
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
701 - 720 / 844
車両用樹脂製部品及びその製造方法
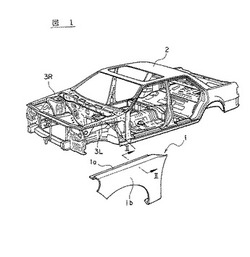
【課題】部品点数を増加させることなくエネルギ吸収性能に優れ、また塗料焼付け時の熱変形も防止できる車両用樹脂製部品を提供する。
【解決手段】車両2を構成する樹脂製フロントフェンダ1であって、車両に組付けた状態において負荷が作用する取り付け部1aに、当該負荷方向に沿って配向した強化繊維を含有する。
(もっと読む)
光学レンズの成形金型

【課題】心取りなしに所定の形状に成形することができる光学レンズのプレス成形金型を提供する。
【解決手段】胴型内において筒状枠型が、上型の胴体の先端が小径部として縮径されて下型の胴体と小径部の胴径の違いで生じた段差環面に、小径部及び下型の成形面上にセットされたレンズ素材を囲み込むように脱着可能に設けられている。
(もっと読む)
射出成形用金型および射出成形方法、ならびにテープリールおよびテープカートリッジ
【課題】 サイクルタイムを長くする必要がないため生産性に影響を与えず、所要の表面に微小凸部の形成を防止できる射出成形用金型、ならびにその射出成形用金型を用いて成形されるフランジ部材を備えるテープリールおよびテープカートリッジを提供することを目的とする。
【解決手段】 第1の金型と第2の金型とを備え、型締め時に、前記第1の金型の第1成形面と、前記第2の金型の第2成形面とで囲まれる成形用キャビティを形成する射出成形用金型であって、前記第2の金型は、前記第2成形面から突出自在の押し出しピンを有し、前記第1の金型は、前記成形用キャビティを挟んで前記押し出しピンに対向する部位に、前記第1成形面から突設された微小凹部形成部を備えることを特徴とする。
(もっと読む)
ヘッドレストの製造方法及びヘッドレストカバー並びにヘッドレストの発泡成形型。
【課題】
ウレタンの発泡後における開口部の変形やウレタンのはみ出しがなく、美観及び歩留まりが向上されたヘッドレストを提供すること
【解決手段】
カバー101内部に発泡原液を注入し発泡させるヘッドレスト100の製造方法であって、カバー101は注入開口105を有し、その内部に発泡した弾性部材104が充填される袋状の本体部と、注入開口105から延在して設けられ注入開口105の一周に亘って帯状に形成され注入開口105において本体部の内側に折り込まれた環状帯部106とを備え、カバー101を発泡成形型200に装着し、本体部に注入開口105から発泡原液を注入し、環状帯部106の注入開口105の反対側端部が閉じるように、環状帯部106の内周側の注入開口105側端から外れた位置において互いに離れる方向に力を加え、力を加えた状態において発泡原液を発泡させる。
(もっと読む)
自動車用内装部品
【課題】発泡樹脂基材とその裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品において、製品の意匠面凸部の外観性能を高めるとともに、剛性を強化する。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22との積層構造体から構成され、発泡樹脂基材21に形成されるシャープなハイライト線等の意匠面凸部20aの成形時、成形下型42の溝部424において、意匠面凸部20aに対応する箇所は、溝幅が狭く、かつ溝深さが浅いR部対応溝部424aを設定することで、発泡樹脂シートSがR部対応溝部424a内に落ち込むことがなく、意匠面凸部20aを精度良く成形できる。
(もっと読む)
ランプ
【課題】電灯と、前記電灯が取付けられるソケット部4a、および該ソケット部4aの外周縁からフランジ状に突出するフランジ部4bを有し、樹脂によって予め一体形成されたハウジング4と、前記フランジ部4bの外縁に突合せられ、前記フランジ部4bに固定され、前記電灯3が発する光を透過するレンズ部2とを備えてランプを形成するにあたり、一連の射出工程で簡単に製造する。
【解決手段】一次製品であるハウジング4に、レンズ部2に嵌合する嵌合凸部4eを形成し、該嵌合凸部4eに形成のテーパ部4fとレンズ部2側に形成のテーパ部2fとを面接触させ、これにより、嵌合凸部4eの嵌合が容易に行えながら、二次射出圧をテーパ接触する係合凸部4eで受けるようにして変形防止をした。
(もっと読む)
発泡ゴムローラ、発泡ゴムローラの製造方法及び成形金型
【課題】 下駒の貫通孔の流路形状を考慮した金型・駒の構造とすることで、直径が2mm以上の比較的大径のボイドの発生が減少しゴムローラの性能を維持することが可能な発泡ゴムローラ、該発泡ゴムローラの製造方法及び成形金型を提供することにある。
【解決手段】 円柱状のキャビティーを有する金型本体とその接続の駒と受け部材とを用いる軸付発泡ゴムローラの成形金型であって、
該駒は、上駒と下駒からなり、該下駒が該金型本体とを連結すると共に発泡樹脂原料が通過する貫通孔と、梁形状である該芯金の支持体を2つ以上有し、
且つ、該支持体の平面形状の幅が該キャビティー内径の1/24〜1/7、縦横比は6:1〜1:1であり、該下駒の貫通孔の開口率を該キャビティーの流路断面積に対して55%以上78%以下としたことを特徴とする軸付発泡ゴムローラの成形金型、該発泡ゴムローラの製造方法及び発泡ゴムローラ。
(もっと読む)
足なり形状を有した射出成形用靴型及びこの射出成形用靴型を用いた靴の製造方法
【課題】 裸足感覚で履くことのできる射出成形靴を得る為の射出成形用靴型
を提供し、この靴型を用いて射出成形靴を製造する方法を提供する。
【解決手段】
本発明の射出成形用靴型は、互いにスライド可能な前部型と後部型からなる射出成形用靴型において、前記射出成形靴型の底面周縁と立ち上がり側面の境界部は、足なり形状を形成するための面取りが施されており、さらに、前記射出成形靴型の底面のつま先部分には、底面の長手方向に仕切り用突起を形成する為の仕切り溝を設けることもできる。また、本発明の靴の製造方法は、前記射出成形用靴型に袋状の靴甲被を吊りこみ、前記射出成形用靴型とサイドモールドとソールモールドとを型組して底用空隙部を形成し、射出成形樹脂を射出充填して靴底と靴甲被とを一体成形する。
(もっと読む)
燈体の製造方法
【課題】光源と、前記光源が組み込まれ、光源が発する光の反射面が形成された燈本体3と、光源が発する光を透光し、燈本体3に突合わされたレンズ部4と、燈本体3と前記レンズ部4との突合せ部を二次の射出工程で接着してなる燈体の製造方法を容易に実施できるようにする。
【解決手段】燈本体3の内外側面を形成する凹凸型面1a、2a、レンズ部4の内外側面を形成するための凸凹型面1b、2bを突き合わせた状態でこれら型面間に樹脂を射出して燈本体3とレンズ部4とをそれぞれ射出成形する一次の射出工程、一次の射出工程で射出成形された燈本体3を蒸着装置5を収容した凹型面2cを内側面に反射面14を蒸着させる反射面形成工程、該反射面14が形成された燈本体3をレンズ部4に突き合わせた状態で燈本体3とレンズ部4とを二次射出して一体化する二次の射出工程を備えるようにした燈体の製造方法。
(もっと読む)
ライナ成形装置、ライナ成形方法及びライナ
【課題】 ライナによる容器の密封性を従来よりも一段と向上できるライナ成形装置、ライナ成形方法及びライナを提供することにある。
【解決手段】 飲料容器用キャップ2の天板部7の内面8に位置決めされた溶融した合成樹脂材3を押圧成形手段4の押圧面6によって押圧し、天板部7の内面8にライナを成形するライナ成形装置1において、押圧面6に形成され、この押圧面6の環状凹部12まで合成樹脂材3を押し広げるように当該合成樹脂材3を放射状に押圧する突出部13を設けるようにした。従って、突出部1によって合成樹脂材3を中心部から環状凹部12まで確実に導くことができるので、一部が欠けた不完全な成形部分を有したライナを成形し難くでき、かくしてライナによる容器の密封性を従来よりも一段と向上できる。
(もっと読む)
成形部品
【課題】 外周にフランジを有する成形部品のコーティング時に特に前記フランジの根元コーナー部でのコーティング性を簡単に確保することができるとともに、成形部品の取付相手部材との干渉対策を格別に配慮する必要のない成形部品を得ること
にある。
【解決手段】 外周にフランジ1aを一体に有し、当該フランジ1aを含む表面全体にコーティングが施された成形部品1において、前記フランジ1aの根元コーナー部には、前記コーティング時にコーティング材料を前記根元コーナー部に廻り込ませるための凹部1bが設けられているものである。
(もっと読む)
プラスチック成形品及びプラスチックレンズ
【課題】 プラスチックレンズ形状に着目し、光学的機能面はその性能を低下させず、非光学的機能面は許容される範囲内でリブや構造の肉厚を変化させ、光学的機能面の変形やヒケのメカニズムを所望のプラスチック成形品そのもので制御し、光学的機能上、長尺化したプラスチックレンズの変形やヒケという問題に対し従来技術を用いながら、高精度プラスチック成形を具現化するプラスチック成形品を提供する。
【解決手段】 少なくとも一面以上の高転写性が求められる機能部Aと、その機能部Aに隣接している少なくとも一面以上の非機能部Bを有するプラスチック成形品1において、前記機能部Aとそれに隣接する前記非機能部Bに直交する任意断面で、前記機能部Aと前記非機能部Bの肉厚比を一定にした。
(もっと読む)
物体の表面構造
【課題】 本発明は、意匠はほとんど変わらないが、触ったときの感触を異ならせることができ、結果的に、滑らかな感触を得ることができる物体の表面構造を提供する。
【解決手段】 物体(シート)12の表面13に形成した横断面が凸状の凸部14からなるシボ15を有する物体12の表面構造であって、凸部14間に狭凸部16を、凸部14の幅よりも狭く、且つ、凸部14の高さHと等しい高さ、若しくは凸部14より高さδhだけ低く形成したので、目立たなくなるとともに、凸部14と凸部14の間に位置する指の肉は、狭凸部16を押すことになり、滑らかな感触を得ることができる。
(もっと読む)
二酸化炭素注入射出成形用金型
【技術課題】 CO2注入射出成形用金型において、CO2の注入圧を保持し、かつ不純ガスがCO2に混合するのを防ぐ。
【解決手段】 キャビティ1内における樹脂流動末端部分の金型の突合せ面に、キャビティ1内と連通し、かつガスの通過を許容し、樹脂の通過は阻止する寸法に設定された隙間6を形成する。この隙間6と連通し、かつ金型の外には連通しないガス溜り8を金型内に設け、キャビティ1内から押し出された不純ガスを、前記隙間6から前記ガス溜り8内に逃がして一旦ここに封じ込める。これにより、次に注入されたCO2はキャビティ1内から金型外に逃れることができないため、キャビティ1内に注入されたCO2の圧力を一定に保持できる。また、不純ガスを注入CO2に混合させないことで、CO2の純度を維持する。これにより、成形品の可視面の転写性と光沢性を向上させることができる。
(もっと読む)
ヒンジ開閉式蓋付きカプセルの圧縮成形用成形型
区別した体積と厚さを備えて左右非対称の断面を有する圧縮成形によって物品を成形する方法であって、半流動体樹脂の投与量を成形型の凹部に導入し、プランジャーに押された物質が入り込んで塞ぐようにされた隙間を作るためにプランジャーを該凹部に挿差し、該プランジャーを取り外し、プランジャー或いは凹部に挟まっている物品を引き出すステップを含み、物品の成形を目的とした隙間が凹部に第一のプランジャーの挿差を含む第一のステップ、第一のプランジャーの挿差によって作られた隙間の部分(集積チャンバー)で作用する第二のチャンバーの作用を含む第二のステップの2つの連続したステップで作られ、物品が成形される隙間の創造を完了する。  (もっと読む)
(もっと読む)
容器の製造方法
【課題】フィルム筒形中間胴部に成形部を接着剤を用いないで一体的に結合して該胴部と該成形部の接合部にしわがない容器の製造方法を提供する。
【解決手段】筒形胴部21を被着したマンドレル26を上側成形部23および下側成形部24に対応する各空間を有する金型27に装着し、マンドレルに被着した筒形胴部の基端部と金型に囲まれた下側成形部成形空間24aを画成し、スペーサ28を金型の上側から金型に装着し、筒形胴部の先端部と金型とスペーサに囲まれた上側成形部成形空間23aを画成し、上側成形部23aと下側成形部24aをランナー29により連通し、溶融樹脂材料を上側成形部および下側成形部に注入し、中間胴部の端部外面に口部22を有する上側成形部および開口部を有する下側成形部を一体的に結合し、下側成形部の開口部を底蓋25で閉じる。
(もっと読む)
モールド、モールドを有する装置、パターン転写装置、及びパターン形成方法
【課題】新規な手法によりサイズ補正をすることができるモールド及び該モールドを有する装置を提供する。
【解決手段】モールドまたは該モールドを有する装置であって、凹凸パターンが形成されている第1の面1050と、該モールドの厚さ方向に関して、該第1の面と反対側にある第2の面1055とを有するモールド2000を備え、
且つ該第2の面に、あるいは該第1の面と該第2の面との間に設けられており、該凹凸パターンを該第1の面の面内方向に変形させるためのサイズ調整部材2010、を有する構成とする。
(もっと読む)
インサート成形方法およびインサート成形装置
【課題】成形作業を簡略化したインサート成形方法および装置を提供する。
【解決手段】インサート成形用金型41は、ターミナル10の複数の端子11〜14が挿入可能な挿入孔42を有しており、挿入孔42の開口部43近傍には当て板30が設置されている。ターミナル10の複数の端子11〜14を当て板30の先端部31に押し当てて端子11〜14の向きのばらつきを解消した上で、開口部43の拡開案内部43aに押し当て、端子の角度を挿入孔42の軸方向に調整し、挿入孔42内へ挿入する。したがって、容易にかつ迅速にターミナル10の複数の端子11〜14をインサート成形用金型41の挿入孔42に挿入することができ、成形作業を簡略化して生産性を良好にすることができる。
(もっと読む)
内嵌合容器及びその成形方法
【課題】容器本体の被嵌合部の高さ寸法を変えることなく嵌合性を向上させる内嵌合容器及びその成形方法を提供する。
【解決手段】上方に開口する開口を有する容器本体11と、前記開口を閉塞するための蓋体18とを備え、容器本体11は、雄型31と雌型38とからなる成形用金型30を用いて熱可塑性樹脂発泡シートSからプレス成形され、開口周縁に、垂直に立設された被嵌合部15と、該被嵌合部15の上端から外側に突出する鍔部16とを備え、容器本体11の被嵌合部15に蓋体18に設けた嵌合部20を内嵌合するようにした内嵌合容器10であって、容器本体11の被嵌合部15と鍔部16との裏面角部Cに、プレス成形により形成された凹陥溝17が設けられている。
(もっと読む)
ロール成形型及びロール成形方法
【課題】表面模様の管理が容易であり且つ低コストで実現できるロール成形型及びロール成形方法を提供する。
【解決手段】所定の表面模様を有するロールを成形するロール成形型であって、ゴム硬度がJIS Aで50〜70°であり且つ使用する離型剤に対して実質的に膨潤しないシリコーンゴムからなり内周面に前記表面模様をロールに転写するための転写模様を有する第1の型1と、この第1の型を内部に保持する金型からなる第2の型2とを少なくとも具備する。
(もっと読む)
701 - 720 / 844
[ Back to top ]