
Fターム[4F202CA15]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | ブロー成形 (406)
Fターム[4F202CA15]に分類される特許
201 - 220 / 406
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 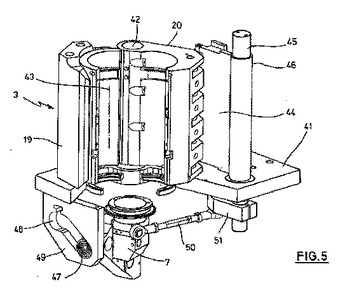 (もっと読む)
(もっと読む)
耐熱ボトルの射出延伸ブロー成形方法
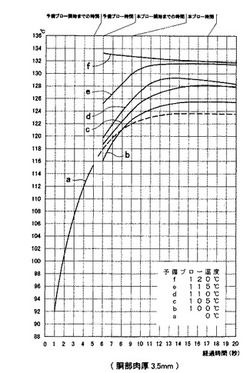
【課題】射出延伸ブロー成形による耐熱ボトルの成形を予備ブロー手段の採用によりプリフォームの胴部表面からの放熱を一時的に抑制して内部の蓄熱量の低減を阻止し、本ブロー成形までの胴部温度を高めて可能となす。
【解決手段】射出成形したPETのプリフォームの胴部肉厚を3.0〜4.5mmとする。プリフォームを射出金型と射出コアから高温離型する。プリフォームの予備ブローを離型後5±0.5秒、予備ブロー型の温度112〜117℃、予備ブロー時間0.5〜1.0秒に制限する。エアブローによりプリフォーム胴部のみ膨張する。本ブロー成形を予備ブロー型からの離型後3〜4秒、本ブロー型の温度103〜107℃、エアブロー時間6〜9秒に制限して行い、プリフォームをボトルに延伸ブロー成形すると同時にヒートセットして耐熱性を付与する。
(もっと読む)
内部付属品を備えた燃料タンクを製造する方法
内部付属品を備え、パリソンから作製されたプラスチック壁を有する燃料タンクを製造する方法であって、a)付属品(2)がパリソン(5)に囲まれるようにして、付属品(2)および溶融パリソン(5)を、少なくとも1つの可動部(4)を備えたキャビティを含む鋳型(1)に導入する工程と、b)加圧ガスを、パリソン(5)内部に導入して、前記パリソンのプレブロー成形を実施する工程と、c)可動部(4)を用いて、プレブロー成形したパリソン(5)を付属品(2)に対して、パリソン(5)を貫通せずに両者をしっかりと取り付けるために、局所的にプレスする工程と、d)鋳型(1)を閉じ、加圧ガスを用いて、鋳型(1)キャビティで平坦化することにより、パリソン(5)の最終ブロー成形を実施する工程と、e)タンクを鋳型(1)から取り外す工程とを含む方法。  (もっと読む)
(もっと読む)
ブロー成形ボトル、ブロー成形用金型及びダイレクトブロー成形法

【課題】ガラス小瓶の様な質感を呈し、底部の肉厚に偏りのない小型ボトルを、ダイレクトブローにより、安価に提供する。
【解決手段】割金型10,20は、ボトルの角部をピンチオフラインとする様に二分割され、キャビティ12,22には、二等辺直角三角形断面のボトル側面形成面14,24、ボトル側面形成面14,24に内接する半円を軸方向に2mm延長した窪みとして形成されたボトル底面形成面15,25、ボトル側面形成面14,24の角部16,26及び分割面11,21とボトル底面形成面15,25との間を面取り角度45度でつないだ面取り部17,27が形成されている。
(もっと読む)
合成樹脂製ブロー容器
【課題】温度の高い環境下で使用される場合においても形状変形、収縮が少ない耐熱性に優れた合成樹脂製のブロー容器を提案する。
【解決手段】残留応力を除去する加熱、収縮処理の前後でそれぞれ一回の軸延伸ブロー成形を行うことによって製造された合成樹脂製ブロー容器において、前記ブロー容器は、加熱処理を終えたのちにおけるブロー中間体2に対する密度の増減率を-0.03%以上とする。
(もっと読む)
容器製造のための移送装置およびリニア型機器
本発明は、開いた位置および閉じた位置間で枢動する2つのレバー(54a,54b)から成る少なくとも1つのクランプ(54)と、前記閉じた位置までの前記レバーの弾性戻りのための手段と、を有する予備的形成品移送装置(50)に関連しており、
上記装置は、前記クランプの開放および閉鎖を選択的に制御する機構(80)を有することを特徴とし、この機構(80)は、
リンク(84)によって駆動されるように設計されているレバー展開部材(82)と、
クランプを、上記レバーの前記弾性戻りの力に反して開けるように設計されている作動手段と相互作用することができる少なくとも1つの自由端(88)を有する、上記部材の駆動リンクと、
前記クランプが、前記開いた位置に保持されているロックされた位置と、前記クランプが自由に閉じることができる収縮された位置と、の間で動くことができる連合したロック手段(92)と、
を有しており、
上記ロック手段(92)は、上記ロックされた位置から上記収縮された位置まで、上記ロック手段を動かすように設計されている第2の作動手段と相互作用することができ、上記クランプの閉鎖を自動的に開始する。
(もっと読む)
二軸延伸ブロー成形機の型締め機構
【課題】一対の延伸成形型の開閉動作の速度を高めることにより、処理速度の速い二軸延伸ブロー成形機を実現すること。
【解決手段】二軸延伸ブロー成形機1の延伸成形部5において、一対の延伸成形型51、52を開閉するための型締め機構53は、共通の揺動機構56の揺動板における揺動中心から左右対称の位置での移動を利用して、一対の延伸成形型51、52を開閉するための一対のトグルリンク機構54、55を完全に同期をとって逆方向に移動させるようにしている。従って、型開閉時に型締め機構53の各部分に偏負荷が発生することがなく、各部分の摩耗の発生、各部分への衝撃力の印加等といった弊害を回避できる。よって、円滑で迅速な型開閉動作を実現でき、結果として、二軸延伸ブロー成形機1の動作速度を高めることができる。
(もっと読む)
ブロー成形金型
【課題】本発明は、ブロー成形時の気体の漏洩を抑え、蛇腹部を精度良くブロー成形することが出来るブロー成形金型を提供することにある。
【解決手段】大径側取付部の内周面側に位置する第1のコア金型と、小径側取付部の内周面側に位置する第2のコア金型とに分割され、ブロー成形用のエア噴出し口を備えたコア金型と、前記コア金型との間でパリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記第1のコア金型の側面に前記大径側取付部の軸方向端部を受け入れる環状溝を形成したことを特徴とする。
(もっと読む)
合成樹脂製ボトルの製造方法
【課題】底部が十分に延伸され、また、胴部の減圧変形を防止することが可能であって、更に、自立補助具を用いることなく充填ラインにおける安定した自立搬送が行える合成樹脂製ボトルを容易に製造することができる合成樹脂製ボトルの製造方法を提供する。
【解決手段】金型15に取付けたプリフォームの内部に内圧を付与し、内周壁部12及び傾斜部8を接地部11よりも下方に膨出させる。次いで、胴部3及び底部4に付与した内圧を維持し、内周壁部12を胴部3内方に向かって立ち上げつつ傾斜部8のテーパ形状を維持して傾斜部8及び底部中央部9を接地部11よりも上方に押し上げる。次いで、底部4の押し上げ状態を維持して高い内圧を胴部3及び底部4に付与し、胴部3及び底部4を金型15の内面に密着させる。
(もっと読む)
成形体
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成された吸気管の捨袋を除去するに際して、刃物の切断面が吸入口の吸入方向に垂直な断面に対し60度傾いている場合、該吸入方向に垂直に切断する場合の切断断面幅に比べてその切断断面幅が2倍に増加しているため、その切断抵抗も垂直に切断する場合の2倍となって該吸気管が変形してしまうことにより意図した形状に切断できないという点である。
【解決手段】
該捨袋の相対する二壁の一方の壁から他方の壁に向かって窪ませた凹部の先端を該他方の壁に溶着させて中空リブを形成することによって、該捨袋全体の剛性を高くし、塑性切断に際して該捨袋や該吸気管が変形しないようにした。
(もっと読む)
中空成形体の製造方法
【課題】 排気不良の原因となる吹き込み孔の引き伸ばしを好適に防止することができる中空成形体の製造方法を提供する。
【解決手段】 溶融状態のパリソン6を分割金型1、1間に配置し、型閉じしてパリソン6の一部を分割金型1、1により挟持してピンチオフ部3を形成した後、パリソン6内に吹込みノズル5から加圧流体を導入することにより中空成形体8を形成する方法である。分割金型1、1のキャビティ2、2によりピンチオフ部3を介して一対の凹陥部4、4を形成するとともに、ピンチオフ部3と一方の凹陥部4の間に吹き込みノズル5を突き刺してパリソン6に吹込み孔10を形成する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部の移動を開始した後に、前記ブロー成形体内に溶融した発泡性樹脂39を追加注入することを特徴とする。
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部を移動して前記ブロー成形体を膨張させた後に、前記成形型のキャビティの容積を縮小させるように前記成形型の前記コア部を所定量移動し、前記ブロー成形体を圧縮させることを特徴とする。
(もっと読む)
プラスチックボトル及びその製造方法
【課題】ブロー成形型を短時間で且つ安価に作製することができて、試作用のプラスチックボトルを迅速に製造することができると共に試作の費用を低減することができ、また軽量で且つ熱伝導性の低いブロー成形型を用いることにより、作業性良好に試作用のプラスチックボトルを容易に製造することができるプラスチックボトルの製造方法を提供する。
【解決手段】プラスチックボトルのモデル型1の外形寸法のデータに基づいて、発泡性樹脂のブロック2を切削して、モデル型1の外形と雄・雌が逆の成形面3を発泡性樹脂のブロック2に加工することによって、ブロー成形型4を作製する。このブロー成形型4に軟化した熱可塑性樹脂のパリソン5を挿入すると共にパリソン5に空気を吹き込むことによって、ブロー成形型4の成形面3で成形して試作用のプラスチックボトル6を製造する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 成形型の型動作に基づくキャビティの増大による発泡性樹脂の発泡を図りつつ、成形型内壁に対するブロー成形体の追従性が低下することを防止する樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4の型動作に基づきキャビティ27を増大させて、溶融発泡性樹脂70による発泡に基づきブロー成形体41を膨張させる。この成形型4の型動作に基づいてキャビティ27を増大させる前までに、ブロー成形体41のうち、成形型4の型動作に基づいてキャビティ27を増大させる際に延伸される部分の肉厚を他の部分の肉厚に比して薄くして、延性、追従性を高め、ブロー成形体41を成形型4の内壁に的確に追従させる。
(もっと読む)
電鋳成形型及びその製造方法
【課題】媒体流路の耐久性がよく、冷却特性に優れた電鋳成形型及びその製造方法を提供する。
【解決手段】電鋳成形型7は、成形面10を有し電鋳加工により形成された電鋳シェル1と、電鋳シェル1に裏打ちされたバッキング材71と、電鋳シェル1の内部に形成され成形面10の温度調整を行うよう熱媒体を流通させる媒体流路2とを有する。電鋳シェル1は、表面が成形面10となる成形層11と、互いに同材料からなる第一熱伝導層12と第二熱伝導層13との間に媒体流路2を形成してなる温度調整部16と、温度調整部16を挟んで成形層11と反対側に形成された補強層14とを有する。
(もっと読む)
電鋳成形型及びその製造方法
【課題】電鋳シェルの内部に形成された媒体流路を、電鋳シェルの外部に形成された媒体搬送路と確実に接続することができる電鋳成形型及びその製造方法を提供する。
【解決手段】成形面60を有し電鋳加工により形成された電鋳シェル6と、電鋳シェル6の内部に形成され成形面60の温度調整を行うよう熱媒体を流通させる媒体流路2と、電鋳シェル6に裏打ちされたバッキング材71と、バッキング材71に埋設され媒体流路2の上流側及び下流側の端部21に配設されて媒体流路2に熱媒体を流入または流出させる媒体搬送路74とを有する。電鋳シェル6の内部には、媒体流路2と媒体搬送路74とを接続する接続治具1が埋設されている。接続治具1は、その内部に形成された空洞部と、媒体流路2の径断面形状と略同一形状の開口穴と、媒体搬送路74を構成するパイプ材741の外径断面と略同一形状の接続穴とをもつ。開口穴と接続穴とは空洞部により連通されている。
(もっと読む)
ブロー成形用金型及びそれを用いたブロー成形方法
【課題】成形機側で新たな対応を必要とする事無く、簡便な方法で確実にアンダーカットを有する形状のブロー成形容器を成形するためのブロー成形用金型及びその成形方法を提供する。
【解決手段】ダイスから、成形材料を上方向から下方向に流動させてパリソンとし、型締め/型開きして成形品を成形する少なくとも2つの金型からなるブロー成形用金型であって、前記金型の外側から内側に向かって形成された複数の貫通穴と、前記貫通穴の中に前記金型の内側に向かって配置され、型締め時に前記金型と前記パリソンとを固定する複数の固定ピン部材と、前記複数の固定ピン部材に連結された複数のバネ部材と、前記複数のバネ部材に連結され、前記金型外側部近傍に固定される複数の詮部材と、で構成される固定ユニットを有し、前記複数の固定ピン部材は型締め/型開き時に前記貫通穴内をそれぞれ後退/突出自在であり、且つ、前記摺動手段が、前記成形材料が流動してくる上方向に向かって傾斜角度を持って形成されている。
(もっと読む)
中空成形機におけるパリソン偏肉制御方法及び装置
【課題】本発明は、ダイを複数のアクチュエータを用いて偏芯させ、吐出中のパリソンの偏肉制御を行い、複雑な形状の中空成形品を歩留まりよく成形することを目的とする。
【解決手段】本発明による中空成形機におけるパリソン偏肉制御方法及び装置は、ダイ(1)の周面(1a)をアクチュエータ(7)駆動の押圧棒体(6)で押圧して偏芯させ、ダイ(1)から下方へ吐出するパリソン(4)の偏肉を時間軸に沿って制御する方法と構成である。
(もっと読む)
201 - 220 / 406
[ Back to top ]