
Fターム[4F202CA15]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | ブロー成形 (406)
Fターム[4F202CA15]に分類される特許
21 - 40 / 406
取付部を備えた容器
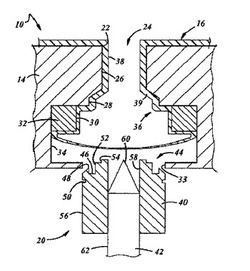
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体

【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
導光体付きピン
【課題】従来よりもその長さを大幅に短くした導光体付きピンを提供すること。
【解決手段】単線の光ファイバ17と、先端側に光ファイバ17の外径よりも僅かに大径に設けられた保持孔15と、保持孔15から基端側まで連続してこの保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、光ファイバ17を拡径部16に挿通させるとともにこの光ファイバ17の先端部を保持孔15に挿通保持させた状態で光ファイバ17と中空軸部12とを一体的に固定するために拡径部16に基端側を余して充填される耐熱性接着剤18とを備えた。また、拡径部16の内面には、光ファイバ17が受ける圧力に耐熱性接着剤18が抵抗するように引っ掛かり加工としてねじ加工を施した。
(もっと読む)
パネル
【課題】
解決すべき課題は、リーンフォースパイプとインナーリブが共にデッキボードの長手方向にほぼ平行に配置されている場合、両端の支点間の距離が大きく、その距離のほぼ3乗に反比例して減少する曲げ剛性しか得られないという問題があり、その上更なる薄肉化を図るとすれば従来の剛性を保持することは非常に難しく、軽量化のための更なる薄肉化の余地が少ないという点である。
【解決手段】
パネルの長手方向にパネル内に挿入される全部のリーンフォースメントの長さ方向と、パネル内に一体に形成される少なくとも一本のリブの長さ方向をほぼ直交させることにより前記課題を解決した。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機
【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
枢動およびロックの運動を連動させた、プラスチック予備成形物をプラスチック容器へと変換するための装置および方法
【課題】ブロー成形ステーションとして、ブロー金型キャリアとブロー金型を開閉すべく前記第1のブロー金型キャリア部分に対して所定の第1の枢支軸に関して枢動可能である第2のブロー金型キャリア部分とを提供する。
【解決手段】前記ブロー成形ステーション8が、ロック機構80が、少なくとも間接的に前記第1のブロー金型キャリア部分6aに配置された第1のロック要素82と、少なくとも間接的に前記第2のブロー金型キャリア部分に配置された第2のロック要素84とを備える。第1のロック要素82の運動が、少なくとも前記第2の所定の軸Xに関する前記第1のロック要素82の運動の最中に、前記第2の所定の軸Xが該第2の軸Xに対して垂直な方向に前記キャリア2に対して移動するようなやり方で、連結装置によって互いに連結されている。
(もっと読む)
中空成形方法及び装置
【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
ダクト
【課題】工数を増やすことなく、所望の形状が得られると共に、ファンの作動音を低減させ、ダクトの過剰加熱を抑制することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(1)は、熱可塑性樹脂に発泡剤を添加して成形されたダクト(1)であり、ダクト(1)の内側から見て凸形状、ダクト(1)の外側から見て凹形状となるリブ(2)を有することを特徴とする。
(もっと読む)
バルーンカテーテル用バルーンの成形金型及びバルーンの成形方法
【課題】十分な耐圧強度を有しながらバルーン直管部、及びバルーンテーパー部が均一に薄肉であり、屈曲した血管の狭窄部への挿入を容易にする柔軟性を兼ね備えたバルーンを提供する。
【解決手段】バルーンを成形する金型10において、バルーンの直管部、またはその一部に相当する金型内壁30の摩擦係数をバルーンのテーパー部、またはテーパー部とそれと連続する直管部の一部に至る部分に相当する金型内壁の摩擦係数よりも大きくした。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
把手用の孔部を備えた合成樹脂製容器
【課題】容器本体の中央近傍に把手用の孔部を備えた合成樹脂製容器において、孔部の周囲に形成される環状のピンチオフ部を補強し、ウォーターハンマー現象による衝撃によっても環状のピンチオフ部の破断を防止できる把手用の孔部を備えた合成樹脂製容器を創出する。
【解決手段】口筒部2、筒状の胴部4及び底部を有する容器本体1が、ブロー成形法により形成される有底筒状の合成樹脂製容器であって、胴部4の中央近傍の位置に胴部4を形成する一対の正面壁4Aと背面壁4Bとの間を貫通する孔部7が設けられ、孔部7を形成する孔部壁面7Aに、ピンチオフ部8Bが環状に形成されており、少なくとも容器本体1の内部側で且つ環状のピンチオフ部8Bの底部側の位置に厚肉部9aが形成された構成とする。
(もっと読む)
ハニカム構造のリブを有する二重壁ブロー成形体及びブロー成形用金型
【課題】二重壁ブロー成形体の曲げ剛性を、特定方向だけでなく全方向的に向上させる。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブ3が形成され、リブ3は多数の6角筒状のセル壁7からなるハニカム構造を有する。リブ3は壁1から連続して壁2に向けて延びる2枚の板が密着したもので、いわゆる隠しリブである。セル壁の交差領域、すなわちセル壁の3面が交差する箇所及びその近傍に存在するリブ3aが、壁2の内面との間に隙間を有し、交差領域に挟まれた中間領域に存在するリブ3bが壁2の内面に溶着している。各セル壁により区画された二重壁内のセル空間が、前記隙間を通して互いに連通している。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
温度制御装置
【課題】温度制御装置の処理面の温度ムラを低減することを目的とする。
【解決手段】冷却管3a,3bによって冷却されて生じる処理面1aにおける高温部分1a2と低温部分1a1の内、前記低温部分1a1の近くの冷却板1内に、ヒータ4を配置し、ヒータ4による加熱を制御して高温部分1a2と低温部分1a1との温度差を抑制するようにしている。
(もっと読む)
積層剥離容器及びその製造方法、並びにこれに用いるブロー成形用の金型
【課題】底リブの構造を強化して剥離の発生を抑制できる積層剥離容器を提案する。
【解決手段】
ブロー成形される積層剥離型ブロー成形容器であって、外層2と該外層との相溶性が低い内層3とで形成され、該容器の底部にはブロー成形用金型のピンチオフ部で前記外層と前記内層とが共に押し潰されることで形成された突条形状の底リブ20を有し、前記底リブの両側の表面それぞれに複数の食い込み部21が設けられるものにおいて、前記複数の食い込み部の伸長方向が、前記底リブの中央位置CPにて前記底リブの表面に垂直に設定した仮想基準ラインBLに対して傾けられている。
(もっと読む)
二重壁構造を有する合成樹脂製ボトル
【課題】 落下等の衝撃を受けた場合にボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
21 - 40 / 406
[ Back to top ]