
Fターム[4F202CA15]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | ブロー成形 (406)
Fターム[4F202CA15]に分類される特許
61 - 80 / 406
樹脂成形補助システム
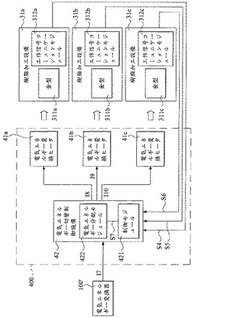
【課題】設備購入コストを減少することができ、且つ設備の設置スペースを減少可能である樹脂成形補助システムを提供する。
【解決手段】電気エネルギー変換器と電気的に連接し、少なくとも一つの樹脂加工設備の近隣に設けられ、複数の電気エネルギー変換ヒーターと、電気エネルギー切替え制御設備を含む樹脂成形補助システムにおいて、複数の電気エネルギー変換ヒーターは、樹脂加工設備の金型に応じて設けられる。電気エネルギー切替え制御設備は、電気エネルギー変換器と電気的に連接し、制御モジュールと、電気エネルギー分配モジュールとを含み、制御モジュールは、樹脂加工設備と通信的にカップリングし、樹脂加工設備からの工作請求信号を受取り、電気エネルギー分配信号を発し、電気エネルギー分配モジュールは、制御モジュール及びこれらの電気エネルギー変換ヒーターと電気的に連接する。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機

【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
全電動式成形機
【課題】相対する金型が偏ることなく両金型の開閉を円滑に行い、両金型が確実に正しく保持されることができる全電動式成形機を提供する。
【解決手段】基台10の一側及び他側にて移動可能に対向配置された第1金型21及び第2金型22と、第1及び第2金型21,22にそれぞれ連結されると共に、型締め位置と型開き位置との間で第1及び第2金型21,22を移動させるように作動する一対の作動アーム23と、を備えた型締め装置2と、型締め装置2と連結され、これを駆動させるための動力機構5と、作動アーム23と動力機構5とに連結される連動機構6と、を備えた駆動装置と、を有する。
(もっと読む)
ロッド状部材の保持機構
【課題】ロッド状部材の交換作業が容易となるように、ロッド状部材を着脱可能に保持することができるロッド状部材の保持機構を提供する。
【解決手段】ロッド状部材10に取り付けられる保持ブロック11に係止突部12を形成し、この係止突部12が係止される係止段部242と、係止突部12が挿通可能な切り欠き部243とが周縁に沿って隣接して形成された挿通孔241を天面に穿設したハウジング部24、及びベース部21に凹陥状に設けられた収容部22に前記係止段部側へ付勢された状態で収容され、ハウジング部24内に挿通された係止突部12に対して押圧可能に当接する当接部材23とを有する保持部本体20を備える。
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
金型、表皮付き成形品及び表皮付き成形品の製造方法
【課題】別部材を必要とせず、キャビティ面外側の表皮材と成形材料との接着を防止することが可能な金型、表皮付き成形品及び表皮付き成形品の製造方法を提供する。
【解決手段】表面に表皮材を有する表皮付き成形品を成形する金型であって、成形品の成形材料を押し付けて食い切り線を形成するピンチオフ部と、ピンチオフ部外側に、表皮材と成形材料との接着を防止するスペースを有する分離部と、を備える。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 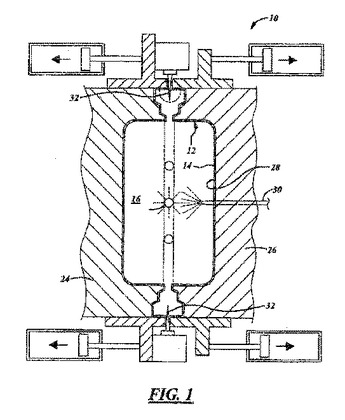 (もっと読む)
(もっと読む)
型締装置
固定側型板(1)と、可動側型板(2)と、型締シリンダ(3)と、型移動シリンダ(4)とを備える型締装置において、型締シリンダ(3)は、2つまたは複数のシングルピストンロッド張出し構造の内部循環シリンダを含み、ピストンロッド張出し端は可動側型板(2)または固定側型板(1)と連結されている。シリンダブロック(7)内に、ピストン(6)とピストンロッド(5)との間にロジック弁を設置している。ロジック弁の弁芯(10)が左右移動することで、ピストンにより遮断されたロッド付オイル室(21)とロッドレスオイル室(22)のオイル液を遮断または流通させることができ、型開閉時オイルが大量にオイルタンクへの入り戻り及び抵抗力が大きいという欠点を克服した。さらに、ロッドレスオイル室(22)に仕切り板(8)が取り付けられており、1つの大気とつながる空キャビティを仕切り出し、開型時負圧が生じたり、空気を吸込んだりすることを避けた。 (もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
清掃装置を備えているブロー金型用マガジン装置
【課題】複数の部品でそれぞれが構成されており、プラスチック予備成形物をプラスチック容器へと変化させるように機能するブロー成形用金型に関し、通常は作業モードにない、例えば清掃、さらには、殺菌などを行い且つ、多数のブロー金型を保管するためのマガジン装置を提供する。
【解決手段】ブロー成形用金型10の少なくとも1つの領域を清掃、さらには殺菌するための少なくとも1つの清掃装置2を備えていることを特徴とするマガジン装置1。
(もっと読む)
プラスチック容器
本体を通って第1の方向(A−A)に延びる中心軸を画定する把持部穴(24)を備える本体(12)と、前記第1の方向に対して垂直な方向に延びる長軸(B−B)を有するフットプリントとを有する容器(10)を製造するよう構成された金型ツールの中でパリソンをブロー成形するステップを含むプラスチック製乳容器の製造方法を提供する。フットプリントは4つの主辺(1,2)および4つの主角領域(3,4)を画定しており、角領域の各々は前記主辺のうちの二辺のそれぞれの間に配置されており、長軸はフットプリントの中心点を通って延びており、ならびに、中心点からのフットプリントの最大径方向延在範囲は、金型ツールのパーティングラインから離れる方向へのパリソンの延伸の程度がパーティングラインに沿ったパリソンの延伸の程度より小さくなるよう、前記角領域の2つの位置に対応するフットプリントが長軸と交差する箇所で最大である。
 (もっと読む)
(もっと読む)
吸音部材の成形型および吸音部材の成形方法
【課題】吸音性能が向上した吸音部材を効率良く成形し得ると共に型製作費用を抑え得る成形型と、成形効率を向上させた吸音部材の成形方法を提供する。
【解決手段】第2型42における成形凹部48の成形面48Aに、該第2型42の外部と連通する開口部50を設ける。開口部50には、複数の排気口64を有するベント部材60が配設され、成形凹部48および型の外部は各排気口64により連通する。ベント部材60における各排気口64の開口総面積が、該ベント部材60を含めた成形面48Aの面積の1〜15%に設定されている。従って、成形素材から吸音部材10を成形するに際し、成形凹部48へ膨張する該成形素材により該成形凹部48の空気が型の外部へ効率的に排出されるので、該成形素材が成形面48Aに接触するタイミングを早めることができ、吸音部材10の吸音小室16を適切に成形し得る。
(もっと読む)
パネルの成形方法
【課題】
熱可塑性樹脂のブロー成形によって形成されるリーンフォース材付きパネルの磁石式成形方法の課題は磁石の抜け跡が離型後のパネル面に穴となって残るし、磁石面に垂直な方向はしっかり位置決めがなされるが、それ以外の方向(上下、左右)は位置決めの基準がないためリーンフォース材のインサート位置のバラツキが大きくならざるを得ないという点である。
【解決手段】
成形用分割金型のキャビティー面から摺動自在に突出させた複数のスライド部材によって該分割金型内の該キャビティー面から離れた位置にリーンフォース材の独立した3方向の並進自由度を全て位置決めして該リーンフォース材を保持した後、該分割金型内にパリソンを垂下させて型締めし、該パリソン内に圧縮空気を吹込むと同時、或いはそれ以降のタイミングで該複数のスライド部材を各々該キャビティー面まで後退させることにより前記課題を解決した。
(もっと読む)
アクリル樹脂成型品の製造方法
【課題】多様な筒形状のアクリル樹脂成型品を製造できる方法を提供する。
【解決手段】アクリル樹脂成型品の製造方法は、円筒状のアクリル樹脂パイプ10を加熱炉に入れて加熱する加熱ステップと、加熱ステップで加熱したアクリル樹脂パイプ10を、所定形状のキャビティ45を有する成形型40に、両端部12が保持された状態にセットする型セットステップと、型セットステップで成形型40にセットしたアクリル樹脂パイプ10にガスを注入して、成形型40のキャビティ45の形状に沿うように膨張させるガス注入ステップと、を備える。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
ブロー成形用金型およびプラスチック容器
【課題】容器本体の凸凹による文字や図形などの立体表記を所望の形状に明瞭に成形することを可能とするブロー成形用金型およびプラスチック容器を提供する。
【解決手段】一対の分割金型は入れ駒9を備え、入れ駒9は、文字や図形などの立体表記を形成するための凹部と、凹部上に、分割金型とパリソンとの間の空気を除去するためのφ0.5mm以下のエアベント12とを備える。プラスチック容器1は、ブロー成型用金型を用いてポリエチレン樹脂製のパリソンでブロー成形してなり、立体表記の肉厚は0.1mm以上である。
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
61 - 80 / 406
[ Back to top ]