
Fターム[4F202CK03]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | ランナー、スプルー (1,536) | ホットランナー、ランナーレス (189)
Fターム[4F202CK03]に分類される特許
101 - 120 / 189
閉塞ロッド
プラスチック材容器を成型するための機械の射出ノズル閉塞ロッド(4)であって、これには、同じロッドの駆動空気圧ピストンを形成している各部材が、機械の稼働中に前記ピストンにかかる大きなストレスによって分解するのを適切に防ぐことが可能なロックシステムが設けられている。したがって、本発明にしたがうロッドは、ピストンが拘束されることを防ぎ、また同じようにロッドが固定されることを防ぎ、これによって、成型機械のメンテナンス作業が減少し、よって押し出し量が増加する。 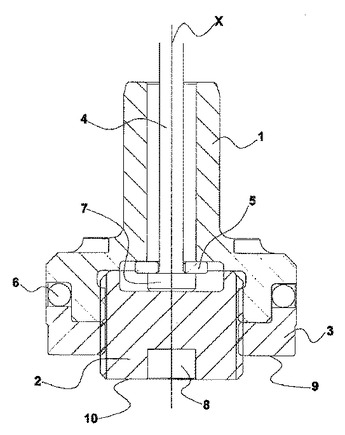 (もっと読む)
(もっと読む)
ホットランナーユニット及び射出成形用金型

【課題】部品毎や射出成形用金型ごとに作り変える事無く、ゲート位置などの位置変更の自由度も多く、取り付け位置が容易に決められて組み立て時間も短縮され、低コストでさまざまな形状の成形品でも転用することが出来るホットランナーユニットを提供する。
【解決手段】樹脂の入口側から内部に延びて端部側にゲート部が形成される樹脂流路を有するマニホールド1と、マニホールド1を取り付けるマニホールド取り付けプレート2と、マニホールド取り付けプレート2を所定の回動方向に変更可能に嵌合して取り付けるホットランナーユニットベース3と、ホットランナーユニットベース3を固定する固定側取り付け板4を備える。
(もっと読む)
射出成形用ホットランナ金型のバルブゲート

【課題】射出成形機ノズル直下への配置が可能なバルブゲートで、材料流路の流動抵抗を低減する。
【解決手段】バルブ体41は、駆動手段30によって上下に作動し、小径軸44によってゲート穴15を開閉する。バルブ開の時、射出成形機ノズルから射出された材料は、バルブ体41の中心軸に沿って形成された流路穴41から連通穴42を通って、ゲート穴15に流れる。材料流路50が連通穴42の一部を除きほぼ直線状に構成されるので、流動抵抗が小さく、流量を増すことができる。
(もっと読む)
スモールピッチバルブ式ホットランナーシステム
【課題】従来のバルブ式ホットランナー方式で対応不可であった、高温樹脂(350℃〜400℃)又は、超小物等の製品を成形出来る成形方法を提供する。
【解決手段】金型のシステムを変えてマニホールドを使用しないで、プランジャーとポットを採用し、小型の製品に対応した材料供給システムも新しく開発し、材料供給を10分間に1回の割合で供給することとした。高温樹脂の場合、溶け始めてから固まるまで(硬化するまで)15分間かかるための、その間プランジャーを10分間押し続ける方法にした。なお、高温樹脂の場合は低粘度の溶剤のように材料が溶けるため、低い圧力で成形できるので、圧力が高過ぎると、金型にバリが入り、稼動しなくなる恐れがあるので注意が必要である。
(もっと読む)
射出成形金型
【課題】複数のキャビティに溶融樹脂を同一の圧力、速度で充填でき、成形品の品質を均一にすることができる射出成形金型を提供する。
【解決手段】固定金型13と、この固定金型13と接離可能な可動金型14と、固定金型13と可動金型14との間に設けられた胴部成形キャビティ部27及びこの胴部成形キャビティ部27の開口端に鍔部成形キャビティ部28を有し、鍔付き成形品Aを成形する複数のキャビティ26と、固定金型13に設けられた樹脂注入口と連通する樹脂通路17を有するホットランナ16と、このホットランナ16に設けられ溶融樹脂を複数のキャビティ26に分配して充填する複数のノズル部20を有するエッジゲート19とからなり、エッジゲート19のノズル部20に低熱伝導材料からなる位置決めブロック22を固定し、この位置決めブロック22を、固定金型13を構成する部材に係合してエッジゲート19を固定したことを特徴とする。
(もっと読む)
射出成形金型
【課題】鍔部成形用キャビティ部に連通するエッジゲートを設けても、成形品の鍔部にゲート痕が残ることなく、成形品の品質を向上できる射出成形金型を提供する。
【解決手段】固定金型13と、この固定金型13と接離可能な可動金型14と、固定金型13と可動金型14との間に設けられた胴部成形キャビティ27部及びこの胴部成形キャビティ部27の開口端に鍔部成形キャビティ部28を有し、鍔付き成形品Aを成形するキャビティ26と、固定金型13に設けられた樹脂注入口と連通する樹脂通路17を有するホットランナ16と、このホットランナ16に設けられ溶融樹脂をキャビティ26に充填するエッジゲート19とからなり、鍔部成形キャビティ部28の外周部に、鍔付き成形品Aの型抜き方向にアンダーカット28aを形成する傾斜面28bを設け、この傾斜面28bに対向してエッジゲート19の開口穴21a,21bを設けたことを特徴とする。
(もっと読む)
射出成形機
【課題】射出成形機固定側及び可動側に樹脂を可塑化させる射出ユニットを設けて、これらの射出ユニットの金型のキャビティに可塑化した樹脂を射出するタイミングを良好にして射出し、製品を成形する射出成形機を提供する。
【解決手段】射出成形機固定側1aに樹脂を可塑化させる射出ユニット3を設けて、金型のキャビティに可塑化した樹脂を射出して製品を成形する射出成形機において、前記射出ユニット3に対向して射出成形機可動側1bにも射出ユニット13を設け、前記射出成形機固定側1aに設けた射出ユニット3から金型のキャビティ7aに樹脂材料を射出するタイミングと、前記射出成形機可動側1bに設けた射出ユニット13から金型のキャビティ7aに樹脂材料を射出するタイミングを電気回路14により制御しかつ金型の1つのキャビティ7aに対して両側から樹脂を射出して製品を成形する。
(もっと読む)
射出モールド成形システム用の射出ノズルに取付ける加熱シリンダ
【課題】射出モールド成形機のノズルにおける溶湯温度の管理のためにノズルに取付けられる加熱システムを、余計なスペースをとらず、費用を節減できるように改良することである。
【解決手段】射出モールド成形システム用の噴射ノズルに取付けられる中空加熱シリンダの外側に、細長い加熱カートリッジを螺旋状に巻きつける。この加熱カートリッジは互いに電気的に絶縁された第一および第二の電気的に加熱できる熱導体を有し、それらの熱導体は加熱カートリッジの長手方向の実質的に異なる領域に配置されるように、すなわち、第一の加熱カートリッジは噴射ノズルのマウス領域を加熱するために、また第二の加熱導体は噴射ノズルの軸領域を加熱するために配置される。
(もっと読む)
射出成形金型
【課題】溶けた樹脂が内部を通過するゲートノズルやマニホールドの熱が、これらを囲うマニホールドプレートや同バックプレートに流出しにくくし、樹脂の温度低下を防いで安定した成形が行える射出成形金型を提供する。
【解決手段】マニホールド2と、当該マニホールド2を空間sを挟んで囲むマニホールドプレート7およびマニホールドバックプレート11と、マニホールド2に基端側を支持され且つ空間sを通ってマニホールドプレート7に設けた貫通孔8を貫通するゲートノズル20と、当該ノズル20の外周に巻き付けたバンドヒータhと、ゲートノズル20の基端側とマニホールドプレート7の貫通孔8の内周との間に配置したノズルバックアップリング32と、ゲートノズル20のフランジ27(基端側)とノズルバックアップリング32との間に挟持した耐熱性の断熱リング30と、を含む、射出成形金型1。
(もっと読む)
熱可塑性樹脂の表面改質射出成形用金型
【課題】成形機の改造などが不要であり、標準の成形機を用いて、比較的高価な金属錯体などの改質用材料をロスなく、高濃度で、効率的に成形品表面に析出することのできる熱可塑性樹脂の表面改質射出成形用金型を提供する。
【解決手段】この発明による熱可塑性樹脂の表面改質射出成形用金型10は、内部に、溶融状態の樹脂を保持可能で、保持された溶融樹脂2の適宜部分に、高圧ガスまたは超臨界流体に溶解した金属錯体、金属アルコキシドまたはその変性物からなる改質材3を注入・保持可能な溶融樹脂保持部30を備えている。
(もっと読む)
射出成形用金型及び該射出成形用金型を用いて射出成形されたゴム製品
【課題】ホットランナーを流れるゴムの早期加硫を防止しながらも、キャビティに充填されたゴムの加硫時間を短縮することもできる射出成形用金型を提供する。
【解決手段】射出成型用金型を、ホットランナーR1〜RM(Mは1以上の任意の整数)が設けられたものとして、ホットランナーRm(mは1以上でM以下の整数)の末端部に、ホットランナーRmの末端部よりも細い複数のゲートGm,1〜Gm,N(ただし、Nは2以上の整数)を設けた。同一のホットランナーRmの末端部に設けられたゲートGm,1〜Gm,Nのゴム射出口は、キャビティ形成面における半径10mm以下の領域に配すると好ましい。
(もっと読む)
人工爪と該人工爪を形成する方法
【課題】本発明は、人工爪と人工爪の形成の方法に関する。特に、本発明は注入モールドによる人工爪の形成の方法と、その方法によって形成される人工爪に関する。
【解決手段】該人工爪は第一の区分と第二の区分で形成される。該第一の区分と該第二の区分は相互に隣接している。該区分のうちの一つは人工爪の前方末端部を定義し、又、所定量の加熱された材料を、圧力をかけてノズルから湯口へ注入し、キャビティゲートを通して、モールドキャビティに入れることによって形成できる。もう一つの区分は、別の量の加熱された材料を、圧力をかけてノズルからもう一つのキャビティゲートを通して、モールドキャビティに入れることによって形成される。
(もっと読む)
射出成形用開ループ圧力制御
【課題】溶融体の流れを均衡するための自動調整バルブを持つ射出成形システムを開示する。
【解決手段】自動調整バルブは、ホットランナーシステムを通る溶融体の流量を均衡するように形成された制御ロッドを含む。自動調整バルブは、注入圧力又はホットランナーシステム内の溶融体の圧力、及び外力デバイスが提供する予め設定された力に反応する。自動調整バルブは、開ループシステムであり、溶融体の流れを調整するために、センサによる圧力の計測もプロセッサからのフィードバックのいずれも必要としない。自動調整バルブは、溶融体がバルブの制御面に及ぼす圧力の変化に対し、上方/下方に「急速作動」することによって機械的に反応し、これによって溶融体の流れを減少/増大する。自動調整バルブは、溶融体の圧力に影響を及ぼす、溶融体の粘度の増大/減少、溶融体の温度の変化、及び/又は金型キャビティの大きさ等の条件を、プロセス装置を使用することなく、補償する。
(もっと読む)
射出成形ノズル、特に射出成形工具に設置するためのホットランナーノズル
射出成形ノズル、特に射出成形工具(11)に設置するためのホットランナーノズル(7)であって、前記射出成形工具はその構成いかんによってより多数のプレートを有し、その固定された工具側(I)に少なくとも1つのバックプレートまたは工具取付け用プレート(4)ならびに1つの分配プレート(5)、およびその成形側(II)に少なくとも1つの、成形キャビティー(3)にノズル先端(8)が設置されるキャビティー・プレート(2)を有している。ホットランナーノズル(7)がハウジングカラー(11)および、同軸の材料パイプ内の、ノズル先端(8)に開口する溶融物用のフローダクト(9)とともに形成され、ならびに加熱装置(16)および/または冷却装置、および温度センサ(17)との接続部を有している。分配プレート(5)からの漏れを防ぐためのシールを成形側(II)から取り付けられている射出成形ノズル(7)が射出成形工具(1)に取り付けられている。  (もっと読む)
(もっと読む)
射出成形鋳型内に配置するための射出成形ノズル、特にホットチャネルノズル
射出成形鋳型(11)内に配置するための射出成形ノズル、特にホットチャネルノズル(7)であって、前記射出成形鋳型が、構成に応じて多くのプレートを備え、前記射出成形鋳型の固定側(I)に少なくとも1つの背面もしくは鋳型固定プレート(4)とフィードプレート(5)とを有し、そして前記射出成形鋳型の可動分離側(II)に少なくとも1つのキャビティプレート(2)を有し、該少なくとも1つのキャビティプレートのモールドキャビティ(3)にはノズル先端(8)が使用され、ホットチャネルノズル(7)が、ノズル先端(8)から離間した前記ホットチャネルノズルの後端に、ハウジングカラー(11)が設けられた中空体状のフランジハウジング(18)を有し、該中空体状のフランジハウジングが、ノズル先端(8)に通じる材料溶融物用の流路(9)を有する材料管(20)を収容し、またヒータ(16)および/もしくはクーラ用のならびに温度センサ(17)用の接続部を備え、材料管(20)の後端が、その外周面の限定的な長さ部分(21)にわたりフランジハウジング(18)の内周面と一体的に結合されている射出成形ノズル。  (もっと読む)
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。一実施態様において、その方法は、複数の金型キャビティへ第1の材料の第1回ショットを同時に送出するステップと、(14a〜14i)、第1回ショットの送出のステップ中に対応するキャビティへ送出される材料の容積または流量を示す特性を、それぞれのキャビティについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティへ同時に送出するステップと、を提供する。 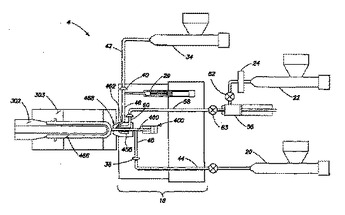 (もっと読む)
(もっと読む)
射出成形ノズル及びこのノズル用の先端部
【課題】射出成形ノズルアッセンブリ(100)用の射出成形先端部(3)を提供する。
【解決手段】本発明の射出成形先端部は、第1端の入口(4a)と、第2端の少なくとも一つの出口(4b)と、入口(4a)と出口(4b)との間の流路(4)とを含む。第1端と隣接した、先端部(3)の第1部分(26)は第1直径を有し、第2端と隣接した、第2部分(31)は第2直径を有し、第1部分と前記第2部分との間の中央部分(29)は、第1直径及び第2直径よりも大きい直径を有する。更に、射出成形先端部を開示する。 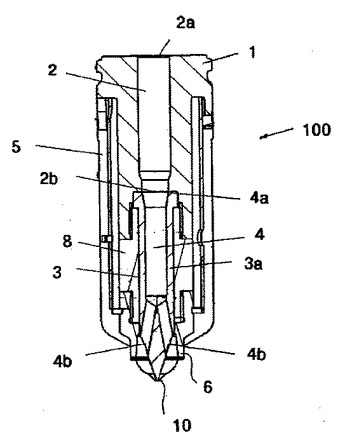 (もっと読む)
(もっと読む)
樹脂板の射出圧縮成形装置及びその装置を用いて部品と一体化した樹脂板を製造する方法
【課題】自動車用窓材における樹脂の回り込み不良の発生や、溝部でのウエルドやエアー溜り等を解決するために、自動車用窓材の内面の樹脂部に連結するフック部を一体成形するための樹脂板の射出圧縮成形装置を提供する。
【解決手段】固定型1及び可動型2からなるキャビティに溶融樹脂を加熱・保温しながら注入するためのランナー部5とホットランナー部4を該固定型1の中央部より略端部にかけて配置し、且つ、該固定型1及び該可動型2のいずれか一方の略端部に位置するスライド堰部3と、成形品の片面がアンダーカット部となる部品を一体成形するための可動ゴマとを備える樹脂板の射出圧縮成形装置。溶融樹脂がフック部を通過する前後にフック部を形成するコアあるいはキャビティ部の容積を瞬時に可変させることにより、フック部への樹脂の回り込み不良(ヒケ)やエアー溜りの発生を防ぐことができる。
(もっと読む)
ホットランナノズル
本発明は、流動性材料用の少なくとも1つの流路(30)が材料管(20)内に構成されている射出成形金型用のホットランナノズル(10)に関する。さらに、このホットランナノズル(10)には、前記流動性材料用のヒータ(40)と、前記ヒータ(40)の領域に配置され、かつ、材料管(20)に固定された温度プローブ(50)とが装備されている。この配置およびホットランナノズルの簡単な構造によって、特に材料管(20)の終端領域において、耐久性を有して確実にかつ低コストでホットランナノズル(10)の温度を測定および制御することが実現される。  (もっと読む)
(もっと読む)
射出機用ホットランナーシステムのノズル結合構造
【課題】ノズルの耐久性増大を図ることができる射出機用ホットランナーシステムのノズル結合構造を提供する。
【解決手段】樹脂が移動する樹脂注入孔が内側に形成され、前記樹脂注入孔の端部にノズル取付け孔が設けられたマニホールドと;前記マニホールドのノズル取付け孔に挿合されるピストンガイドブッシュが上端に形成され、前記マニホールドの樹脂注入孔と連通して樹脂を金型の内部に吐き出すノズルと;前記ノズルのピストンガイドブッシュの上端を取り囲んで螺合され、上端が前記ノズル取付け孔の内径より小さな直径を持って前記マニホールドのノズル取付け孔に挿入されるマニホールドガイドブッシュと;前記マニホールドガイドブッシュをノズル取付け孔に固定するために、マニホールドガイドブッシュの外周面を収容し、マニホールドのノズル取付け孔に締結される固定ブッシュと;を含んでなる。
(もっと読む)
101 - 120 / 189
[ Back to top ]