
Fターム[4F202CD30]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | その他の点 (783)
Fターム[4F202CD30]に分類される特許
61 - 80 / 783
電熱式樹脂型
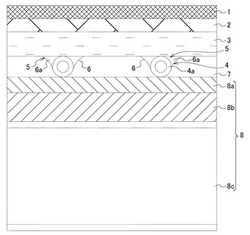
【課題】形状が複雑で、凹凸、突起、くびれ等の異形部を有する場合においても、表面部全体を隅々まで短時間で均一に加熱することができ、熱の発散や加熱斑を防止することができ、形状自在性、省エネルギー性、加熱の効率性、均一性、確実性に優れる電熱式樹脂型の提供。
【解決手段】ゲルコート層と、ゲルコート層と同等の収縮率でゲルコート層の裏面に形成された表面FRP層と、表面FRP層の裏面に形成され樹脂中に熱伝導性粒子が混合された内部FRP層と、内部FRP層の裏面に敷設されたコードヒータを有する加熱部と、内部FRP層の裏面側で加熱部の少なくともコードヒータに覆設された断熱層と、断熱層の裏面に形成された補強材層と、を備えている。
(もっと読む)
モールドおよびその製造方法と、微細凹凸構造を表面に有する物品の製造方法

【課題】細孔の間隔が180nm以上のものであっても、細孔の深さムラが少ない酸化皮膜を形成できるモールドの製造方法を提供する。
【解決手段】アルミニウム基材10の表面に細孔12を有する酸化皮膜14が形成されたモールド18を製造する方法であって、(a)アルミニウム基材10の表面を陽極酸化して酸化皮膜14を形成する工程、(b)工程(a)の後、酸化皮膜14を除去する工程、(c)工程(b)の後、アルミニウム基材10を工程(a)で印加した最高電圧の90%未満の電圧で陽極酸化して酸化皮膜14を形成する工程、(d)工程(c)の後、酸化皮膜14の細孔12の孔径を拡大する工程、(e)工程(c)と工程(d)とを交互に繰り返す工程を有する。
(もっと読む)
成形型
【課題】プリプレグを積層した積層体を硬化させる際にしわが生じにくい成形型を提供する。
【解決手段】成形型100は、プリプレグを積層した円筒形状の積層体を硬化させる際に使用する成形型であって、積層体の内側に位置する芯型10と、積層体30の外側に位置し、複数の部分表面型21〜27からなる表面型20と、を備えている。各部分表面型21〜27は、積層体の周方向に並んで外周面全体を覆うとともに、周方向を繊維方向とする繊維の量と軸方向を繊維方向とする繊維の量が異なる繊維強化樹脂によって形成されており、各部分表面型21〜27は、軸方向に比べて周方向における熱膨張率が芯型10の熱膨張率に近くなるように構成されている。
(もっと読む)
複合材成形治具
【課題】炭素発泡体をコア材とした場合であっても、より均等に成形品を加熱できる成形治具を提供することを目的とする。
【解決手段】複合材成形治具は、成形品側に配置される炭素発泡体5、及び、炭素発泡体5の背面に接着配置された別の炭素発泡体6で構成されたコア材2と、コア材2中に埋設されたコア材2に伝熱可能な熱源3と、繊維強化複合材料でコア材2の表面を被覆して形成した複合材層4と、を備え、炭素発泡体5の熱伝導率が、別の炭素発泡体6の熱伝導率よりも高いことを特徴とする。
(もっと読む)
パターン形成体及びパターン形成体を用いた複製方法
【課題】 金属表面に形成された凹状又は凸状のパターンを有する印刷版面を短時間で、かつ、高精度に再現できるパターン形成体を提供する。
【解決手段】 第一の金属原版の凹状又は凸状パターンを転写するためのパターン形成体において、金属板上に形成される光硬化性のパターン形成材料と光硬化性のパターン形成材料中に埋没させるパターン形成材料を補強し、光硬化効率を高めるための光透過性の補強板と、光硬化性パターン形成材料の中に光透過性の補強板が第一の金属原版に接触しないように配置された支持体から成るパターン形成体及び複製方法である。
(もっと読む)
光照射成形用のゴム型の製造方法
【課題】光吸収機能と耐熱機能との少なくとも一方が付与されたキャビティ表面層を有するゴム型を、キャビティ表面層に母型の表面形状を精度良く転写して製造することができる光照射成形用のゴム型の製造方法を提供すること。
【解決手段】塗布配置工程として、製品形状を有する母型6の表面に対して機能性ゴム材料42が塗布され、機能性ゴム材料42が塗布された母型6が型取り枠5内に配置された状態を形成する。次いで、充填工程として、機能性ゴム材料42が、完全硬化する前の所定の半硬化状態になったときに、型取り枠5内に透明又は半透明の光透過性ゴム材料41を充填する。次いで、成形工程として、機能性ゴム材料42によって、母型6の表面形状を転写したキャビティ表面層3を形成するとともに、光透過性ゴム材料41によって一般部2を形成して、ゴム型1を成形する。その後、取出工程として、母型6をゴム型1から取り出す。
(もっと読む)
マスター型製造装置
【課題】型を複数回繰り返して使用することにより、平板状の基板の面に硬化した成型材料で構成された複数の凸部を設けてマスター型を製造するマスター型製造装置において、マスター型での不良の発生を防止する。
【解決手段】型M1を複数回繰り返して使用することにより、平板状の基板W1の面に硬化した成型材料で構成された複数の凸部W2を設けて、マスター型M2を製造するマスター型製造装置1において、凸部W2を形成するための型M1の凹部M3に供給された硬化前の成型材料を観察する硬化前観察カメラ17を有する。
(もっと読む)
樹脂モールド
【課題】基材との密着性に優れ、転写材樹脂との離型性に優れ、繰り返しの使用に耐えうる樹脂モールドの提供。
【解決手段】第一面と該第一面と反対側に第二面を有すフィルム基材の該第一面上に微細凹凸構造を有すナノインプリント用の樹脂モールドであって、該樹脂モールドを構成する樹脂が光重合性化合物の硬化物から構成され、かつ、該光重合性化合物が、(メタ)アクリレート、フッ素化されたハイパーブランチポリマー、及び光重合開始剤を含むことを特徴とする前記樹脂モールド。
(もっと読む)
真空吸引成形型の製造方法
【課題】ドリル加工では得られないような直径0.3mm程度の無数の微小な通気穴を下型の型内壁に穴明け可能にし、そして、表皮に毛足の長いファブリック、毛足の殆どない薄手の生地やビニール・レザーなどの表皮材が用いられる場合にも、その表皮付き一体発泡形成体が優れた外観品質を呈するところの真空吸引成形型の製造方法を提供する。
【解決手段】上下の成形型22、23が、間にキャビティ26を形成するように所定の間隔を置いて配置され、無数の線材28が、そのキャビティ26内でその上下の成形型22、23間に適宜の間隔で架設され、樹脂材料が、そのキャビティ26内に注入され、硬化されてそのキャビティ26の形状に応じた成形品に成形され、そして、その無数の線材28が、その成形後にその成形品から引き抜かれ、その成形品に無数の微小な通気穴を貫通させて真空吸引可能にする。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側から嵌め込む構造を採用しながら、コアピンと金型との緩みを防止する。
【解決手段】本発明は、金型構造100であって、製品成形部31から離れた位置に拡径部34を有するコアピン30と、コアピン30を打ち込んで嵌挿するコアピン取付け孔20を金型表面側に有する金型10と、コアピン取付け孔内20に配置され、拡径部34より小径の嵌合部41を有する圧接部材40と、を備え、拡径部34が嵌合部41に挿入されることにより、嵌合部41は拡径方向の力を受けてコアピン取付け孔20の内壁に圧接する。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側からネジで締め込む構造を採用しながら、コアピンのネジの緩みを防止する。
【解決手段】本発明は、金型構造100であって、ネジ部34と、ネジ部34の先端に延設され、ネジ部34の軸心に対して偏心している偏心部35とを有するコアピン30と、ネジ部34と螺合する螺合部24と、コアピン30を螺挿した時に偏心部35の一部が圧接する圧接部25とを有するコアピン取付け孔20を金型表面11側に有する金型10と、を備える。
(もっと読む)
金型要素を製造するための方法
【課題】簡単に実施可能な、冷却液を流すための管手段を備えた金型要素を製造するための方法を提供する。
【解決手段】冷却液を流すことが出来る管手段(4)を備える金型要素(2)を製造する方法は、開いた流路手段(83、84、85;90、91、92)から構成される、前記管手段(4)の前駆手段を備える、前記金型要素(2)の第1の部品(74)と第2の部品(73)を設けるステップと、前記第2の部品(73)の表面が、前記開いた流路手段(83、84、85;90、91、92)に対向することによって、前記管手段(4)が形成されるよう、前記第1の部品(74)と前記第2の部品(73)を連結するステップと、から構成され、前記連結するステップは、補助金型において、前記第1の部品(74)および前記第2の部品(73)に当接するよう成形された第3の部品(75)により、前記第1の部品(74)を、前記第2の部品(73)に一体的化するステップから構成される。
(もっと読む)
熱媒体用流路およびその製造方法並びにそれを用いた金型
【課題】設計・製作の自由度が比較的高い「熱媒体用管路の製造方法」を提供すること。
【解決手段】(i)熱溶融性の第1材料を用いて基板の主面上に第1層を形成する工程であって、製造することになる熱媒体用流路に相当する形状となるように第1層を形成する工程、(ii)非熱溶融性の第2材料を用いて基板の主面上に第2層を形成する工程であって、第2層によって第1層が包み込まれるように第2層を形成する工程、および、(iii)第1層を溶融させる工程を含んで成り、工程(iii)では、溶融させた第1層の第1材料を基板上から除去することによって、基板と第2層との間に熱媒体用流路を形成することを特徴とする熱媒体用管路の製造方法。
(もっと読む)
磁性材をワークに適用する方法
【課題】磁性材の磁気特性を維持しつつ、ワークの表面に磁性材層を形成すること。
【解決手段】磁性材をワークWに適用する方法において、粉末状の磁性材をその融点未満に加熱し、ワークWに噴き付けることを特徴とする。加熱をする前に、粉末状の磁性材に対して焼入れを行うことが好ましい。粉末状の磁性材とノズル19のそれぞれに対して、同極の電荷を付与することが好ましい。粉末状の磁性材の加熱温度は、ワークWの融点未満とすることが好ましい。
(もっと読む)
タイヤ加硫用金型の摺動モデル装置
【課題】セグメントがガイド部材に案内されて摺動するタイヤ加硫用金型の摺動モデル装置により、セグメントの摺動特性を容易に評価する。
【解決手段】摺動モデル装置1は、ベース部材2と、ベース部材2に固定されたガイド部材モデルであるTブロック10と、ベース部材2とTブロック10に設けられた摺動面とを備えている。摺動モデル装置1は、セグメントモデルであるスライドベース20を、Tブロック10により案内して摺動面上を摺動させ、スライドベース20の摺動抵抗を、摺動抵抗測定手段30により測定する。
(もっと読む)
インプリント用モールドおよびその製造方法、並びに微細構造の製造方法
【課題】高い離型性を有し、かつ簡単に再現可能であるとともに、微細パターンの形状保持性に優れたインプリント用モールドおよびその製造方法、並びに微細構造の製造方法を提供することである。
【解決手段】微細パターン2を表面1aに有する表面層1と、この表面層1の裏面1bを支持する支持層5とを備え、表面層1が紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなるインプリント用モールド10およびその製造方法である。モールド10を用いて微細構造を製造する方法である。
(もっと読む)
金属構造体の製造方法および金属構造体
【課題】加工性を向上できる金属構造体の製造方法および金属構造体を提供する。
【解決手段】金属構造体の製造方法は、以下の工程を備えている。基板上にパターン12aを有する樹脂型を形成する。樹脂型のパターン12aを覆うように金属層13を形成する。炭酸ガスレーザを照射することにより、樹脂型を除去する。樹脂型を形成する工程は、基板を被覆するように樹脂層を形成する工程と、樹脂層上に、パターンを有するマスクを配置し、マスクのパターンを介してレーザを照射することにより、樹脂層の一部を除去する工程とを含むことが好ましい。
(もっと読む)
タイヤ成型用折返しブラダーの製造方法および装置
【課題】エッジ部のシャープ性を維持しながら、ブラダーの各部における形状、ゲージを容易に規定の範囲内とする。
【解決手段】内型11の周囲に成形された円筒状部材12の軸方向一側部を、内型11の外側に外嵌されたインサート20と内型11とにより挟持した後、円筒状部材12の軸方向他側部を折返してインサート20の外側に重ね合わせ、次に、内型11、インサート20、外型61の内部に密閉収納された円筒状部材12を加硫してタイヤ成型用折返しブラダーを製造するようにしたので、加硫時における円筒状部材12の形状、ゲージは、内型11、インサート20、外型61により強力に規定される。これにより、ブラダーの各部における形状、ゲージは容易に規定の範囲内となり、エッジ部におけるシャープ性も充分となる。
(もっと読む)
ナノインプリント用モールド及びその製造方法
【課題】微細な転写用凹凸構造と、当該転写用凹凸構造の凹部の深さ(凸部の高さ)を正確に測定するための測定用凹凸構造とを備えているにもかかわらず、ステップ・アンド・リピート法により転写用凹凸構造のみを被加工物に転写することのできるナノインプリント用モールド及びその製造方法を提供する。
【解決手段】基材の基部上及び凸構造部上にエッチング用マスク材料膜を形成し、基部上のマスク材料膜に測定用凹部形成用の第1開口パターンを形成し、凸構造部上のマスク材料膜に転写用凹部形成用の第2開口パターンを形成し、第1及び第2開口パターンが形成されたマスク材料膜をマスクとしてエッチングして、基部における凸構造部側の面への測定用凹部の形成及び凸構造部への転写用凹部の形成を行う。この測定用凹部の開口面の短手方向長さは、非破壊式測定装置を用いて測定用凹部の深さを測定可能な長さである。
(もっと読む)
成形型の製造方法、成形型、樹脂成形品の製造方法及び樹脂成形品
【課題】 高精度、高品位、微細化、複雑形状化に対応できる成形型を、容易に、短時間で、かつ低コストで製造可能であり、しかも、成形型間のバラつきも抑制可能な成形型の製造方法を提供する。
【解決手段】 本発明の成形型の製造方法は、液状材料11aを原盤型14の型面に注型する注型工程と、前記注型された液状材料11aを硬化させて原盤型14の型面の凹凸形状を転写する転写工程とを有し、前記注型工程において、注型前に、前記液状材料11aを脱泡処理し、前記転写工程において、前記硬化前に、注型された前記液状材料11aを脱泡処理することを特徴とする。
(もっと読む)
61 - 80 / 783
[ Back to top ]