板15をクリーニング位置まで上方に移動させる。
(もっと読む)
成形型
【課題】入れ子型に内嵌されたシールリングを交換する際の作業性の向上を図ることができる成形型を提供すること。
【解決手段】シールリング50は、内周面に内周胴部54と内周拡径部55とを備えると共に、その内周拡径部55の内径を内周胴部54の内径よりも大きくすることで、内周拡径部55と内周胴部54との間に内周段部56を位置させる構成であるので、シールリング50を入れ子型22から抜き取る場合には、内周段部56を利用して(例えば、内周段部56に抜き取り治具を係合させ)、シールリング50を上方へ押し上げることで、容易に嵌合孔部22bから抜き取ることができる。よって、定期的に必要なシールリング50の交換作業において、その作業性の向上を図ることができる。
(もっと読む)
射出成形用金型および樹脂成形品
【課題】 従来のゲートカット機構付きの金型は、ゲートカットピンを突出させると、ゲートカットピンに押された溶融樹脂の一部がパーティングライン面に入り込むために、樹脂成形品にバリが付くことがあった。
【解決手段】
パーティングライン面で分離可能な固定型と可動型との間に、キャビティ、ゲートおよびランナーが形成され、固定型または可動型内にゲートを遮断する方向に出没可能に設けられたゲートカットピンを有する射出成形用金型において、溶融樹脂が流れる方向Xについては、ゲートカットピンの長さFをゲートの長さEよりも大きくし、溶融樹脂が流れる方向とは直角な水平方向Yについては、ランナーの幅Hをゲートの幅Gよりも大きくした。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】成形品にバリや目立った段差部の発生を防止することができる発泡成形用の金型と、この金型を用いた発泡成形方法を提供する。
【解決手段】上型2及び下型3を有する発泡成形用の金型1において、該上型2と下型3との合わせ面に、該金型のキャビティに沿って延在したパッキン5が設けられている。該上型2と下型3とを型締めした状態において該パッキン5の縁部5bが該金型1のキャビティ6へ突出している。
(もっと読む)
射出成形金型
【課題】アンダーカット形状を形成するためにコア入れ子ピン同士を嵌め込ませるタイプであっても外部動力の不要な射出成形金型を提供する。
【解決手段】射出成形金型30の開閉に伴って2つの移動ユニット80、180が移動し、この移動によって、コア入れ子ピン20とコア入れ子ピン120が互いに干渉せずに成形空間34から出し入れされる。射出成形金型30が完全に開いた状態、即ち、図1と図4に示すように固定側入れ子42と可動側入れ子62が完全に離れて固定側移動ユニット50と可動側移動ユニット70が全く接触していないと共に、固定側移動ユニット150と可動側移動ユニット170も全く接触していない状態では、図7(a)に示すように、2本のコア入れ子ピン20,120は成形空間34から完全に離れている(出ている)。
(もっと読む)
ブロー成形品の穿孔方法とブロー成形用金型
【課題】ブロー成形用金型内でブロー成形品に良好に孔を形成することのできる穿孔方法を提供する。
【解決手段】ブロー成形用金型10を閉じて軟化状態のパリソンP1をブロー成形用金型で挟むと共に、中実部71を孔形成用刃部41で孔形成用刃部の受け部51に押し付けて、一方の型11の孔形成用刃部41と他方の型31の孔形成用刃部の受け部51間で中実部71に薄肉部74を形成し、次にパリソンP1内にエアーを吹き込んでパリソンP1を賦形し、パリソンP1の冷却硬化後、孔形成用刃部41を前進させると共に孔形成用刃部の受け部51を後退させることにより、孔形成用刃部41と孔形成用刃部の受け部51間の薄肉部で破断させて中実部71に貫通孔を形成する。
(もっと読む)
タイヤ成形金型
【課題】金型に高い精度を要求されず、特別のバリ除去装置を使用せずにタイヤの溝内に形成されるバリも含め簡単にバリを除去することができる加硫タイヤを製造するタイヤ成形金型を供する。
【解決手段】生タイヤGを加硫成形する複数の分割金型からなるタイヤ成形金型において、分割金型2,3の互いの合せ面の連続した隙間10について型面近傍の隙間部分10aの間隙幅Waに比べ型面近傍より奥側の隙間部分10bの間隙幅Wbを大きくした隙間構造を備えたタイヤ成形金型。
(もっと読む)
モールドリブの下に配置されたベント入口を有するタイヤモールド
タイヤモールド用のダイリブは、ベント通路がモールドの輪郭面に開口しないように、モールドのベント通路にダイリブの側面を貫く入口を画定する。典型的な構成では、この発明は、ダイリブの少なくとも一側面に沿って配置されたベント入口を有するダイリブをもたらす。ベント入口は、タイヤモールド部の輪郭面に当接して配置される少なくとも一つの足部を有するダイリブの長さの80%以下の長さに亘って配置されても良い。  (もっと読む)
(もっと読む)
電子部品の圧縮成形方法及び金型
【課題】電子部品の圧縮成形用金型1・2において、キャビティ底面部材10と(分割)キャビティ側面部材11との隙間(摺動部14)に発生する異物を効率良く防止し得て、キャビティ底面部材10の摺動不良を効率良く防止する。
【解決手段】まず、キャビティ側面部材をキャビティ底面部材10の四本の辺に各別に対応して分割することにより、四個の分割キャビティ側面部材11を形成すると共に、金型1・2を型締めして下型キャビティ6内の樹脂材料(7)に基板4に装着に装着した電子部品3を浸漬し、次に、分割キャビティ側面部材11の内部に設けた第一内部押圧機構21にてキャビティ底面部材10に対して分割キャビティ側面部材11を所要の押圧力にて押圧した状態で、下型キャビティ6内で電子部品3を下型キャビティ6の形状に対応した樹脂成形体15内に圧縮成形する。
(もっと読む)
係止部材を配置するための配置具および該配置具を用いた樹脂成形体の製造方法
【課題】 テープ状の係合部材付きの樹脂成形品を製造するために用いられる樹脂成形金型の該係止部材を金型内の箱型の配置具に配置して設置した場合に、係止部材の幅方向からの樹脂の流入を防止するとともに、長さ方向の端部からの流入防止を改善し、高品質の係止部材つきの発泡樹脂成形体を製造する。
【解決手段】 係合部材付きの樹脂成形品を製造するために用いられる樹脂成形金型内の所定の位置に、係止部材を配置するために固定されている断面凹型の配置具において、配置具の長さ方向の両端部に、断面凹部をほぼ直角に区画する横隔壁と、該横隔壁の外側の凹部に配置具の長さ方向に平行に縦隔壁が設けられていることを特徴とする係止部材を配置するための配置具。
(もっと読む)
型締制御装置
【課題】型開閉駆動部による型開閉動作と電磁石による型締め動作との関係を適切に制御することのできる型締制御装置の提供を目的とする。
【解決手段】型締装置の型開閉動作を駆動する型開閉駆動手段に三相交流電流を供給する第一のスイッチング部と、前記型締装置の型締め動作を駆動する型締め駆動手段に直流電流を供給する第二のスイッチング部と、前記第一のスイッチング部に操作量を出力する第一のスイッチング操作量生成部と、前記第二のスイッチング部に操作量を出力する第二のスイッチング操作量生成部と、前記第一のスイッチング操作量生成部に型開閉用の指令値を出力し、第二のスイッチング操作量生成部に前記型開閉用の指令値と同期させた型締め用の指令値を出力するパターン生成部とを備えたことにより上記課題を解決する。
(もっと読む)
ピース式タイヤモールドとその製造方法
【課題】タイヤとモールドとの間に滞留した空気やガスを効率よく排出できるとともに、洗浄が容易なピース式タイヤモールドとその製造方法を提供する。
【解決手段】その両端部がピース15の分割面15pに開口する、タイヤの周方向溝を形成するための凸部15aを横断する第1の切欠き部15mと、上記周方向溝に交差するラグ溝を形成するための凸部15bを横断する第2の切欠き部15nとをそれぞれ機械加工にて形成し、これらの切欠き部15m,15nに、タイヤに接する側の形状が上記凸部15a,15b及び凹部の表面に沿った形状とした、複数枚の薄板を積層して成るエア抜き用の積層ブレード17a,17bを挿入・固定して、タイヤとモールドとの間に滞留した空気やガスを排出するようにした。
(もっと読む)
型締制御装置
【課題】型開閉駆動部による型開閉動作と電磁石による型締め動作との関係を適切に制御することのできる型締制御装置の提供を目的とする。
【解決手段】型締装置の型開閉動作を駆動する型開閉駆動手段に三相交流電流を供給する第一のスイッチング部と、前記型締装置の型締め動作を駆動する型締め駆動手段に直流電流を供給する第二のスイッチング部と、前記第一のスイッチング部に操作量を出力する第一のスイッチング操作量生成部と、前記第二のスイッチング部に操作量を出力する第二のスイッチング操作量生成部と、前記第一のスイッチング操作量生成部に型開閉用の指令値を出力し、第二のスイッチング操作量生成部に前記型開閉用の指令値と同期させた型締め用の指令値を出力するパターン生成部とを備えたことにより上記課題を解決する。
(もっと読む)
電子ユニット及び電子ユニットの製造方法
【課題】電子ユニットの基板の周囲に樹脂からなるケーシング部材をモールド成形する際に、基板の側方から突出する入出力端子の周囲に樹脂のバリが発生しないようにする。
【解決手段】回路基板12の周囲には、軟質の樹脂からなる内層ケーシング部材40が入出力端子14を露出させた状態でモールド成形されており、内層ケーシング部材40の周囲には、硬質の樹脂からなる外層ケーシング部材42がモールド成形されており、外層ケーシング部材42は、入出力端子14を囲むコネクタハウジング部44を一体に備えている電子ユニット10の製造方法であって、外層ケーシング部材42の成形工程では、内層ケーシング部材40の端面46にその型面60aが当接する第1の金型60と、第1の金型60と対向して配置される第2の金型62との間に形成されるキャビティ64内に溶融樹脂65を充填する。
(もっと読む)
プレス成形体の製造方法及びバリ除去装置
【課題】成形材料をプレス成形してプレス成形体を得るにあたり、発生したバリを容易に除去することができるプレス成形体の製造方法を提供する。
【解決手段】成形材料2をプレス成形することによりプレス成形体Aを製造するプレス成形体Aの製造方法に関する。成形材料2をプレス成形して成形体1を形成すると同時にこのプレス成形によって前記成形体1に溝4を、この成形体1に生じるバリ3の基端部の近傍に形成する工程と、得られた成形体1に生じたバリ3に応力をかけることにより前記溝4の形成位置で成形体1からバリ3を分離して除去する工程とを含む。バリ3に応力をかけて押し割るだけで、バリ3の跡が突出することなくバリ3をきれいに除去することができる。
(もっと読む)
201 - 220 / 400
[ Back to top ]