
Fターム[4F202CA15]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | ブロー成形 (406)
Fターム[4F202CA15]に分類される特許
81 - 100 / 406
モールドを交換するための方法
本発明は、成形装置のモールドを交換するための方法に関する。本方法は、モールドを分離するために、少なくとも、(a)固定手段が各ハーフモールド(20)を解放するために制御される工程と、(b)モールドが単一の搬送可能なサブセットを形成するために一緒に接合される工程と、(c)モールドキャリア(14)が並進運動によって参照位置に配置されたサブセットを取り外すために工程(a)及び(b)の間にこれらの閉位置から開かれる工程と、(d)単一ユニットとしてのサブセットがモールドキャリアの間でその参照位置から取り外される工程とを具備する。 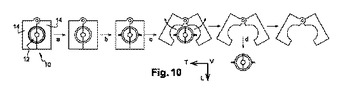 (もっと読む)
(もっと読む)
ブロー成形金型の洗浄器を備えるブロー成形機
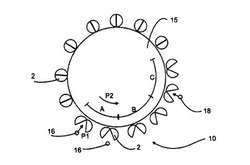
【課題】ブロー成形機の洗浄を簡素化する。
【解決手段】空洞4を形成する少なくとも1つのブロー成形金型2であって、この空洞の中でプラスチックプリフォームを容器に変形することができるブロー成形金型2を備え、また、プラスチックプリフォームに媒質を加えて、ブロー成形金型の、空洞4の境界を定める内壁8に押し付けるようにプラスチックプリフォームを膨張させる加圧器14を備え、また、プラスチックプリフォームをその縦方向Lに延伸する延伸ロッド12を備え、また、ブロー成形金型2を開閉する開閉機構を備えるようなプラスチックプリフォームを容器に変形させる装置1において、ブロー成形金型2の複数の領域を洗浄する洗浄器10を備える。本発明によれば、洗浄器10は、ブロー成形金型の内壁8を洗浄する少なくとも第一の洗浄要素16,18を備え、この洗浄要素16,18は、少なくとも時々、ブロー成形金型2の外側に配置される。
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型

【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
型締装置および型締装置の作動方法
【課題】ハーフナットと係止部を係止した後に、型締シリンダにより型締を行う型締装置において、油圧回路のポンプやバルブ等のサイズを大型化させずに型締シリンダを両方向に比較的速く移動させることができ、サイクルを短縮することを可能とした型締装置を提供する。
【解決手段】 型開閉機構26により固定金型15に対して可動金型20を接近または当接させ、ハーフナット29と係止部25aを係止した後に、型締シリンダ22により型締を行う型締装置12は、型締シリンダ22の型締ピストン32を境にして、型締用の第1シリンダ室38よりも受圧面積が小さくて作動油が供給されると型締ピストン32側に向けて推力を発生させる第2シリンダ室39と第3シリンダ室41が備えられている。
(もっと読む)
ブローフィルシール用成形金型
【課題】多種類の容器を製造するために対応する複数の金型を準備しなければならない経済的負担を軽減し、生産性を低下させないようなブローフィルシールシステムに適した金型を提案することを目的とする。
【解決手段】樹脂製容器をブロー成形し、容器開口部より液剤等を充填したのち、該開口部を密封して製品を製造するブローフィルシールシステムにおいて用いられる成形金型であって、金型内に容器外形の一部を形成する複数の入れ子を交換可能に有することを特徴とするブローフィルシール用成形金型。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 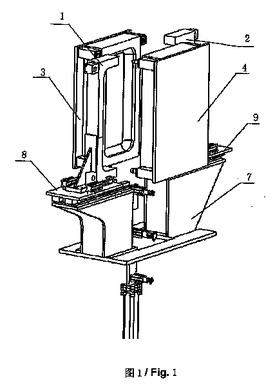 (もっと読む)
(もっと読む)
パネルの成形方法
【課題】
従来の方法ではマグネットの抜け跡が離型後のパネル面に穴となって残るし、エアシリンダや油圧シリンダ等を使用すれば穴は残らないが分割金型が非常に高価になるという点である。また、マグネット設定面側のパネルに表皮をインサートブロー成形するような場合、マグネットを設定するためには表皮を貫通しなければならず、意匠的に大きな制約を受けざるを得ないという点である。
【解決手段】
桁部全体の少なくとも2箇所以上で脚部が該桁部とT字状に交差する形態で一体に形成された、強磁性体を含有するリーンフォース材を、分割金型内キャビティー面に埋設されたマグネットの磁力により該分割金型内キャビティー面に吸着、保持させ、その後パリソンを型締めし、該パリソン内に圧縮空気を吹き込むことによって該リーンフォース材をインサートブロー成形すること、また上記パネルに表皮をインサートブロー成形することにより前記課題を解決した。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】少ない金型部品点数で、種々の成形品の仕様に応じてブロー成形することが可能なブロー成形用金型およびブロー成形方法を提供する。
【解決手段】複数のブロック金型14を装着する装着面16を有するベース金型12と、成形品の仕様に応じて選択されて、該装着面16に装着される複数のブロック金型14とを有し、複数のブロック金型14はそれぞれ、前記装着面16に当接可能な底面18と、賦形面を構成する側面20とを有し、ブロー成形すべき成形品の輪郭に適合するように、端面34を突き合わせることにより、全体として環状体28を形成し、環状頂部36がピンチオフ部38を構成するとともに、前記装着面16の前記環状体28の内側部分がキャビティ31を形成し、それにより、該キャビティ31に対向して前記ピンチオフ部38から離間して配置される溶融状態の樹脂材料をブロー成形するのに用いることを特徴とするブロー成形用金型。
(もっと読む)
成形ユニット取り付けシステム、および該システムを備える成形ユニット
【課題】成形空洞(型穴)を有する半殻と呼ばれる成形部の交換によりボトルの外観および/または形状に変化に対応しやすいシステムを提供することである。
【解決手段】少なくとも1つの交換可能な成形部11を、相補的な形状の支持部12に設けられる台に取り付ける成形ユニット取り付け方法であり、交換可能な成形部11の辺のうちで成形部の軸に平行な辺の1つに、停止部として機能する少なくとも1つの固定装置2を備え、他方の辺において、作動ロック位置と非作動ロック位置との間を移動する可動式ロック装置3を備える。可動式ロック装置3は、自動的にそれ自身を非作動ロック位置から作動ロック位置へ自動的に戻すための弾性戻り手段を備え、また、操作者の手動によって非作動位置への切換も可能であり、成形部11を有する半殻の交換固定を容易にした構造である。
(もっと読む)
ブロー成形金型およびブロー成形方法
【課題】ワークの温度を管理できるブロー成形金型を提供すること
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
(もっと読む)
ブロー成形機切換え方法、及びブロー成形機
【課題】ヒートセット作業温度まで加熱される、複数の回転式に可動な金型を備えるブロー成形機を、金型の交換のために切り換える方法を提供すること。
【解決手段】本発明による方法では、金型が空のままのブロー成形機で、少なくとも1回の模擬作業サイクルを実施し、次いで、金型をヒートセット温度に比べて冷却するように、冷却媒体を金型キャビティ全てに同時に外部から供給する。機械制御部では、このブロー成形機は、空の金型を用いた少なくとも1回の模擬作業サイクルを、冷却媒体を外部から金型中に供給しながら、低減した回転速度で実施するプログラムルーチンを備える。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
通気管の製造方法
【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
熱可塑性材料から物品を製造する方法
【解決手段】本発明は、チューブ型の予備成型物が、マルチパートブローモールドの中に取り込まれ、膨張させられ、適用される圧力差により形成される、熱可塑性材料から物品を製造する方法であって、前記予備成型物の形成の前に、少なくとも1つのインサートが、第1保持手段により前記予備成型物の中に取り込まれ、前記予備成型物の形成前に、前記予備成型物は、前記予備成型物の壁に貫通する少なくとも1つの第2保持手段により引き継がれ、前記第2保持手段はブローイングピンとして形成され、前記予備成型物の膨張及び再成型は、前記第2保持手段と共に圧力媒体の適用により開始される方法に関する。 (もっと読む)
ブロー成形用金型及びブロー成形方法
【課題】バリを確実に分離することができる新規なブロー成形用金型及びブロー成形方法を提供する。
【解決手段】一方及び他方のキャビティ面3e,4eの形成位置から離間した位置であって、一方の金型3又は該一方の金型3及び他方の金型4に形成され、型締めした際にバリとなる樹脂の一部が充填される樹脂充填空間3kと、上記樹脂充填空間3k内に充填されたバリの一部である樹脂を挟持する挟持手段6と、上記他方の金型4に配置され、上記一方及び他方の金型3,4のキャビティ面3e,4eにより成形された成形品Wを保持する保持手段7と、を備えてなり、上記保持手段7を介して上記他方の金型4側において成形品Wを保持するとともに、上記挟持手段6を介して上記一方の金型3側においてバリの一部である樹脂を挟持した状態で、該一方及び他方の金型3,4を型開きするように構成されてなるものである。
(もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
成形体及び成形方法
【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
オーバーストロークベースのための型支持部
いわゆる「箱状頂部」処理によって熱可塑性ボトルの底部を形作るための型頂部支持部(3)は、上記型頂部(3)との間に介在するベース(10)と、型担持ユニットのフレーム(6)上に案内されるスライドボルスタ(11)と、を備え、このベース(10)は、二重動作シリンダアクチュエータの形態で形成され、そのロッド(14)は、上記型頂部(3)を支持する。アクチュエータのシリンダを閉じるベースプレート(17)には、ボルスタ(11)に迅速に組み立てる指部(18)が設けられている。このベースプレート(17)は、指部(18)の周囲で、一方では熱移送流体及び離型空気を型頂部(3)内に送達するノズルの気密な通過を可能とするように構成された穴部と、他方ではシリンダアクチュエータのチャンバ(21及び22)の供給ノズルを取り付けるための領域と、を有し、このノズルは、全て上記型頂部(3)の変位軸x−x’と平行に配置されている。  (もっと読む)
(もっと読む)
容器
【課題】
解決しようとする課題は、従来の熱可塑性樹脂のブロー成形により形成される容器に高温の液体を満たすと、高温によって樹脂は軟化する上にブロー成形により形成される成形物の宿命ともいうべきピンチオフ部分の融着部位の強度的な弱点が露呈して、液体の自重による内圧力によりピンチオフ部分の裂けた箇所から高温の液体が噴き出すという極めて危険な事故を完全には防ぐことができないという点である。
【解決手段】
容器の成形用金型のパーティングラインに沿って少なくとも該容器の設置状態における側方および下方に該パーティングラインの全長の4分の3以上の長さを持つフランジを有し、且つ該容器の設置状態における水平面にほぼ平行で該フランジ3との干渉によって部分的に途切れる箇所を除き該容器の周囲の2分の1以上の範囲に複数の溝状凹部を設けることにより前記課題を解決した。
(もっと読む)
延伸ブロー成形方法およびその装置
【課題】 簡便な構造で大掛かりな改造を必要とせずに既存の設備に対しても適用することができ、薄肉化されたボトルや多層ボトルの芯ずれに有効な延伸ブロー成形方法およびその装置を提供すること。
【解決手段】 有底筒状のプリフォーム20を縦方向に延伸する延伸ロッド21による縦延伸位置の途中に突出し延伸ロッド21とで挟圧するとともに、縦延伸方向と逆方向にばね14で付勢される押えロッド12をプリフォームの成形用底金型11に設ける。これにより、縦延伸の途中に待機させたばね14などで付勢した押えロッド12と延伸ロッド21とでプリフォーム20の底中心部を挟んで縦延伸することで、押えロッド12の動作を制御する必要もなく、簡単な構造で芯ずれを防止することができ、既存設備へも成形用底金型11に設けるだけで容易に適用することができる。また、押えロッド12を縦延伸の途中に待機させることで、成形用底金型11からの突出量Sも少なく、延伸ブロー成形完了後の成形品の取り出しの邪魔になることもない。
(もっと読む)
81 - 100 / 406
[ Back to top ]