
Fターム[4F202CC09]の内容
プラスチック等の成形用の型 (108,678) | 型の全体的装置構成 (555) | 成形中に型を振動、揺動させるもの (22)
Fターム[4F202CC09]に分類される特許
1 - 20 / 22
プラスチックレンズの離型方法
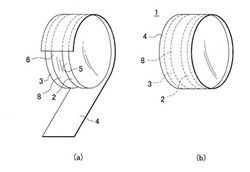
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
樹脂成形品の成形方法

【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる前記の方法を容易かつ確実に実現することができる樹脂成形品の成形方法を提供する。
【解決手段】成形型11内において、温度が融点以下、結晶化温度以上である結晶性高分子樹脂材A’2,A’3にねじり力を加えることにより、該樹脂材A’2,A’3を、臨界伸長ひずみ速度以上のひずみ速度で伸長させ、配向融液状態を経て結晶化させるように成形する。この際、前記ねじり力と共に、該ねじり力の回転軸に略平行な方向に沿った引張り力または圧縮力の少なくとも一方を加えることが好ましい。
(もっと読む)
モールド金型
【課題】形品の成形品質を向上することのできる技術を提供する。
【解決手段】モールド金型2は、対向して設けられ、ワークWを挟み込んでクランプする上型3および下型4と、上型3に設けられた超音波振動部21、22と、上型33および下型4がワークWをクランプして形成される内部空間Cに設けられ、かつ、超音波振動部21、22と接続され、内部空間C内の溶融樹脂19aへ超音波振動部21、22の振動を伝搬する伝搬部としてフィルム23とを備えている。このフィルム23は、上型3のクランプ面3aに張設されている。
(もっと読む)
離型方法
【課題】従来よりも少ないエネルギーで離型することができる離型方法を提供する。
【解決手段】型1を用いて成型された成型物3を型1から分離する離型方法において、前記成型物3に超音波振動子7を直接当接すること、前記成型物3をインパクトハンマで直接打撃すること、前記成型物3の端部に圧縮空気を吹きつけること、前記成型物3の端部に楔を入れ込むことの少なくともいずれかによって、型1から成型物3を分離する離型方法である。
(もっと読む)
剥離治具本体、剥離治具及び剥離方法
【課題】微細構造が転写成形された被成形体を付着基体から剥離する際に、剥離の部分や順序を制御し、転写成形された微細構造に損傷を与えることなく迅速に被成形体を付着基体から剥離することができる剥離治具本体、剥離治具及び剥離方法を提供する。
【解決手段】本発明に係る剥離治具本体は、プレス式の微細構造転写成形装置により、前記微細構造が転写成形された被成形体をこれが付着したスタンパ、上金型又は下金型から剥離する剥離治具本体であって、前記被成形体の開放面側の縁部を保持固定する保持手段と、前記保持手段の前記被成形体を保持固定する保持部15を前記スタンパ、上金型又は下金型に対して垂直方向に上下動させるアクチュエータ20と、前記被成形体の縁部に空気を吹き付ける空気噴射手段と、前記保持手段、アクチュエータ20及び空気噴射手段の作動を制御する制御手段と、を有してなる。
(もっと読む)
タイヤの製造方法およびタイヤ
【課題】加硫成形金型の内面を処理しなくても、加硫工程を繰り返すうちに、加硫成形金型の内面に微細な凹凸が生成されるのを抑制することができる。
【解決手段】加硫成形金型10内に収納された未加硫タイヤWを、その外面を該加硫成形金型10の内面11a、12a、13a、14a、15aに押し付けた状態で加硫する加硫工程と、加硫成形金型10を型開きして加硫済みのタイヤW1を取り出す脱型工程と、を有するタイヤの製造方法であって、加硫工程は、加硫成形金型10を加振しながら未加硫タイヤWを加硫する。
(もっと読む)
一体成形によるディスク収納体およびその製造方法
【課題】高速射出を必要としない一体成形による製品とその製造方法に関し、成形時に高周波を利用した一体成形による軽量なディスク収納体と、その製造方法を提供する。
【解決手段】金型と、可動コアと、固定コアと、ゲートと、からなる成形機を用いた一体成形によるヒンジ部を有する収納体の製造方法であって、可動コアを一旦移動して樹脂流動層を確保する工程と、金型にゲートから樹脂を注入する工程と、樹脂が固化する前に可動コアを接近移動させるとともに金型のヒンジ成形部に高周波振動を与える潰し込み工程と、からなる収納体の製造方法である。
(もっと読む)
成形品取出方法および射出成形装置。
【課題】金属容器開口部に蓋を密閉状態で固定するために、容器の開口側端部をカール状にプレスで曲げ加工する際に容器に不必要な変形等が生じるのを防止する。
【解決手段】金属製の容器2内に蓋2を挿入し、第1の押し型30により、容器2の開口側端部5の先端が容器の内側を向くように変形させる。次いで、第2の押し型により容器2の開口側端部5の内側を向いた先端を蓋4の外周縁部4aに食い込むように下向きに変形させる。第1の押し型30には、容器2の開口側端部5を曲げる際に、曲げられる部分の直ぐ下側を内側から押さえる裏当て部材35が備えられる。裏当て部材35は、拡径および縮径が可能で、容器2の開口側端部5を変形する際は、拡径して容器2の開口側端部5の内側に接触する。容器2の開口側端部5が縮径された状態に変形された際に、裏当て部材35も縮径し、狭められた開口から裏当て部材35を取り出し可能とされる。
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
プラスチックレンズの成形方法
【課題】プラスチックレンズ用の液状成形材料をモールド内に注入する際に内部に極力泡を残さずに充填させることができるプラスチックレンズの成形方法を提供すること。
【解決手段】第1及び第2のレンズ型枠12をテープ14によって所定間隔で保持させてまずモールド11を構築する。そして、セットされたモールド11に対してカッター装置26でまずモールド11の上方正中位置Pから図上右方にずれた位置に注入口45を形成する。次いで、注入口45に注入ノズル27を挿入して原料モノマーの注入を開始する。ある程度注入が進んだところでモールド11を回転させて、注入口45を上方正中位置Pに移動させる。これに伴って注入ノズル27も移動させ、続いて注入作業を再開し内部空間18に原料モノマーを完全に充填する。この充填作業が完了すると、定法に従って原料モノマーを加熱硬化させる。
(もっと読む)
スラッシュ成形表皮材の製造方法及びスラッシュ成形型
【課題】成形された表皮材から不要部分を容易にかつ確実に取り除くようにする。
【解決手段】型外方に張り出す外側張出部17cと型内方に張り出す内側張出部17dとを型成形面19の製品形状部外周縁にそれぞれ形成する。断面三角形状の一対の第1突条部21を製品形状部外周縁に沿って互いに近接状態で並列するように外側張出部17cの型成形面19側に一体に突設するとともに、これら第1突条部21間に第1突条部21よりも突出量が小さい断面三角形状の第2突条部23を第1突条部21と並列するように一体に突設する。断面三角形状の第3突条部25を製品形状部外周縁に沿って内側張出部17dの型成形面19側に一体に突設する。溶融樹脂層の冷却硬化過程で第1及び第2突条部21,23を先端を下に向けた姿勢に保持するとともに、第3突条部25を先端を上に向けた姿勢に保持する。
(もっと読む)
熱プレス成形装置及びその成形方法
【課題】面ならい成形を横ずれなく高精度に実行する熱プレス成形装置及びその成形方法を提供する。
【解決手段】固定盤2と、該固定盤2に対し近接・離隔移動する可動盤4と、該可動盤4を駆動して前記可動盤4と前記固定盤2との間に配置した成形材料3を圧締する第2圧締手段9とを備えた熱プレス成形装置1において、前記可動盤4は、前記固定盤2との対向面が自在に傾斜可能であって、前記固定盤2と前記第2圧締手段9の間に張設されたタイバ6に、遊びなく案内されるとともに、前記第2圧締手段9は、前記可動盤4の傾斜動作に応じて揺動可能に構設された熱プレス成形装置1とした。
(もっと読む)
オフサルミックレンズモールド組立体の形成方法及び装置
【課題】オフサルミックレンズを損傷無しに製造する方法及びシステムが提供される。
【解決手段】本発明の方法及びシステムは、2つ又は3つ以上の別々の領域で2つのモールドセクション(22,24)を互いに結合するのに効果的である。かかる方法及びシステムの実施形態は、モールドセクションの一方を完全に貫通して延びるが、他方のモールドセクション中に部分的にしか延びないボア(57)を形成する。ボアの形成中、ボアの近くのモールド材料は溶融状態になってボアから拡散する。溶融モールド材料の一部は、2つのモールドセクション相互間の接触点(A)に至り、モールド材料が冷えたときにモールドセクション相互間にスポット溶接部を形成する。これによりオフサルミックレンズの製造中、2つのモールドセクションを互いにしっかりと結合することができる。
(もっと読む)
繊維強化樹脂成形品の成形方法および成形装置
【課題】強化繊維の折損が防止されるとともに、物理発泡剤の混合分散性を向上させることができる繊維強化樹脂成形品の成形方法および成形装置を提供する。
【解決手段】スクリュー12を備えたシリンダー11内で、強化繊維3が混入された樹脂2を前記スクリュー12の回転運動により可塑化混練する可塑化混練工程と、前記可塑化混練工程で可塑化された樹脂4に物理発泡剤5を注入するとともに、成形に必要な量の樹脂4を計量した上で、成形金型40のキャビティ内に射出する計量射出工程とを備え、前記可塑化混練工程で可塑化された後に少なくとも一つのノズル15を通過した樹脂4に物理発泡剤5を注入する発泡剤注入工程と、前記物理発泡剤5の注入位置から前記成形金型40のキャビティに至る間の樹脂流路上において、前記樹脂4中における前記物理発泡剤5の混合分散を促進させる混合分散促進工程とが設けられていることを特徴とする。
(もっと読む)
真空注型装置
【課題】 注型材注入を効率的に行うことのできる真空注型装置を提供する。
【解決手段】
注型材カップ2を注入口60位置に移動させ、注型材カップ2を傾けて攪拌した注型材を注入口60に注入する。同時に揺振動装置70を駆動し、揺振動テーブル7を揺振動させる。小リーク弁12を開とし、所定の設定圧力まで減圧室1内部の圧力を上昇させる。この揺振動と圧力上昇により、注入口60に注入された注型材は注型用型6内部に効果的に進入する。そして小リーク弁12を閉じて、減圧室1を減圧し、上記動作をN回行う。
(もっと読む)
タイヤ製造方法
【課題】タイヤの転がり抵抗を低減することを可能にしたタイヤ製造方法を提供する。
【解決手段】1次粒子径70nm以下のカーボンブラック及び/又はシリカをゴム100重量部に対して30重量部以上含むゴム組成物からタイヤ構成部材を成形し、該タイヤ構成部材を加硫するタイヤ製造方法において、そのゴム組成物の加硫温度での最小トルクと最大トルクとの間を100%のスケールに区分したとき、該スケールが30%に達するまでの初期加硫期間において、タイヤ構成部材に対して1%〜30%の歪量を持つ振動を与える。
(もっと読む)
樹脂成形体、その樹脂成形体を用いた樹脂モールドモータおよびこれらの製造方法
【課題】 モータの温度上昇を低減する樹脂成形体およびその樹脂成形体により封止された樹脂モールドモータを提供する。
【解決手段】 金型4の内部を充填材1a、充填材1bの順で充填し満たした後、樹脂材料を注形する。充填材1aはAl2O3などの高熱伝導セラミックス、充填材1bはZrO2などの低熱伝導セラミックスである。なお、充填材1を充填時に、金型4に超音波やその他機械的手法などにより適度に振動を与えることにより、充填材1を金型内部に積層することができる。
(もっと読む)
ハイブリッドレンズの芯出し装置並びにハイブリッドレンズの製造装置及び製造方法
【課題】 ガラスレンズを金型に対して正確に位置決めできるハイブリッドレンズの芯出し装置を提供する。
【解決手段】 ハイブリッドレンズ製造装置1は、円筒状の上側支持部材23、円筒状の下側支持部材24、超音波振動部40を有する芯出し装置を備える。上側及び下側支持部材23,24は、金型コア52と共軸に互いに対向して配置され、ガラスレンズ60をその間で挟持する。上側及び下側支持部材23,24は、回転駆動部30により同期して回転される。超音波振動部40は、発振器42により金型本体51に配置された複数の振動子41を駆動して超音波振動を発生する。ガラスレンズ60は、上側及び下側支持部材23,24により挟持され、回転されつつ、下側支持部材24を介して超音波振動を伝達されて、金型コア52に対して芯出しされる。
(もっと読む)
パイプ金型の加熱方法及び装置ならびにゴムローラー
【課題】 耐久性が良く、効率よくパイプ金型を加熱する加熱方法及び加熱装置を提供する。
【解決手段】 パイプ金型を加熱する加熱装置であって、パイプ金型の外周面をカバーする少なくとも2分割の部材と、該パイプ金型と該部材との間に挟み込む、少なくとも2線で該パイプ金型と接する金属片と、部材または金属片を加熱するための熱源と、を具備し、該金属片を可動させてパイプ金型を加熱する。
(もっと読む)
成形機
【課題】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、成形品の密度を均一にし、生産性を高める。
【解決手段】 前記成形原料を用いて、前記板状の成形品を加熱圧縮成形により成形する成形機において、可動ダイプレート2の移動によって移動可能な複数の金型をもち、隣接する金型同士で成形空間をそれぞれ形成して、各成形空間で成形品を成形可能な構成をとり、前記金型同士の対向面のいずれか一方に、底面に複数の突条15を形成した凹部14を設け、前記金型同士の対向面の他方に、凹部に入れ/出し可能であり、その表面に複数の突条13を形成した凸部12を設けて、凹部に凸部が所定量入り込み、かつ、前記金型同士のPL面の間隔が、成形品の厚みよりも所定量大きい状態で、前記金型同士の凹部と凸部とで形成される空間内の前記成形原料を、各金型を振動させることで振動させる。
(もっと読む)
1 - 20 / 22
[ Back to top ]