
Fターム[4F202CK53]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747)
Fターム[4F202CK53]の下位に属するFターム
サイドコア、スライドコア (454)
コレット式コアによるもの (16)
回転コア(←ネジ状部材の離型目的) (69)
Fターム[4F202CK53]に分類される特許
141 - 160 / 208
カセット式金型

【課題】金型製作を簡素化するようにしたカセット式金型を提供する。
【解決手段】固定側金型(2)に着脱される固定側カセット(6)と、可動側金型(3)に着脱される可動側カセット(14)と、前記可動側金型に設けられるエジェクタ機構部(16)と、前記エジェクタ機構部に着脱されるコマ(21)とを備え、固定側カセット(具体的にはキャビティ8)と可動側カセット(具体的にはコア23)とコマとによって成形品造形部(24)を形成すると共に、エジェクタ機構部に取付けられたコマで成形品を押出すことによって成形品を可動側金型から離型させる。
(もっと読む)
アンダーカットコアエジェクター装置及び成形金型

【課題】アンダーカットコアを正確に位置決めすることができ、耐久性及び製作容易性に優れたアンダーカットコアエジェクター装置を提供する。
【解決手段】アンダーカットコア21を備えたコアピン22と、コアピン22に設けられた爪部材嵌合部22cと、コアピン22を内周面で支持し、長手方向に沿って設けられたスリット23cを有する円筒状のガイドスリーブ23と、ガイドスリーブ23のスリットを貫通してコアピン22の爪部材嵌合部に嵌合する爪部材31cを備えた摺動板31と、を有し、摺動板31をエジェクター板6bに摺動自在に係合させ、このエジェクター板を樹脂成形品10の突き出し方向に移動させることによって、コアピン22を進出させると共に、コアピン22のアンダーカットコア21を樹脂成形品10のアンダーカット20と離脱させるようにする。
(もっと読む)
射出成形用金型
【課題】連続成形時に樹脂注入口あるいはスプールに付着する大きなコールドスラグを確実に捕捉することで、ランナーやゲートの詰まりを防止することができ、成形不良を低減できるスライドコア方式の射出成形用金型を提供する。
【解決手段】逆テーパの断面形状を有する樹脂溜まり7をスプール6直下の第一の金型1の天面に設けており、樹脂注入口やスプール6の内壁に付着する大きなコールドスラグを前記樹脂溜まり7で捕捉することができるため、ゲート9の詰まりを防止して成形不良を低減することができる。さらに前記樹脂溜まり7を第一、第二の下金型1および2と上金型3を分離するときに干渉しない構造とすることで、成形品取出しのため金型を分離するとき樹脂溜まり7による成形部が金型の分離に干渉しないため、成形物11が破損することがなく、金型のメンテナンス頻度を少なくすることができる。
(もっと読む)
光学レンズ射出成形用金型
【課題】光学レンズの光学面を成形する光学成形用入子の温度低下を抑え、良好な転写性を実現すること。
【解決手段】可動入子(光学面成形入子)10の熱伝導率をλ(W/m・k)とし、溶融材料が充填されるキャビティ50側における可動入子10と可動型板(型板)20との隙間をX(mm)をすると、λ及びXが以下の関係式を満たすように光学レンズ射出成形用金型の構造にする。
1.7≦λ≦3.2
0.010≦X≦0.025
(もっと読む)
情報記録ディスク基板の突出離型方法
【課題】金型により成形した情報記録ディスク基板や固定型のスタンパに、ゲートカットにより生じたバリ屑が離型時に付着して成形不良となることを型開後の突出離型操作により防止する。
【解決手段】射出成形した情報記録ディスク基板を型開して可動型から突出離型するにあたり、型開をスプルブッシュ内に突き出したポンチを元の位置に戻して、ポンチ先端面に付着したランナのゲートカット部位を、ディスク基板の中央穴内に位置させてから行う。型開後の突出離型を、キャビティ型面の突出スリーブによるディスク基板の突出離型、スプル突出ピンによるランナのポンチ先端面からの突出離型の順に行う。ランナの突出離型後に突出スリーブをキャビティ型面に戻してランナをディスク基板の非信号面側に位置させる。
(もっと読む)
射出成形金型および射出成形方法
【課題】均一な耐熱性、耐薬品性を有し、成形品が変形することなく短時間での成形を可能とする射出成形金型と該金型を用いた射出成形方法を提供する。
【解決手段】キャビティ本体とキャビティの一部を形成する入れ子とで構成される金型であり、入れ子が以下のA〜Cの3要件を満足するものである射出成形金型と、該金型を用いて、入れ子を金型外で成形する樹脂のTgよりも高い温度に温度調節して後、入れ子を金型にセットし射出成形する射出成形方法。
A.金型から取り外し可能な構造を有していること。
B.樹脂に接した部分で必要な固化速度を調整可能な温度調節機能を有していること。
C.金型内に設けられたエジェクター手段によって、入れ子をキャビティ内に突き出す
ことにより、入れ子と共に成形品を取り出す構造を有すること。
(もっと読む)
射出成形品および熱溶着射出成形品の製造方法
【課題】射出成形法により得られる大型成形品の結晶化度をコントロールされた状態下で成形された射出成形品を提供すること、さらに該射出成形品を利用して溶着強度とガスバリア性に優れた溶着射出成形製品を製造する方法を提供すること。
【解決手段】金型のキャビティ温度を射出成形する熱可塑性樹脂のTg+10℃以上に温度調整し、ショット毎に取り外し自在な入れ子を該熱可塑性樹脂のTg−10℃以下に温度調整して、射出成形後の結晶化度がコントロールされた状態下で射出成形されてなる射出成形品であり、また、入れ子部分に溶着面を持ち、キャビティ温度を射出成形する熱可塑性樹脂のTg+10℃以上に温度調整し、ショット毎に取り外し自在な入れ子を該熱可塑性樹脂のTg−10℃以下に温度調整して、射出成形後の結晶化度がコントロールされた状態下で射出成形された射出成形品を、前記入れ子を突き出すことにより該射出成形品と該入れ子を一体で取り出した後、該射出成形品を熱溶着機を用いて溶着する熱溶着射出成形品の製造方法。
(もっと読む)
ハスバ歯車の金型装置及びこれにより製造されるハスバ歯車
【課題】通常の成形加工時における金型の型開き、シリンダ手段等別の動作機構を用いずに型締め動作を用いて歯車駒の位相位置の固定を行い、金型を大型化することなく、金型費や成形加工費を増大することなく、全ての歯車駒の位相位置を一定にする2つ以上のハスバ歯車駒を有するハスバ歯車の金型装置及びこれによって製造されるハスバ歯車を提供する。
【解決手段】水平方向同位置に穴を有する、可動側の少なくとも2つ以上のハスバ歯車金型部材11、12と、このハスバ歯車金型部材11、12の位相を固定する、固定側の位置決めピン13を含むハスバ歯車の金型装置。
(もっと読む)
金型、光学素子基材、光学素子及び光学素子の製造方法
【課題】金型、光学素子基材、光学素子及び光学素子の製造方法において、離型不良を起こさずに且つ剥離用の部材を設けることなく、小さい荷重で金型と樹脂層とを剥離する。
【解決手段】内型3と、この内型3と独立して移動可能な外型2とを有する金型1において、外型2の被成形物に当接する面2aの少なくとも一部は、外型2の周方向に亘って、外型2の移動方向(矢印方向)と直交する仮想面Aに対し傾き(角度θ)を有する平面又は曲面である構成とする。
(もっと読む)
注ぎ可能な食品のパッケージに適用するための開口装置を成形するユニット及び方法
開口装置2を製造するモールディング・ユニット1が説明される。ユニット1は多数の穴をもつウェブ3を供給される。開口装置2は、膜で閉じられた注ぎ口4と、注ぎ口4から突出したネック部分8と、膜からネック部分の内側に延びたプル・リング11を有する。ユニット1は第1及び第2モールド手段15、16をもつ。閉じたキャビティ19を画定するために穴の1つで、ウェブ3と協働し、ウェブ3から分離されて可動である。ユニット1は、第1及び第2ボリューム28、29を画定するために、それらがキャビティ19の内部に配置された構成に、それらを設定できる第1及び第2マトリックス20、21ももつ。マトリックス20、21は、ボリューム28、29から開口装置2を係合解除するために、ウェブ3に対して可動であり、ウェブ3を前に供給することによって開口装置の取り外しを可能にする。ユニット1は、ウェブ3へ/ウェブ3から、モールド手段15、16の1つ16及びマトリックス20、21を移動させる単一のアクチュエータ22をもつ。  (もっと読む)
(もっと読む)
樹脂成形用金型装置
【課題】樹脂成形用金型へ組み込みやすく、また構成が単純でコストが嵩まないようにした樹脂成形用金型装置を提供する。
【解決手段】アンダーカット部P1を逃げるための装置であり、エジェクタピン21の先端部23に連結されるアンダーカット抜き装置30が可動型15に設けられ、アンダーカット抜き装置30は、可動型15内に収容されるホルダ40と、エジェクタピン21の先端部23が連結されてホルダ40内で抜き方向に摺動可能に保持される保持駒50と、保持駒50に型抜き方向とは交差する逃げ方向に移動可能に嵌合された逃げ動作駒60とより成り、ホルダ40と逃げ動作駒60との一方には斜溝41または斜条63が設けられ、他方は、斜溝41または斜条63に摺動可能に嵌合し、逃げ動作駒60が型抜き動作時にアンダーカットからの逃げ方向に移動可能に構成されている。
(もっと読む)
異径筒体成形方法、同方法を使用する異径筒体成形装置及び同装置用中子
【課題】手作業によらずに高能率的に異径筒体の成形が可能な異径筒体成形方法を提供する。
【解決手段】割り型の空洞部の底部に異径筒体である成形品の径大側端部を遮蔽するキャップをセットする第1工程、(b)割り型の型締めをするとともに、中子を割り型の空洞部の所定位置に固定して、中子と割り型の間に所定のキャビティを形成する第2工程、(c)そのキャビティに溶融樹脂材料を注入し、冷却して成形品を成形する第3工程、(d)割り型を型開きするとともに、中子をその中子から成形品を軸方向に抜脱可能な位置に移動して固定する第4工程、(e)中子の中に形成してある空気通路に加圧空気を供給し、その加圧空気を中子の先端付近からその中子と成形品の間に吹き込んで、その成形品を前記中子から剥離し、かつその中子の軸方向に抜脱させる第5工程からなる。
(もっと読む)
熱硬化性樹脂による成形品の両面絵付け成形法
【課題】熱硬化性樹脂による成形品の内外両面に絵付けを、単体のキャビティ型とキャビティ割型の両方を採用して、コア型との型開閉により圧縮成形された成形体を上下に反転するなく行えるようにする。
【解決手段】コア型とキャビティ割型との型閉により熱可塑性樹脂の成形品の内体を圧縮形成し、型開により内体をキャビティ割型内に抱持してコア型から離型する。コア型と内体との間に絵付きフォイルを入れて型閉により内体内面に絵付けする。内体をキャビティ割型内に抱持してコア型から離型し、内体とコア型との間にコーティング材を入れて内体をコア型に保持したのち、キャビティ割型を単体のキャビティ型と交換する。キャビティ型とコア型との型閉により内体上の材料樹脂を圧縮して外体を成形し、外体と内体とによる内外二層の成形品の成形体を成形する。成形体とキャビティ割型との間に絵付きフォイルを入れて型閉により成形の外面に絵付けする。
(もっと読む)
成形品形成用金型
【課題】液状の材料を用いてなおかつ、生産性を低下させることのない成形品を形成することのできる成形品形成用金型を安価に提供する。
【解決手段】本発明に係る成形品形成用金型10は、キャビティ16を画成する一部分に、外部に隣接するプラスチック製の透明体17を配設し、この透明体17を、外部から入射しこれを通過した紫外線がキャビティ16内の全域に照射されるよう構成するとともに、この透明体17のキャビティに隣接する面17sに透明なコーティングを施し、コーティング材料の硬度、および紫外線硬化型樹脂に対する耐汚染性の少なくも一方を、コーティングの基体となるプラスチック材料よりも高くして構成される。
(もっと読む)
円筒ころ軸受
【課題】工作機械主軸等、高速回転を要求される回転軸に使用され、潤滑に寄与可能な内部グリース保持空間を増加し、軸受の長寿命化を図った円筒ころ軸受を提供する。
【解決手段】円筒ころ軸受10は、外輪11と、内輪12と、複数の円筒ころ13と、保持器14と、を備える。保持器14に形成されたポケット15の軸方向端面部14cには、ポケット内側に突出する凸平面部14eが形成されている。凸平面部14eは、ポケット15の円周方向略中央に配置され、且つピッチ円径PCDより半径方向内方の位置P3から保持器14の半径方向外方に向かって開口する略U字形の凹部14fを備える。凸平面部14eの円周方向幅Lは、凸平面部14eが円筒ころの端面13aと端面面取りとの交線部13bと接触しないように設定される。
(もっと読む)
固化したインプリンティング材料からモールドを分離する方法
本発明は、モールド(136)を含むテンプレート(214)内に変形を形成することを含む、固化したインプリンティング材料からモールドを分離する方法を提供する。変形(P2)は、固化したインプリンティング材料とモールドの間の接着力よりも大きな戻り力を生み出すのに十分なものである。例えば変形は、ポンプ・システム(546)によって、モールドと、モールドとは反対側のテンプレートの側面との間に生み出される圧力差から生じ得る。このようにして、歪みが、上に固化したインプリンティング材料が配設された基板に接触するのに十分な大きさの、テンプレート内の起伏になることができる。 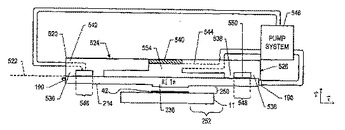 (もっと読む)
(もっと読む)
インプリント装置及びインプリント方法
【課題】インプリントのための金型の離型時に被成形材に欠陥が発生することを防止可能なインプリント装置及びインプリント方法を提供する。
【解決手段】このインプリント装置は、金型固定部材により装置本体側に固定された金型10と被成形材とを相対的に接近させてプレスし離型することで金型の微細構造10aを被成形材に転写するものであって、金型固定部材12,13は離型時に金型がプレス方向に弾性変形し易いように金型を固定する。
(もっと読む)
射出成形金型装置、及び入れ子交換方法
【課題】共通の金型で例えば孔部有り/無しの両方の仕様の成形品を成形可能な射出成形金型装置において、孔部を形成するための入れ子の交換が容易な構成を提供する。
【解決手段】コア型11と、キャビティ型12と、成形品に角孔(孔部)を形成するためにキャビティ型12に挿入可能に構成された入れ子25と、を備える。前記入れ子25の先端面を、成形品に孔部を形成する位置Aと、型面から退避した位置Bと、金型外の位置Cと、の少なくとも3つの位置の間で移動させることが可能な油圧シリンダ20を設ける。
(もっと読む)
成形用金型
【課題】成形品の取り出し位置精度を確保して、安定した円滑な取り出しを行なうことで、成形品の取り出し時の損傷を防止できる成形用金型を提供する。
【解決手段】固定型100と可動型200を有し、光学部品を成形品(L)とする成形用金型1において、成形品(L)が、型開き時に固定型100に残るように構成され、固定型100に成形品(L)のエジェクト機構を備え、固定型100は、挿入穴を有する本体部材120と、挿入穴(121)にスライド可能に係合され、成形品(L)を成形するキャビティ面の一部を有する入れ子110と、この入れ子110と本体部材120との間に介装された球状体140と、スペーサ141とを備え、入れ子110をスライドさせることで、成形品(L)を突き出すように構成したことを特徴とする成形用金型1。
(もっと読む)
樹脂製カム筒およびこれを製造する射出成形用金型装置
【課題】中心軸の延伸方向に離間した2つのカム溝により、従節に所期の運動を高精度に伝達することが可能で、かつカム筒全体の小径化を図ることが可能な樹脂性カム筒、およびこのような樹脂性カム筒を一体成形し得る射出成形用金型装置を得る。
【解決手段】第1のカム筒1を成形する第1の金型装置10は、第1金型11、第2金型12および第3金型13を備えてなる。第1金型11は、第1のカム溝3の内側の側壁面3qを形成し、第2金型12は、第2のカム溝4の内側の側壁面4qを形成するように構成されている。第3金型13は、型開きの際に、互いに分離して筒部2の径方向外向きに移動可能な3個の分離金型13a〜13cからなり、第1および第2のカム溝3,4の外側の側壁面3p,4pを形成するように構成されている。
(もっと読む)
141 - 160 / 208
[ Back to top ]