
Fターム[4F202CK03]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | ランナー、スプルー (1,536) | ホットランナー、ランナーレス (189)
Fターム[4F202CK03]に分類される特許
61 - 80 / 189
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
成形型

【課題】合成樹脂材料からなる転がり軸受けの保持器等の円環状部品を「多数個取り」により製造する成形型であり、高速充填、かつ、低圧圧縮射出成形法を用いて、真円度、反り、倒れ等について高精度の成形を行うことができ、かつ、ウェルド接合部の強度不足が改善され、ハイサイクル成形が可能な成形型を提供する。
【解決手段】複数の円環状キャビティCを形成する上型A及び下型Bと、溶融樹脂の供給路となるをホットランナー11と、各キャビティC内を圧縮する円環状圧縮入れ子とを備え、各キャビティCは、溶融樹脂が充填された後、上型A及び下型Bを型締めした状態においてオーバーフローランナー13によって連通され、各キャビティC内が圧縮されるとき、オーバーフローランナ13ーによりウェルド付近のトンネルゲート9が連通され、各キャビティC内の圧力が一定に保たれる。
(もっと読む)
モールド成形用金型
【課題】
ロータリー式射出成形用のモールド成形用金型のホットランナー部内の圧力上昇を抑え、溶融プラスチック材の漏出などを防止する。
【解決手段】
ホットランナー部に連通した減圧用空間部と該減圧用空間部内に移動可能に設けられたピンと該ピンに連結されたエアシリンダーとを有し該減圧用空間部またはホットランナー部内の圧力に対応して該エアシリンダーにより該ピンを移動させる減圧手段を備え、溶融プラスチック材がホットランナー部及び成形体用空間部に充填された状態でホットランナー部の圧力が増大するとき、上記減圧手段の減圧用空間部内で上記ピンを後退移動させて該減圧用空間部の該ホットランナー部に連続した部分の容積を増大させる構成とする。
(もっと読む)
射出成形用金型
【課題】ハウジングブッシュの内面にガラスブッシュを一体的に接合したホットランナハウジングを得る。
【解決手段】射出成形用金型4は、ホットランナノズル18の外周面を囲み当該ホットランナノズル18の先端側に射出ゲート部50が設けられたハウジングブッシュ52と、当該ハウジングブッシュ52の内面に一体的に接合されガラス材料からなるガラスブッシュ54と、を有するホットランナハウジング30を備える。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のないシートが所定の形状・位置に維持されながら埋設された樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型であるキャビティ型21と、キャビティ型21との分割面25が形成されると共に可動型であるコア型22と、コア型22内を型締め方向に前進後退可能なスライドコア型23とを備えている。キャビティ型21には第1型面27が形成され、第1型面27のほぼ中央には、椅子10の第1樹脂部14を形成する第1樹脂35が射出される第1ゲート30が設定されている。コア型22には、第3型面56が形成され、第3型面56の中央に、椅子10の第2樹脂部15を形成する第2樹脂45が射出される第2ゲート40が設定されている。スライドコア型23には、第2型面28が形成されている。
(もっと読む)
レンズ成型金型
【課題】本発明は、成型屈折率を容易に測定することができる、レンズを成型する成型金型を提供することを目的とする。
【解決手段】1つの可動側金型及び1つの固定側金型を含むレンズ成型金型において、前記可動側金型は、1つのランナーと、1つの主スプルと、を含み、前記固定側金型は、前記固定側金型の成型面に形成される少なくとも2つのキャビティと、前記キャビティを貫通する少なくとも2つの分岐スプルと、前記主スプルに対応するように形成される1つのホットランナと、を含み、前記ホットランナは、互いに垂直する2つの平面を含むことを特徴とするレンズ成型金型。
(もっと読む)
金型および光学用平板部材の製造方法
【課題】光学性能に優れた光学用平板部材(光拡散板や導光板等)を効率よく成形できる金型を提供する。
【解決手段】キャビティ面11Aを有するコアプレート11と、コアプレート11に形成された挿嵌孔11Bに挿嵌され、キャビティ面11Aに連通するゲート12を有するゲートブッシュ100と、ゲートブッシュ100に保持され、ゲート12を介して溶融樹脂を供給するホットランナー300と、コアプレート温度検出手段114と、ゲートブッシュ温度検出手段112と、コアプレート温調手段520と、ゲートブッシュ温調手段530と、ゲートブッシュ温度検出手段112により検出された温度をTbuとし、コアプレート温度検出手段114により検出された温度をTcaとして、−20℃≦Tbu−Tca≦15℃の範囲内となるように、コアプレート温調手段520およびゲートブッシュ温調手段530を制御する制御手段500とを備えている。
(もっと読む)
側方噴射用ホットランナーノズル
本発明は、ノズル本体の外周面上に外向きに突起する、1つ以上の先端要素(3、3’)を備える多部品からなるノズル本体を有する、プラスチック部品の側方噴射用ホットランナーノズルに関する。このホットランナーノズルは、このノズル本体が、軸方向側面が設けられたノズル本体基部(2)を含み、該軸方向側面には、少なくとも1つの先端要素(3、3’)または複数の先端要素(3、3’)を配置および部分的に受容するために軸方向側面上に分布するように配置された、少なくとも1つまたは複数の凹部(5、14)が設けられており、該先端要素(3、3’)は、ノズル本体締め付けディスク部(6)によってノズル本体基部(2)の軸方向側面上に押しつけられることを特徴とする。 (もっと読む)
射出成形用ホットランナ金型のバルブゲート
【課題】駆動手段の往復作動によってバルブを開閉するバルブゲートで、バルブ閉時のゲートカット高さ、バルブ開時の流量などを調整する。また、閉作動時にバルブゲート先端内部の材料が急激に圧縮され、内圧が上昇するのを防止する。また、バルブが正常に作動できなくなった場合に駆動部分の破損を防止する。
【解決手段】バルブ体41の駆動手段として電動駆動手段を用いる。電動シリンダ121の駆動によってバルブ体41が上下に作動し、ゲート穴15を開閉する構造において、電動シリンダロッド125の前進後退位置を位置決めすることにより、バルブの閉位置、開位置を調整することができる。また、各作動位置での作動速度および推力を制御することができる。さらに、バルブ作動の過負荷を検出して駆動を停止することができる。
(もっと読む)
同時射出成形装置及びこれに関連するホットランナノズル
【課題】異なる溶融体を適切に分離するとともに、装置の製造、組み立て、及び動作を簡単にして、バルブスリーブ部材又はバルブピン部材をキャビティゲートと位置合わせできる同時射出成形装置を提供する。
【解決手段】マニホルド112と、このマニホルドに連結されたノズル116と、このノズル内に配置されており、ノズルとの間に外側溶融体チャンネルを形成するスリーブ124と、このスリーブ内に配置されており、このスリーブとの間に内側溶融体チャンネルを形成するピン126と、スリーブと接触する位置合わせ部分を持つノズルチップと、を備えている。スリーブを動作させ、外側溶融体チャンネルとキャビティゲート138との間の溶融体の連通を開閉する。ピンを動作させ、内側溶融体チャンネルとスリーブの開口部との間の溶融体の連通を開閉する。位置合わせ部材は、スリーブの動作範囲に沿ってスリーブをキャビティゲートと位置合わせする。
(もっと読む)
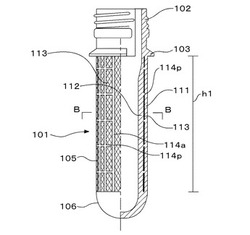
プリフォーム及びプリフォームの作製用の金型スタック
【課題】従来のプリフォームでは、ゲート部の球状の形状が赤外光線の屈折角のばらつきを引き起こすため、再加熱プロセス中のプリフォームの不均一加熱をもたらす。
【解決手段】本発明の実施の形態によれば、プリフォーム300、400、900及びプリフォーム300、400、900の作製用の金型スタック600、1000が提供される。例えば、後続のブロー成形に適したプリフォーム300、400、900が提供される。プリフォーム300、400、900は、ネック部302、402、902と、ゲート部306、406、906と、上記ネック部302、402、902及び上記ゲート部306、406、906間に延びる本体部304、404、904とを備え、ゲート部306、406、906は実質的に円錐形の形状を伴う。例示的な実施の形態では、実質的に円錐状の形状は、ブロー成形プロセスの再加熱段階中に用いられる光線206の屈折角を実質的に均一にするように選択される。  (もっと読む)
(もっと読む)
外観面を備える製品の射出成形金型装置、外観面を備える製品の射出成形方法及びその射出成形方法で成形された樹脂成形品。
【課題】外観上支障となるフローマーク等の外観不良の発生のない外観面を備える製品の射出成形金型装置、外観面を備える製品の射出成形方法及びその射出成形方法で成形された樹脂成形品を提供する。
【解決手段】成形品外観面側形成部と成形品裏面側形成部によって形成されるキャビティ3に固定側金型部材側に配備されたダイレクトゲート7及びホットランナ8によって供給される溶融した熱可塑性の樹脂材料を射出し、充填して射出成形が行われる。
(もっと読む)
射出成形ノズル
本発明は、少なくとも2本の材料管20を備え、この各材料管20内に流動性物質用の流路30が形成されている、射出成形装置用射出成形ノズル10に関する。各材料管20は端側に、流動性物質用の少なくとも1つの出口34を有するノズルチップ32を備え、かつ外周側にヒータ40を備えている。共通の1つのケーシング50内に配置された材料管20を収容するための、互いに接近して並べて配置された独立した切欠き60により、均一な伝熱特性および温度分布特性を有する多数のノズルチップ32が狭い空間に収納されるので、最小のキャビティ間隔が実現可能である。 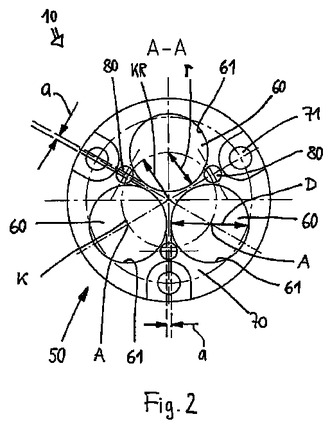 (もっと読む)
(もっと読む)
射出成形方法および射出成形型
【課題】ホットランナー構造を有する射出成形型において、成形生産開始当初の1ショット目の成形不良を良品にするための射出成形方法および射出成形型を提供する。
【解決手段】射出成形型において、固定型1のホットランナーの樹脂流入口6に逆流防止弁7を設け、ホットランナーの樹脂流出口8にバルブゲート9又は逆流防止弁を設け、射出成形生産の終了で樹脂押出機を射出成形型より分離させる前に、固定型1のホットランナー樹脂流入口6をすべて閉じた後、樹脂流入口6のすべてを逆流防止弁7により閉じ、樹脂押出機によりホットランナー内の樹脂圧力を40Mpa〜80Mpaに保圧し、樹脂押出機を射出成形型より分離し射出成形型を冷却することによりホットランナー内を減圧し、ホットランナー内に残存する仕掛かり樹脂の体積収縮を縮小し、ホットランナー内に発生するスキマを少なくするようにした。
(もっと読む)
射出成形金型及びそのエアー抜き方法
【課題】射出成形において、キャビティ内のエアーを効率的に除去し、高精度でばらつきの少ない成形品を製作することのできる射出成形金型及びそのエアー抜き方法を提供する。
【解決手段】キャビティと連通し、かつ、射出成形機のノズルと連通可能な複数のホットランナーノズルを備えた射出成形金型において、複数のホットランナーノズルのうちの少なくとも1つを、射出成形機のノズルとは連通しないエアー抜き用ノズルとして構成した。また、型閉完了時に、ホットランナーノズルおよびエアー抜き用ノズルの加熱手段を共にオンし、射出成形に伴い充填が完了すると、エアー抜き用ノズルの加熱手段のみオフし、保圧が完了すると、ホットランナーノズルの加熱手段もオフする。
(もっと読む)
合成樹脂製パレット用金型構造
【解決手段】エジェクターボックス密閉空間A1及び可動金型7と固定金型12とにより形成されたキャビティCに、圧縮ガスが注入された状態で、キャビティに、溶融樹脂を射出することにより、無発泡表面層と内部発泡部とからなるスキッドS’を成形するための合成樹脂製パレット用金型構造であって、溶融樹脂の合流領域に位置する可動金型及び固定金型の硬度(ロックウエル硬度)を、他の部分の硬度より、大きくしたものである。
【効果】溶融樹脂の合流領域に位置する可動金型及び固定金型の硬度(ロックウエル硬度)を、他の部分の硬度より、大きくしたので、可動金型及び固定金型の合流領域部分の変形を防止することができ、従って、ばりの発生を防止することができる。
(もっと読む)
二色成形品の成形方法並びに成形金型
【課題】射出成形工法を採用した二色成形品の成形方法並びに成形金型であって、見切りライン付近の絞流出を防ぎ、外観性能を高める。
【解決手段】成形金型40における成形上型50は、ドアトリムアッパー側上型51と、ドアトリムロア側上型52の分割構造とし、ドアトリムロア側上型52は、ガススプリング54を介して支持プレート53aに支持され、かつ外周シリンダ63の動作によりドアトリムアッパー側上型51に対してドアトリムロア側上型52を上方に押し上げて、両者間に段部56を形成し、この段部56における金型側面51aに成形下型60に配置した分割ブロック82のシール面83を摺接シールすることで、分割ブロック82が金型の製品面に触れることなく、第1のキャビティC1と第2のキャビティC2とを区画する。
(もっと読む)
射出成形金型
【課題】インシュレーテッド方式の射出成形金型として、成形物の色替え等のためにランナー成形物を取り出す際、作業を極めて能率よく行え、トピード尖端部の損傷や変形を生じる懸念がなく、保全コストを低減できるものを提供する。
【解決手段】固定側金型Fの金型本体1にはランナーRからキャビティCのゲートGに至るスプルーS2が設けられ、ゲートGが常時開放のオープンゲートをなし、スプルーS2がランナーR側の非加熱部S2aとゲートG側のヒーター4による加熱部S2bとからなり、射出成形後に取付プレート2と金型本体1とを開離する際に、スプルーS2の非加熱部S2a内の固化樹脂Roが加熱部S2b内の溶融樹脂Reから分離してランナー成形物RMと一体に金型本体1から離脱するように構成されてなる。
(もっと読む)
ほぼ円筒形の物体を加熱するための電気加熱器
本発明は、少なくとも一つのほぼ円筒形の支持体(12)とその支持体上に取り付けられた少なくとも一つの熱伝導体ベルト(28)とを備えた、ほぼ円筒形の物体(12)を加熱する、特に、ホットランナーシステム用ホットランナーノズル(10)を加熱するための電気加熱器(22)に関する。加熱器の早期故障の原因を低減するために、各熱伝導体ベルト(28)は、支持体(12)のほぼ軸方向(A)に延びており、熱伝導体ベルト(28)は、その電気抵抗よりも低い電気抵抗の導電性ベルト(30)によって互いに電気的に接続されており、各導電性ベルト(30)が、支持体(12)のほぼ接線方向(T)に延びているものと規定している。  (もっと読む)
(もっと読む)
射出成形金型におけるバルブピンの駆動装置
【課題】 キャビティに溶融樹脂を充填するゲートの開閉用バルブピンの駆動装置の高さを低くして深絞りの成形品を得るための深いキャビティを設けている金型であっても、射出成形機のダイプレートに装着して使用できるようにする。
【解決手段】 射出成形金型における固定型1の型板1a上に配設したホットランナーブロック3を貫通して固定型板1aに設けているゲートブッシュ6に進退自在に挿入されたバルブピン10の駆動用シリンダ11を上記ホットランナーブロック3上に設置することなく、これより低い位置の固定型板1a上に設置すると共に、このシリンダ11のピストンロッドと上記バルブピン10の頭部とを長さ方向の中間部を支点として回動するレバー12により連結して、シリンダ11の作動によりレバー12を介してバルブピン10を直進方向に進退動させるように構成している。
(もっと読む)
61 - 80 / 189
[ Back to top ]