
Fターム[4F202CA15]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | ブロー成形 (406)
Fターム[4F202CA15]に分類される特許
121 - 140 / 406
ブロー成形用プリフォームキャリアおよびブロー成形型
【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
ブロー成形装置

【課題】簡単な設備でブロー成形品の内部の所定位置に確実に内蔵部品を保持することができるブロー成形装置を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20と内蔵部品保持装置40を有する。内蔵部品保持装置40は、内蔵部品を保持し、ブロー成形金型から抜け出るように進退自在に構成される保持棒41を有する。ブロー成形金型20は、それぞれスライドコア26をキャビティー22に対して進退自在に設けるとともに、2つに分割して形成された型が互いに当接する当接面にそれぞれ駆動制御ピン28を設け、駆動制御ピン28とスライドコア26を連結部27で連結する。駆動制御ピン28によりそれぞれスライドコア26を駆動させ、ブロー成形金型20を締めるときに、ブロー成形金型20の型締め速度と、スライドコア26がキャビティー内部から後退してキャビティー面まで速度を同じにしたブロー成形装置である。
(もっと読む)
ブロー成形方法及びブロー成形用金型装置
【課題】ブロー成形用金型1のキャビティ面1aに開けたベント穴3及びそのエア配管4〜6が、パリソンの樹脂に由来する固形物により詰まるのを防止する。
【解決手段】型締め完了前後からパリソンが固化するまでの間、キャビティ面1aに開けたベント穴3を通してバキューム機構10によりパリソンとブロー成形用金型1の間のエア抜きをし、型開き開始前後からベント穴3を通して加圧エア供給機構9によりエアをキャビティ内に噴出する。樹脂や添加剤の分解ガスや低分子量ガスがベント穴3やエア配管4〜6に滞留せず、これらが固形物として付着するのが防止できる。
(もっと読む)
ブロー成形装置
【課題】パリソンの下端を確実に塞ぎ、パリソンが潰れないブロー成形をすることができるブロー成形装置に関する。
【解決手段】ブロー成形装置は、ブロー成形金型20と、パリソン挟持装置30を有する。パリソン挟持装置30は、パリソン8の下端8bの内部に挿入されるパリソン内側挟持板31と、パリソン8の下端の外面を挟持するパリソン外側挟持板32を有し、パリソン外側挟持板32は、パリソン内側挟持板31の形状に対応した凹部32bが形成されるとともに、複数個に分割されて形成され、それぞれパリソン8の下端を挟持するようにスライド可能に形成されたことを特徴とするブロー成形装置である。
(もっと読む)
ブロー成形品の開口部形成方法
【課題】開口部を容易に形成し、開口部の形状が正確に形成することができるブロー成形品の開口部形成方法を提供する。
【解決手段】開口部10をブロー成形金型20内で形成するブロー成形品の開口部形成方法において、ブロー成形金型20は、キャビティー25の内外にスライド可能で開口部面に対して回転可能に円筒状の回転刃30を設け、回転刃の先端部33の一部に先端部から突出する突出部34を形成し、回転刃30の先端部33を若干キャビティー25内に張出して位置させて、ブロー成形を行い、パリソンの少なくとも表面が固化した後、回転刃30を、キャビティー25内から外側にスライドさせ、次に、回転刃30を回転させつつ突出部34がブロー成形品の外壁を切断して開口部10を形成するブロー成形品の開口部形成方法である。
(もっと読む)
ブロー成形品とその製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
分割金型の該溶着用のボスに該当する位置内に突出させたスライドコアを、パリソンが該スライドコアに接触して後、該分割金型内に引っ込めることにより該ボスを厚肉な平面状の部分と、該平面状の部分よりも薄肉な非平面状の部分とになさしめるため、該溶着面の肉厚を厚肉に保って、面精度の低下を引き起こすことなく、熱板溶着に対しても必要十分な面精度を保持させることにより前記課題を解決した。
(もっと読む)
中空樹脂成形品の製造装置
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
多孔質電鋳殻の製造方法
【課題】 電鋳液中における電鋳層の形成と、予め母型(又は他部材)の表面に付着させた粒子の電鋳液中への溶け出しとが同時進行することによって、工程数や製造時間の軽減を図り、通気孔の形成位置を安定化することのできる多孔質電鋳殻の製造方法を提供する。
【解決手段】 電鋳処理が開始されると、ホウ酸粒子2の存在部分を除く銀めっき膜5の表面にスルファミン酸ニッケル水溶液から析出したニッケルが電着してニッケル析出層9を形成する。それと同時進行する形で、ホウ酸粒子2はスルファミン酸ニッケル水溶液中に徐々に溶け出していく。やがて、ホウ酸粒子2はほぼ全部がスルファミン酸ニッケル水溶液中に溶け出し、それに置き換わる形で、通気孔10がニッケル析出層9に形成される。その後もニッケル析出層9及び通気孔10は銀めっき膜5上に成長を続け、多孔質電鋳殻11が完成する。
(もっと読む)
樹脂成形体及びその製造方法
【課題】発色や光沢の優れる装飾部を有する樹脂成形体を提供する。
【解決手段】樹脂成形体1は、被装飾体2の表面に装飾部3を有している。装飾部3は、インモールド成形によって被装飾体2の表面に装飾材31が融着されて形成されている。装飾材31が、合成樹脂からなる基材フィルム311と、多層積層光干渉材からなる繊維を含むテキスタイル素材312とを有している。装飾材31が被装飾体2の凹部に融着されている。基材フィルム311がポリエステル樹脂からなる。
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット
各パリソン(3)からプラスチック容器(2)をブロー成形するためのプラント用の成形ユニットが、各容器(2)をブロー成形するための少なくとも一つのキャビティ(19)の開位置と、閉位置と、の間を互いに関して可動な2つの金型半部(17a,17b)と、前記2つの金型半部(17a,17b)を前記閉位置にロックするためのロック装置(21)と、を備えており、前記ロック装置(21)は、2つの締結要素(22,28)を備え、これらの締結要素は、少なくとも一つの弾性動作要素(30)により、ロック位置に動かされ、常時その位置に維持される。 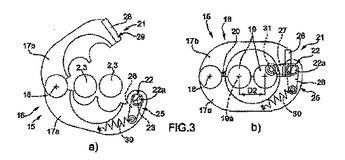 (もっと読む)
(もっと読む)
中空体をブロー成形する装置であって加圧・温度制御された流体の回路を備える装置
【課題】型がそのそれぞれのキャリアから回路が接続解除されたときに高温流体が圧力で噴出する危険性を低減すると同時に、型をそのキャリアに接続することが容易な型を提供する。
【解決手段】取り外し可能な型(3)が流体接続手段(4)を介して接続される少なくとも1つのキャリア(2)と、前記キャリア及び前記型を通過する少なくとも1つの加圧・温度制御された流体の回路(5)と、キャリア(2)に設けられて回路(5)を自動で遮断する手段と、を備え、回路(5)は、少なくとも1つのチャンバ(8)に流体接続されており、チャンバ(8)は、所定の圧力で補助流体を生成する手段(9)によって当該チャンバ(8)に付与された外部圧力に応じた可変容積を有し、所定の圧力は、温度制御された流体の圧力と大気圧との間で調節可能であり、加圧・温度制御された流体は、所定の圧力を用いた減圧によって前記チャンバ(8)内で低減される。
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラントの成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントは、2つの金型半部(17a,17b)を有する少なくとも1つの成形ユニット(15)を備え、一方の金型半部(17a,17b)は、容器(2)をブロー成形する少なくとも2つの成形キャビティ(19)の開位置と閉位置との間を他方の金型半部(17a,17b)に対して移動可能であり、2つの金型半部(17a,17b)は、成形ユニット(15)の供給経路(P)に実質的に接する閉鎖平面(20)において閉鎖するように配向される。  (もっと読む)
(もっと読む)
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 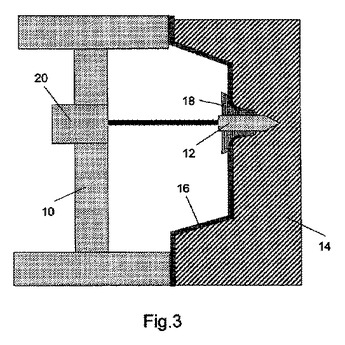 (もっと読む)
(もっと読む)
複合樹脂成形品およびその製造方法
【課題】 樹脂芯材とその表面を覆う樹脂外皮とを熱溶融性表面材を介在させて溶着して一体化することにより、強度および剛性にすぐれた複合樹脂成形品およびその製造方法を提供する。
【解決手段】 樹脂芯材2を樹脂外皮で覆ってなる複合樹脂成形品である。樹脂芯材2とその表面を覆う樹脂外皮とを熱溶融性表面材13を介在させて溶着して一体化する。樹脂外皮の少なくともその一方の壁の外面が、ブロー成形時に加圧流体通路とするために形成した凹凸面12をなしている。樹脂芯材2は、その厚み方向に貫通する空洞を多数有するハニカム構造である。
(もっと読む)
座部材付き中空成形品およびその製造方法
【課題】熱可塑性樹脂の中空成形体に座部材を一体に固着した座部材付き中空成形品であっても、中空成形体に一体に固着された座部材の表面が露出した座部材付き中空成形品およびそれを容易に得ることができる製造方法を提供する。
【解決手段】熱可塑性樹脂の中空成形体に座部材3を一体に固着した座部材付き中空成形品である。中空成形品に一体に固着された座部材3は、その外周部分が中空成形品に固着されているとともに、座部材3はその少なくとも一面の外周部を除いた部分の面が露出している。座部材3は金属製の平ワッシャである。1は一方の金型、2は他方の金型、6はパリソン、7は押出ヘッドである。
(もっと読む)
熱可塑性材料で形成され、強化ベース部が設けられた容器、特にボトル
【課題】比較的小さい圧力がかかった状態で封止される容器において、必要とする熱可塑性材料を最小限にする。
【解決手段】本体部(2)及びベース部(3)を有する熱可塑性容器(1)であって、凹状のアーチ部(4)と、上記アーチ部(4)の中央部で開口する凹状のドーム部(6)と、上記アーチ部のベース部を囲み、平坦な基礎部を形成する環状領域(5)と、本体部(2)のベース部で径方向に延在しかつアーチ部に対してずれて外側に突出する鉤爪状領域(11)と、鉤爪状をなす領域(11)間に区画される放射状溝部(12)と、を備え、上記溝部は、アーチ部の放射状セクション(4a)によって形成されかつ径方向で変化する深さであって基礎部を形成する上記環状領域と一致して最大になる深さを有する。
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
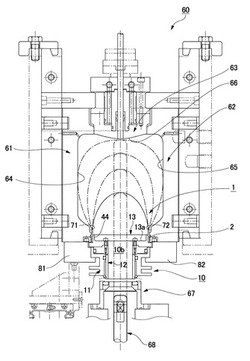
ブロー成形部品の製造方法、ブロー成形部品、および、ブロー成形部品を製造するためのブロー成形金型
【課題】ブロー成形部品に補強素子を結合させることを容易にする、改善された技術およびオートメーションに適した技術を提供する。
【解決手段】本発明は、プラスチックパリソンをブロー成形することによって、金型内に部品壁および内部中空空間を形成する、ブロー成形部品、特に自動車装備部品の製造方法に関するものである。当該製造方法では、ブロー成形時に、補強素子の1つの固定区域を、内側において、部品壁と、一方の接合位置で接合させ、補強素子の別の固定区域を、部品壁の貫通孔の領域において、部品壁と、他方の接合位置で接合させることによって、補強しながら、上記内部中空空間を伸びる補強素子を固定する。本発明はさらに、ブロー成形部品、特に自動車装備部品、および、プラスチックパリソンからブロー成形部品を製造するためのブロー成形金型に関する。
(もっと読む)
吹込成形品及び吹込成形金型
【課題】中空部と中実部を有する成形品において、取付用の座を設ける中実部に成形後2次的な穴あけ加工を要せずに、穴を形成できる成形品を提供し、及びその成形品を成形するための成形金型を提供すること。
【解決手段】中空部と中実部とを有し、中実部には通孔とその周縁に板状部が形成され、通孔の縁部の一部に、板状部の板厚よりも薄い第1の薄肉部と、通孔の縁部の残りの一部に、板状部の板厚と第1薄肉部の厚みの中間の厚みを有する第2薄肉部とを有する吹込成形品。中空部を形成する第1キャビティと、板状をなす中実部を形成する第2キャビティと第2キャビティ内に設けた環状の食切り部と、食切り部内に位置する、通孔を形成するピンが進退する第3キャビティを備え、食切り部には、第1薄肉部を形成する狭窄部と、第2薄肉部を形成する一般食切り部とが形成され、第3キャビティは、中実部の板面から交差する方向に偏倚する吹込成形金型。
(もっと読む)
ブロー成形部品の製造方法およびブロー成形部品
【課題】ブロー成形部品の固定性および取り付け性を最適化する、改善された、固定手段を備えるブロー成形部品の製造方法と、ブロー成形部品とを実現する。
【解決手段】本発明は、固定手段を備えるブロー成形部品、特に自動車装備部品の製造方法に関する。上記製造方法では、金型の中でプラスチックパリソンをブロー成形することによって、部品ボディを形成し、固定手段を形成するために、上記ブロー成形時に、固定部品の包囲区域を上記プラスチックパリソンの外部表面によって完全に取り巻くと共に包囲し、上記固定部品の取り付け区域を、上記プラスチックパリソンの外部表面によっては包囲せず、上記プラスチックパリソンと接触させずに形成する。本発明はさらに、固定手段を備えるブロー成形部品、特に自動車装備部品に関する。
(もっと読む)
121 - 140 / 406
[ Back to top ]