
Fターム[4F202CA15]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | ブロー成形 (406)
Fターム[4F202CA15]に分類される特許
161 - 180 / 406
熱可塑性容器を製造する型についての型の底部、及びこのような底部が設けられた少なくとも1つの型を備える成形装置
本発明は、ブロー成形または延伸ブロー成形によって容器、特にボトルを製造する型についての型底部(13)に関し、上記容器は、本体部と、王冠形状をなす周辺基部(15)を備える容器底部(14)と、を有し、周辺基部は、内側から中央領域(16)に接続され、中央領域は、容器底部(14)の中心軸(Y)回りで等距離に周方向で配置された複数の径方向突出部と交互に配置された複数の径方向押印部(17)からなる。容器底部(14)の中央領域(16)を成形するため、型底部(13)は、型底部の軸(X)について周方向に等距離で配置されかつ軸(X)についてほぼ径方向で延在する複数の径方向突出枝部(19)と、枝部(19)が接続される側方壁部(21)を備える中央幹部(20)と、前記枝部を互いに周方向で分離する角張った部分を形成する中間部(22)と、を備える。型底部(13)は、径方向突出枝部(19)それぞれが傾斜面の形態をなす上側部分(23)であって湾曲部の少なくとも2つの曲点(24、25)を有して中央から周辺に向けて降下する上側部分(23)を有することを特徴とする。  (もっと読む)
(もっと読む)
熱可塑性樹脂製容器の製造方法及び製造装置並びに当該製造方法及び当該製造装置で製造された容器
本発明は熱可塑性樹脂製容器(13)の製造方法に関する。押し出し成形されたプラスチックチューブ(3)は金型に導入される。可動金型部(5、7、9)は、金型開放位置に移動する。容器の本体部(18)の移行部及び容器の底を成形する金型部(7)が閉じられる。容器の底は溶着される。チューブ(3)に作用する圧力勾配によってチューブ(3)は膨らんで金型部(5、7、9)の内壁に押し付けられる。成形された容器(13)を金型から取り出すために金型部は金型開放位置に移動する。容器の底は、容器の本体部(18)を軸方向に延長させるボウル状底部(19)の形をとる。容器の本体部(18)内に突き出る底部隆起部を形成するために、底部は容器(13)の内部に裏返される。  (もっと読む)
(もっと読む)
単層ブロー成形品及びその製造方法
【課題】容器の透明性に優れ、しかも復元性、耐衝撃性、柔軟性、耐環境応力亀裂性に優れた高級感のある単層ブロー成形品、及びその製造方法の提供。
【解決手段】下記の特性(i)〜(iv)を有するメタロセン触媒で製造されたポリエチレンからなる単層ブロー成形品によって提供した。
特性(i):メルトフローレート(温度190℃、荷重2.16kg)が0.5〜28g/10分である。
特性(ii):密度が0.850〜0.915g/cm3である。
特性(iii):曲げ弾性率が170MPs以下である。
特性(iv):ゲルパーミエーションクロマトグラフィー(GPC)測定による重量平均分子量と数平均分子量の比(Mw/Mn)が1.5〜4.0である。
(もっと読む)
自動車用燃料タンクの製造装置

【課題】自動車用燃料タンクの内部の所定位置に確実に内蔵部品を保持することができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内臓部品保持装置は、内蔵部品20を保持する複数の保持棒51、52を設けた。保持棒はブロー成形金型40が開いたときに、キャビティー41に対向する位置に内蔵部品を保持し、ブロー成形金型が閉じたときにパリソン8の内部に内蔵部品が位置し、ブロー成形金型から抜け出るように進退自在に構成される。保持棒51、52は先端に行くにつれてその径が細くなるように形成され、内蔵部品20に形成された挿入孔27に挿入され、内蔵部品20を保持した自動車用燃料タンクの製造装置である。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 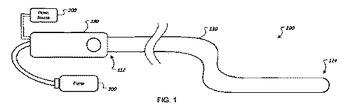 (もっと読む)
(もっと読む)
自動車用燃料タンクの製造装置

【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
型締め装置
【課題】 大きな容量の流体供給源を必要とせずに長い型閉ストロークを確保できるとともに、確実な型締め動作を行うことができるようにした型締め装置を提供する。
【解決手段】 筒状の密閉構造をなし、先端面に環状の挿通溝(21B)が形成されたシリンダ(21)と、シリンダに進退自在に内蔵され、型閉ストロークの間にシリンダ後端面との間に高圧流体を吸引し、シリンダ後端面との間に高圧流体が加圧供給されたときに高圧流体の圧力を受けてピストン先端面に向けて前進されるピストン(22)と、先端が封鎖された筒状をなし、先端に金型取付け部(23A)が設けられ、後端がシリンダ先端面の挿通溝からシリンダ内に挿入されてピストンに固定され、高圧流体によるピストンの前進によって前進されて金型の型締めを行うピストンロッド(23)と、を備える。
(もっと読む)
熱可塑性容器を製造する型及びこのような型が設けられた延伸ブロー成形装置
ブランクをブロー成形または延伸ブロー成形することによって熱可塑性材料で形成された容器を製造する型であって、型は、上記ブランクのリムを受けることを目的とした成形キャビティ(3)の開口部に位置する座部(8)と、上記リムを冷却する冷却手段と、を有し、上記冷却手段と型の肩部における陥凹部(5)との間において、上記型は、熱の逃げ道を断絶する断熱手段を有する。リムを冷却する冷却回路は、型のキャビティ(3)における開口部を囲むように取り付けられた蓋部(13)にエッチング加工されており、このエッチングされた部分は、断熱部として機能する片(15)に密閉した態様で載置される。  (もっと読む)
(もっと読む)
中空二重壁構造体及びその製造方法
【課題】本発明は、縦インナーリブと横インナーリブとの間に間隔が形成されてなく、縦インナーリブと横インナーリブとが一連となって一体化している曲げ剛性の高い中空二重壁構造体、及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂製の第一壁21と第二壁22とが離間してなる中空二重壁構造体Aであって、第一壁21と第二壁22との間に形成された空間Vに、縦インナーリブ11と、該縦インナーリブ11に直行する横インナーリブ12と、十字状の交差部13と、が形成され、縦インナーリブ11が交差部13を介して横インナーリブ12と結合しているとともに、交差部13と第一壁21との接合部の近傍に空部Hが形成されたリブ構造を有することを特徴とする中空二重壁構造体A。また、分割金型3を閉じる工程と、パリソンPを融着させる工程と、スライドコアを後退させる工程と、加圧流体を導入する工程と、を備える中空二重壁構造体の製造方法。
(もっと読む)
ブロー成形におけるインサート方法
【課題】成形後におけるインサート部材の開口加工にあたってインサート部材を閉じている壁部分を確実かつ精度良く切除することができるブロー成形におけるインサート方法を提供する。
【解決手段】筒状のインサート部品3を嵌挿するための凹溝4がキャビティ5に形成された分割型式の金型1,2を用いる。型開きした金型1のキャビティ5の凹溝4に筒状のインサート部品3を嵌挿して不動状態に保持する。金型1,2間にパリソン6を配置する。次いで型締めしたのちパリソン6内に加圧流体を導入してパリソン6をキャビティ5に沿って膨張させるとともに、パリソン6とインサート部品3のキャビティ5側端部9を溶着一体化させる。金型1,2を開放して成形品を取り出した後にインサート部品3のパリソンによって閉じられている部分13を後加工により切除して開口させる。
(もっと読む)
射出延伸ブロー成形のためのプリフォームの設計
射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
ブロー成形機
【課題】 第1,第2のブローキャビティ型固定板と底型固定板とを同期移動させ、かつ、第1,第2のブローキャビティ型固定板に設けた圧受け部材により底型へのブロー圧を圧受けすること。
【解決手段】 ブロー成形機は、第1,第2のブローキャビティ型が固定される第1,第2のブローキャビティ型固定板20,22と、底型が固定される底型固定板30と、第1,第2のブローキャビティ型固定板及び底型固定板を型締めする駆動力を発生するモータ40と、モータの駆動力を、第1,第2のブローキャビティ固定板と底型固定板との同期移動力に変換する型締め機構50と、第1,第2のブローキャビティ型固定板に設けられ、第1,第2のブローキャビティ型の型締め時に底型固定板と係合して、前記底型へのブロー圧を圧受けする圧受け部材20A,20Bと、型締め機構50に設けられ、底型固定板を型締め位置側に移動付勢する移動付勢部材100と、を有する。
(もっと読む)
成形装置のパーティング面の加工方法
【課題】 成形型のパーティング面の冷却によるバリ抑制効果を高めることのできるパーティング面の加工方法の提供。
【解決手段】 成形装置1は、成形型2と成形型3とを閉じたときに形成されるキャビティ4の温度を調整する温度調整手段と、少なくともキャビティ4内に材料が供給されている間、成形型2及び成形型3の少なくとも一方のパーティング面を冷却する冷却手段とを備えている。パーティング面の加工時、温度調整手段によりキャビティ面の温度を調整すると共に、冷却手段によりパーティング面の冷却を行い、そのキャビティ面の温度調整及びパーティング面の冷却を維持した状態で、パーティング面の密着が得られるようにパーティング面を加工する。
(もっと読む)
成形装置
【課題】固定の伸縮行程を有するリンケージ機構を採用せず、金型の右モールドに向かって左モールドを接近させることができ、左右両モールドの相互の接触時に接触の具合を調整して接触の確実性を高めることができる成形装置を提供する。
【解決手段】成形装置は、ベースと、ベースの上方に配置されて、成形用の第1金型と第2金型とを保持するモールドホルダー手段と、第1金型および第2金型の移動を制御する駆動手段および同期伝動手段と、第1金型および第2金型に必要な圧力を作用させる押し付け手段、増圧手段およびバルブ手段とを備える。キャビティへの成形材料の注入時、押し付け手段、増圧手段およびバルブ手段が作動すると、第2金型保持部は第1金型保持部に向かって押し付け続けられる。その結果、第1金型および第2金型の間で隙間の発生は回避される。第1金型および第2金型の間で確実に接触状態が維持される。
(もっと読む)
熱可塑性合成樹脂製の燃料タンク
【課題】タンクの剛性が大きく、製造が容易で、コストの安い熱可塑性合成樹脂製の燃料タンクを提供する。
【解決手段】ブロー成形で形成された熱可塑性合成樹脂製の燃料タンク1において、燃料タンク1の外壁から内部に向かって突出するビード部10を形成する。ビード部10は、内部に向かって突出する高さが高いビード部凸部11と、内部に向かって突出する高さが低いビード部凹部12とを交互に横方向に外壁に沿って連続して複数個形成する。ビード部凸部11は、内部に燃料タンク1の外面に開口した中空部13を有し、ビード部凹部12は、内部の側面同士が融着して連結部14が形成されたことを特徴とする熱可塑性合成樹脂製の燃料タンクである。
(もっと読む)
ブロー成型用金型及び当該金型を用いて成形された積層板
【課題】同一直線上に存在し、互いに逆方向に回動可能なヒンジ構造を設けることができる新規なブロー成型用金型及び当該金型を用いて成形された積層板を提供する。
【解決手段】2枚の熱可塑性樹脂性の板部6,7の端部同士が溶着された本体部4Mを備える積層板4であって、前記本体部4Mは、当該本体部4Mの表裏面のうち一方の面側に回動中心が設けられ、所定方向に延在する第1のインテグラルヒンジ8と、他方の面側に回動中心が設けられ、前記所定方向に延在する第2のインテグラルヒンジ10と、を備え、前記第2のインテグラルヒンジ10を、平面視で前記第1のインテグラルヒンジ8の略延長線上に設けるとともに、前記第1のインテグラルヒンジ8と前記第2のインテグラルヒンジ10との間に切断部11を設けた。
(もっと読む)
進退装置
【課題】 ワークとインモールドワーク成形品の搬送手段を、簡単な制御構造でありながら所定位置に速やかに停止させて、インモールドワーク成形品の品質向上および成形能率の向上に寄与することができる進退装置を提供する。
【解決手段】 ラベル(ワーク)2を把持してインモールドワーク成形機1の固定金型6に受け渡すとともに、成形されたインモールドワーク成形品4を成形機1の可動金型8から受け取り把持して取り出す搬送手段12を、ワーク2の受け渡し方向とインモールドワーク成形品4の取り出し方向およびこれらの反対方向に進退させる進退装置40は、搬送手段12停止時の慣性による進退方向(矢印Y1,Y2)の伸縮が抑制される原動ピニオン44,47と、これに噛合するラック45,48とを備えたラック&ピニオン構造からな回転駆動機構41,42によって構成する。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
インモールド成形方法及びインモールド成形用金型
【課題】容器外面に凹部を有し、その凹部を含む領域にラベルを一体化した構成のラベル付容器を、インモールド成形によって製造する際に、ラベルにしわが生じないようにする技術を提供する。
【解決手段】容器外面に形成される凹部を含む領域にラベルを備えたラベル付容器をインモールド成形するに当たって、インモールド成形用金型5のキャビティ面7に配置したラベル3を、少なくともキャビティ面7の、容器の凹部に対応する凸部7aの頂部に開口した真空吸引孔8によって吸引保持し、その状態で成形する構成とする。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 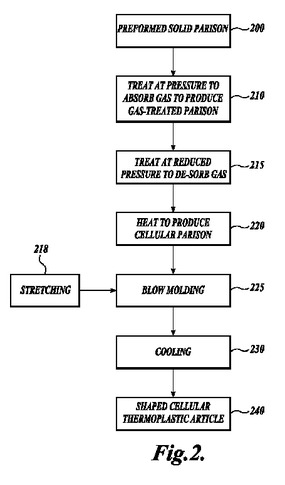 (もっと読む)
(もっと読む)
161 - 180 / 406
[ Back to top ]