
Fターム[4F202CD30]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | その他の点 (783)
Fターム[4F202CD30]に分類される特許
101 - 120 / 783
単粒子膜被覆ロールの製造方法、凹凸形成ロールの製造方法、凹凸形成フィルムの製造方法および単粒子膜被覆装置
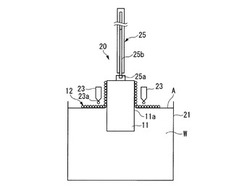
【課題】継ぎ目のない単粒子膜がロールを被覆した単粒子膜被覆ロールを簡便に製造できる単粒子膜被覆ロールの製造方法を提供する。
【解決手段】本発明の単粒子膜被覆ロールの製造方法は、ロール11を水中に浸漬させる浸漬工程と、水面Aに単粒子膜12を形成する単粒子膜形成工程と、ロール11を、その中心軸が鉛直方向に向いた状態で水面A上に引き上げて、単粒子膜12をロール11の周面11aに移行させる移行工程とを有する。
(もっと読む)
樹脂成形方法及び成形装置

【課題】義手や義足などの一部として、また、皮膚や筋肉の代用品として、各個人に必要な最適形状の樹脂成形品を、安価で短時間に提供可能で、なおかつ、不具合が有った場合は、すぐに修正や作り直しが可能な、樹脂成形技術と、その装置が求められている。
また、成形する製品の大きさに応じて製造工程を変更しても、そのまま使用できる装置が求められている。
【解決手段】パイプに石膏を塗り付けて型を形成し、その表面に溶けた樹脂を塗布し、ビニール袋で全体を覆った後、袋内の空気をパイプから吸引し、石膏型に一致した樹脂成形品を得る。
また、ビニール袋の替わりに熱して柔らかくした樹脂シートを用い、シート内部の空気を抜く事で、同様の成形品を得る。
2種類の工程に対応できる様に、吸引ホースの通路断面積を、2種類の切り替え式とする。
(もっと読む)
インプリント用テンプレート、インプリント用テンプレートの製造方法及びパターン形成方法
【課題】原版の再作成頻度を低減できるインプリント用テンプレート、インプリント用テンプレートの製造方法及びパターン形成方法を提供する。
【解決手段】台座基板10と、台座基板10の主面10aの上に形成され、被転写物へ形状を転写するための凹凸パターン21を有する樹脂製のパターン転写部20と、を備えるインプリント用テンプレート110である。この台座基板10の主面10aには凹凸部が設けられ、パターン転写部20の主面10a側が凹凸部の凹部に入り込むよう設けられている。基板上に被転写物を設ける工程と、台座基板10に形成された樹脂による凹凸パターンを有するインプリント用テンプレート110を用い、凹凸パターン21を被転写物に接触させる工程と、被転写物を硬化させた後、インプリント用テンプレート110を被転写物から離型し、被転写物に凹凸パターン21の形状を転写する工程と、を備えたパターン形成方法である。
(もっと読む)
パターン検査データの作成方法
【課題】製造したテンプレートの形状と、そのテンプレートによって形成された被処理膜を形成するためのパターンが、テンプレートの描画データに基づいて正しく製造されているかを調べるために使用するパターン検査データの作成方法を提供する。
【解決手段】隣接する一対のライン部を形成するパターンの端部間が接続された閉ループ構造のデバイスパターン形成用パターンを有するテンプレートを形成するための描画データのパターンの外周を、外向き/内向きに所定の量だけ移動させたバイアスデータを作成し、ついで、パターンの外周を外向きと内向きの両方に所定の量だけ移動させて2つのバイアスデータを作成した場合には、2つのバイアスデータの差分を取り、パターンの外周を外向きまたは内向きの一方に所定量だけ移動させて1つのバイアスデータを作成した場合には、バイアスデータとパターンの描画データとの差分を取ってパターン検査データを作成する。
(もっと読む)
プラスチック成形金型用鋼の製造方法
【課題】熱処理後の金型の寸法精度を保ちつつ金型の鏡面性を向上させること。
【解決手段】プラスチック成形金型用プリハードン鋼の製造方法において、所定の合金成分を含有し、残部がFeおよび不可避的不純物よりなる鋼材をオーステナイト変態点以上の焼入れ温度で保持し、焼入れ温度から500℃までを冷却速度1〜5℃/minで冷却する第1焼入れ工程と、500℃から200℃までを冷却速度2.5〜10℃/minで冷却する第2焼入れ工程と、この鋼材を500〜600℃で焼戻す焼戻し工程を備え、この第2焼入れ工程の冷却速度は、第1焼入れ工程の冷却速度よりも大きいこととした。
(もっと読む)
反射防止構造を有する光学素子用成形型及び光学素子
【課題】基板表面にナノオーダーの微細な凹凸面の反射防止構造を有する光学素子用成形型、及び同反射防止構造を有する光学素子を実現する。
【解決手段】基板2上に1層以上のエッチング転写層3を形成し、このエッチング転写層3上に半球状の微粒子生成用の薄膜4を形成し、熱反応、光反応、ガス反応のいずれか、またはそれらの複合反応を用いて、薄膜4に、その物質の凝集作用、分解作用、または核形成作用を生じさせて、半球状の島状微粒子5を複数、形成し、複数の島状微粒子5を保護マスクとしてエッチング転写層3及び前記基板2を反応ガスによって順次エッチングして、基板2の微細な表面に錐形状のパターンを形成して、基板2表面に微細な凹凸面(反射防止構造型面)1’を有する光学素子用成形型1を製造する。
(もっと読む)
樹脂成形装置
【課題】熱伝導性に優れた金型を構成することで成形サイクルを短縮化させ樹脂成形の生産性を向上させた樹脂成形装置を提供する。
【解決手段】本発明の樹脂成形装置1は、キャビティ2を有した第1金型プレート3と、第1金型プレート3に対向して配置され第1金型プレート3のキャビティ2との間で樹脂製品を成形するためのコア4を有した第2金型プレート5とを備えた樹脂成形装置であって、キャビティ2または/およびコア4の近傍には、DLC板の積層体6が配されている。
(もっと読む)
インプリント用モールドおよびパターン形成方法
【課題】 モールド欠陥の発生を抑制できるインプリント用モールドを提供すること。
【解決手段】 基板と、前記基板上に設けられ、転写するべきパターンに対応した凹凸パターンと、不純物が添加されていない溶融石英よりも不活性ガスに対する透過性が高いガス透過性領域とを具備してなり、前記不活性ガスに対する透過性は、被処理基板上に塗布されたインプリント剤に前記凹凸パターンを接触させた場合に、前記凹凸パターンとは反対側の面から前記基板内に前記不活性ガスを取り込む性質であり、前記ガス透過性領域は、前記凹凸パターンが形成された面と反対側の面から、前記凹凸パターンが形成された面に向かって、前記不活性ガスに対する透過性が異なる複数の領域を具備することを特徴とするインプリント用モールド。
(もっと読む)
三次元形状造形物の製造方法、得られる三次元形状造形物および成形品の製造方法
【課題】金型として用いることができ、ヒケ発生を防止するのに好適な三次元形状造形物を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物100の製造方法であって、三次元形状造形物100の表面領域の一部を低密度固化領域として形成し、低密度固化領域を通過するガスによって加圧が行えるように低密度固化領域の固化密度を50%〜90%にすることを特徴とする製造方法。
(もっと読む)
凹凸基板およびその製造方法
【課題】太陽電池や平面発光体の基板材料に関するものであり、高い光散乱性と透過特性をあわせもつ透光性基板を提供する。
【解決手段】少なくとも、ガラス基板と、該ガラス基板上に形成した凹凸形成層からなる凹凸基板であって、
該凹凸形成層表面の凹凸形状は、複数のドーム状突起またはボウル状窪みが分布したものであり、ドーム状突起またはボウル状窪みの平均サイズは50〜1800nmで、凹凸形成層は実質的に直径100nm以上の粒子を含まず、頂点傾斜角が20°以上60°未満、中間点傾斜角が30°以上70°未満、かつ頂点傾斜角と中間点傾斜角の差が10°以上であることを特徴とする凹凸基板。
(もっと読む)
光学シート成形用金型及びその製造方法、光学シート及びこれを用いたEL素子、照明装置、電子看板装置並びにディスプレイ装置
【課題】光学シートの製造時に生じるムラを解消し、輝度向上を図る。
【解決手段】型基材21の表面に形成した表面層22上に耐エッチング層24を形成し、この型基材21を精密切削機にセットし、耐エッチング層24に、表面層22に達する複数の微細な開口部25を耐エッチング層24の表面に沿い切削加工により形成する。その後、各開口部25を通して表面層22をエッチングして各開口部25の大きさに対応する径と深さを有する凹部26を形成した後、耐エッチング層24を除去し凹部26を有する金型20を作製する。この金型20の凹部26と逆の形状を光透過性基材に転写することにより凸状の単位レンズを有する光学シートを製造する。
(もっと読む)
ドライエッチング用のトレーとそれを用いたドライエッチング方法とトレーの製造方法およびモールドの製造方法
【課題】ナノインプリント技術に用いるモールドを高い精度で製造する方法と、このモールドの製造を簡便に行うことができるドライエッチング用のトレーとその製造方法、および、このトレーを用いたドライエッチング方法を提供する。
【解決手段】ドライエッチング用のトレー1を、基体2と、この基体の一つの面2aに位置する被エッチング体嵌合用の凹部3と、この凹部3の周囲の面2aである開口面積率調整面4と、この開口面積率調整面4を0〜100%の範囲で被覆する開口面積率調整層5と、を備えたものとし、基体2と開口面積率調整層5は、一方をドライエッチング可能な材質とし、他方をドライエッチングされない材質とする。
(もっと読む)
ナノインプリント用モールドおよびその製造方法
【課題】耐久性が高く優れた離型性を具備したナノインプリント用のモールドと、このようなモールドを簡便に製造するための製造方法を提供する。
【解決手段】ナノインプリント用モールド1を、基材2と、基材2の一方の面2aを被覆する樹脂層3と、この樹脂層3の面3aに位置する凹部4とを備えたものとし、樹脂層3を表面の水接触角80°以上、HV硬度400以上とし、このようなナノインプリント用モールド1は、塗布工程にて、基材2の一方の面2aに少なくともオルガノポリシロキサンと光触媒とを含有してなる塗布液を塗布して濡れ性変化樹脂材料層3′を形成し、乾燥工程にて、濡れ性変化樹脂材料層3′とマスターモールド11を圧着し、その状態で濡れ性変化樹脂材料層3′に乾燥処理を施して樹脂層3を形成し、剥離工程にて、樹脂層3とマスターモールド11とを離間することで形成する。
(もっと読む)
熱成形用の成形型
【課題】熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形型を提供する。
【解決手段】熱成形用表面層2及びこれに隣接する背後層を有する熱成形用成形型1であって、該表面層は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式(1):Fα1/2×103>t>G・・・・・・(1)(式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、G;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層より大きい材料から構成されていることを特徴とする熱成形用成形型。
(もっと読む)
マスクブランク用基板の製造方法、インプリントモールド用マスクブランクの製造方法、及びインプリントモールドの製造方法
【課題】裏側に研削で凹部を形成した場合にマスクブランク用基板の内部に残留する応力を軽減し、マスクブランク用基板の表側の平坦度を高く維持する。
【解決手段】インプリントモールドを作製するためのマスクブランクに用いられるマスクブランク用基板の製造方法である。この製造方法は、対向する第1の主表面SF1及び第2の主表面SF2を備える基板11を準備する工程と、第1の主表面SF1における所定の領域を第2の主表面SF2の方向に研削して、凹部SCVを形成する研削工程と、凹部SCVの底面bf1に対し、第2の主表面SF2の方向に所定量のエッチングをさらに行い、所定深さの凹部CVを形成するエッチング工程とを備える。
(もっと読む)
射出成形用金型
【課題】 射出成形にて、安価で耐久性の高い断熱をすること。
【解決手段】 溶融樹脂が流動するキャビティ14の成形面16に非金属の複数の断熱部材18を埋め込んだ。
(もっと読む)
プラスチックレンズ又は光導波路の製造方法
【課題】光インプリント法で0.2mm以上の厚みでも透明性の高い硬化物が得られ、露光機の照度を落とすことがなく高スループットを維持でき、酸素透過性のあるポリジメチルシロキサン樹脂をモールド材料に用いた場合でも、十分に硬化出来、モールドの劣化を少なくすることができるプラスチックレンズ又は光導波路の製造方法を提供する。
【解決手段】光源、光透過性モールド及び光硬化性樹脂組成物をこの順で配置し、光透過性モールドを通して光を照射して光硬化性樹脂組成物を光硬化させて得られるプラスチックレンズ又は光導波路の製造方法において、光透過性モールドが光拡散性を有するものとする。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
光学レンズシート成型樹脂型用紫外線硬化型樹脂及びその硬化物
【課題】
紫外線硬化型樹脂または熱可塑性樹脂を成型するレンズシートの低コストでの量産作製に好適な、ガラス転移温度(Tg)、貯蔵弾性率が高く、硬化収縮率の低い、耐久性に優れた樹脂型用エネルギー線硬化型樹脂組成物の提供。
【解決手段】
分子中に4個以上の(メタ)アクリロイル基を有する多官能ウレタン(メタ)アクリレート(A)及び/またはビスフェノールA骨格を有する2官能エポキシ(メタ)アクリレート(B)、光重合開始剤(C)として2−メチル−1−〔4−(メチルチオ)フェニル〕−2−モルホリノプロパン−1−オンを含有し、(メタ)アクリレート成分の総量100質量%に対して成分(A)+成分(B)が50質量%以上であり、粘度が2000mP・s以下であり、硬化収縮率が8.0%以下である、樹脂型用エネルギー線硬化型樹脂組成物。
(もっと読む)
離型層付きモールドおよびその製造方法ならびにモールドの製造方法
【課題】インプリント耐性を十分に備えながらも、精度良くパターンを転写させる。
【解決手段】インプリントにより所定のパターンを被転写物に転写するための元型モールド30に離型層が設けられる離型層付きモールドにおいて、前記離型層に含まれる化合物の分子鎖における主鎖にはフルオロカーボンが含まれ、前記化合物の分子鎖は、元型モールドに対して吸着している吸着官能基を少なくとも2個以上有し、前記吸着官能基において、前記吸着官能基と元型モールドとの吸着の元となる結合エネルギーが、前記化合物の分子鎖における吸着官能基同士の結合エネルギーよりも大きい。
(もっと読む)
101 - 120 / 783
[ Back to top ]