
Fターム[4F202CK53]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747)
Fターム[4F202CK53]の下位に属するFターム
サイドコア、スライドコア (454)
コレット式コアによるもの (16)
回転コア(←ネジ状部材の離型目的) (69)
Fターム[4F202CK53]に分類される特許
61 - 80 / 208
自動車用内装部品および該部品を成形するための射出成形金型

【課題】ボスの当接面が軸線方向に対して傾斜面に形成されているとしても、射出成形金型からの離型時に、当てボスに掛かる斜め横方向の力を軽減してスリーブコアピンの破損事故を防止すべくなした自動車用内装部品および該部品を成形するための射出成形金型を提供する。
【解決手段】車体パネルの傾斜面にボス2を当接させた状態で車体パネルに装着する場合において、ボス2の車体パネル側への当接面2aを、その中央部にボス2のボス軸線に対して直交するように形成した水平面部2a−1と、水平面部2a−1を挟んで両側部にそれぞれ存して車体パネルの傾斜面に対応すべくボス2の軸線に対して傾斜した状態で交差するように形成した一対の傾斜面部2a―2とにより構成した。これに関連して、射出成形金型10側のスリーブピン14の上端面14aに、水平面部14−1およびこの両側部に存する一対の傾斜面部14−2を形成した。
(もっと読む)
ランナーの離型機構付き射出成形機用金型

【課題】ランナーがランナー形成流路等に固着してしまい、ランナーがランナーロック部材に正常に保持されず、連続成形を妨げてしまうことがあった。
【解決手段】
ランナーの一部を形成するとともに、ランナーを保持して金型外に移動させるランナーロック部材を有する射出成形機において、樹脂のランナー形成流路近傍に、型開き動作に伴って付勢力によりランナーロック部材を押し上げる部材を設けることによって、ランナーのランナー形成流路等からの分離を助け、ランナーの離型性を向上した。これによって、ランナーロック部材にランナーを正常に保持することができる。
(もっと読む)
成形体の離型装置
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
金型装置、射出成形機及び金型操作方法
【課題】金型装置を小型化することができ、可動金型の剛性を高くすることができるようにする。
【解決手段】固定プラテンに取り付けられた固定金型64、及び可動プラテンに取り付けられた可動金型65を有する。前記可動金型65は、第1の成形型、及び所定の箇所において第1の成形型より固定金型64側に突出させられて、前記第1の成形型と共にキャビティ面を形成する第2の成形型を備える。該第2の成形型は、前記第1の成形型に対して後退自在に配設される。可動プラテンを後退させて後退限位置に置いた後、わずかな距離だけ前進させると、第2の成形型によって成形品が突き出されるので、可動金型に、エジェクタプレートを進退させるための空間を形成する必要がない。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】インサートシートに2材目の樹脂注入を行なうときに、ゲート飛びを防止でき、加えて、アンダーカット部を形成することができる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】インサートシート3を備えた第1樹脂部6を可動型5に保持し、アンダーカット部9を形成するスライド型10を第1樹脂部6に対して配置しつつ、可動型5と第2固定型8とを型締めし、インサートシート3と第2固定型8との間に第2樹脂を注入して樹脂成形品を製造する際に、インサートシート3に樹脂成形品の外部に突出する突出片17を形成しておき、当該突出片17を可動型5に当接させつつ、当該突出片17とスライド型10とで挟まれた空間を介して第2樹脂を注入する。
(もっと読む)
プロペラファン、流体送り装置および成型金型
【課題】省エネルギー性や省資源設計の面で大きく貢献するとともに、保管や運搬時の積み重ねを可能とするプロペラファン、を提供する。
【解決手段】プロペラファンは、周方向に離間して設けられ、回転に伴って送風を行なう複数の翼21(21A,21B)と、回転に伴って送風を行なうための翼面36を有し、互いに隣り合う複数の翼21の間で翼21Aおよび翼21Bの根元部同士を連接する連接部31と、翼21の回転中心に配置され、連接部31の吸込側から突出し、翼21の回転軸方向の直交平面に平行な端面42を有するボスハブ部41とを備える。プロペラファンは、さらに、連接部31の吹出側に設けられ、ボスハブ部41を翼21の回転軸方向に投影した場合に、その投影したボスハブ部41の外形よりも大きい外形を有し、端面42に平行な平面44を有する平面部43を備える。
(もっと読む)
クローラ用突起の予備成形金型
【課題】円形内型等の窪み内等に収納されるクローラ用突起、たとえば未加硫ガイドゴムその他を、別段取りで、上下に対をなす予備成形金型をもって十分高精度に成形するとともに、成形された未加硫ガイドゴムの体積等を、円形内型の窪み容積等に高い精度で合致させて、製品ゴムクローラの高いユニフォミティを担保し、また、製品ゴムクローラの内周面上の駆動突起の不測の欠落等を生じるおそれのない、クローラ用突起の予備成形金型を提供する。
【解決手段】上型12と下型13との間に区画されるキャビティ14内にて、未加硫ゴムで、所定の形状および寸法を有するクローラ用の突起を予備成形するものであって、下型13を、中央部分13aを残して、前後方向に変位可能な五分割構造とするとともに、相互に対向する分割変位部分13b,13cの一部を、キャビティの区画位置に留まる固定指部材としてなる。
(もっと読む)
クローラ用突起の予備成型金型
【課題】円形内型の窪み内等に収納されるクローラ用突起、たとえば、未加硫ガイドゴムその他を、別段取りで、上下に対をなす予備成型金型をもって十分高精度に成形するとともに、成形されたガイドゴムを、金型の型開きに当って、常に所定の位置に確実に残留させることができ、この結果として、その後の、ロボット等を用いた一連の作業の自動化を極めて容易ならしめる、クローラ用突起の予備成型金型を提供する。
【解決手段】上型12と下型13とで区画されるキャビティ14内で、未加硫ゴムを、所定の形状および寸法を有するゴムクローラ用突起に予備成型するものであって、上型12に、上下型12,13の型開きに当って下型13側へ突出する二本のエジェクタを設けてなる。
(もっと読む)
内面にアンダ−カットのある射出金型構造及びその作動法
【課題】従来のエルボーには、金型コアー突合せの関係で内面内側部分に給水管挿入ストッパー突起があり、この部分が給水管継ぎ手等では大きなヘッドロス(エネルギー損出)を起こしている。チーズの場合も同様である。ヘッドロスの少ないエルボー、チーズの金型構造、その作動方法を提供する。
【解決手段】給水管継ぎ手エルボーの内面内側の給水管挿入ストッパー突起(3−1)をR形状(3−2)に改良し、またストッパーの段差(2)を低くし、内面外側を半円周のみの形状とする。給水管継ぎ手チーズにおいてもエルボーと同様ストッパー突起をR形状に改良し、ストッパーの段差を低くし、内面外側を半円周のみとする。
(もっと読む)
射出成形用金型の製造方法
【課題】アンダーカット部を備える樹脂成形体に段差、バリ、コアライン等を生じさせることのない入れ子を容易に製造できる金型の製造方法を提供する。
【解決手段】固定型と可動型2とを備え、可動型2は可動型本体3と入れ子5とを備える射出成形用金型の製造方法である。可動型本体3に嵌合部4を形成し、嵌合部4よりも小さい入れ子予備成形体10を形成し、予備成形体10の嵌合部4に接する部分に熱硬化性のパテを塗布し、予備成形体10を嵌合部4に嵌合した後、加熱処理して該パテを硬化させて予備成形体10と一体化させ、入れ子5を形成する。前記パテは、熱硬化性変性エポキシ樹脂からなる。前記パテが塗布された予備成形体10を嵌合部4に嵌合する際に、予め嵌合部4に樹脂フィルムを貼付する。予備成形体10にダミーロッド12を設け、前記パテが塗布された予備成形体10を嵌合部4に嵌合する際に、ダミーロッド12により位置決めを行う。
(もっと読む)
成形装置および成形方法
【課題】開口部が形成される成形品を効率的に成形することができる成形装置、および成形方法を提供する。
【解決手段】成形装置10は、突出部分17を備える筒状体12を有する成形品11を成形する。サブスライド型20の内部空間13における退避軌跡L1は、一方の開口部15から先端部16に向かう直線状を描く。各メインスライド型21a,21bは、サブスライド型20の退避に連動して退避する。先ず、各メインスライド型21a,21bを内部空間13側に変位させて突出部分17から退避させる。次に、各メインスライド型21a,21bをサブスライド型20とともに、筒状体12の先端部16である開口部から退避させる。
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドを効率よく製造する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に殻状体5が設けられている。殻状体5は、V字形断面形状の不織布よりなり、延出部3側に開口5eが設けられている。この殻状体5内に張出部4を構成する発泡樹脂が充填されて埋設体を構成している。
(もっと読む)
容器の首のストッパ及びそのようなストッパを製造するためにプラスチック材料をモールド成形するための成形機
ストッパ(1)は、容器の首の周りにストッパを締め付けるための環状のスカート(12)と、スカートの中央軸(X−X)に垂直な端壁(10)と、端壁の内面(10A)からスカートに延びる環状の密閉リップ(16)とを有する。突起部(22)は、容器内に過度の圧力が発生したときに端壁の動作を伝えるため、端壁の内面をリップの周辺部の内面(16B)に接続する。この過度の圧力を確実に解放し、かつその実行を容易にするために、この突起部は、端壁の内面と、リップ部分の内面と、リップ部分を通過すると共にスカートの軸に対して整放線方向の直線(L)に沿って端壁の内面と交差する幾何学的平面(P)と、によって規定された全空間を占める。 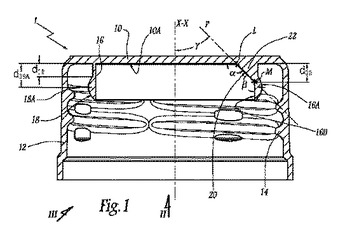 (もっと読む)
(もっと読む)
トレッドバンド脱型ツール
ポリマー材料をモールドから脱型する方法及び装置が開示され、この方法は、材料をモールド内に配置するステップと、モールドを閉鎖するステップと、モールド内に配置された材料を成形するステップと、モールドを開放するステップとを有する。モールドは、モールド部分と流体連通状態にある材料係合部分を備えた脱型ツールを有し、脱型ツールは、第1のモールド部材から可逆的に離脱可能である。脱型ツールは、材料係合部分と関連した成形済みポリマー材料を第1のモールド部材から並進させて成形済みポリマー材料の一部分をモールドキャビティから分離するよう第1のモールド部材の休止位置から離脱可能である。特定の実施形態では、材料係合部分は、キャビティである。他の実施形態では、材料係合部分は、第1のモールド部材の一部分を横切って延びる1つ又は2つ以上の長手方向部材と関連している。  (もっと読む)
(もっと読む)
合成樹脂製キャップ及びその製造方法並びにそれに用いるキャップ製造用成形型
【課題】キャップを製造するための成形型において、タブを規定するタブ形成用突片の破損を防止したキャップ製造用成形型を提供する。
【解決手段】第一の成形型部材2と、前記表側センターコアに対向する裏側センターコア10と、該裏側センターコアの外側に嵌合され、環状突条形成部20を有する内筒外筒形成用コア11と、該内筒外筒形成用コアの外側に嵌合され、前記外筒形成用上コアと対向する外筒形成用下コア12と、を有する第二の成形型部材3と、を備えたキャップ製造用成形型1において、タブ15を形成するためのタブ形成用突片が、タブ形成用上突片21とタブ形成用下突片22により構成され、前記タブ形成用上突片21は前記外筒形成用上コアの下面に突設され、前記タブ形成用下突片22は前記外筒形成用下コアに設けられ、その上端面22aは前記タブ形成用上突片の下端面21aと当接している。
(もっと読む)
成形方法および金型装置
【課題】成形品の外観をゲート切断傷跡およびゲート跡により損なうことなく、成形品裏側の任意の位置にゲート配置可能で、かつゲートの後加工が不要な射出成形金型装置を提供する。
【解決手段】射出成形金型において、第1金型1の入れ子8に、第2金型2との金型合わせ面まで達するようにピンポイントゲート9を設け、このピンポイントゲート9から、トンネルゲート方式で傾斜ユニット7に設けられたゲート6とU字形状のランナー20とを通して、成形品5の裏側より樹脂を充填させることにより、成形品5の外観を損なうことがなく、第2金型2に設けられた傾斜ユニット21の突出し時の水平移動を利用してゲート6を切断することにより、ゲート6の後加工を不要にする。
(もっと読む)
二色成形金型及び二色成形方法
【課題】 第1部位の光透過性樹脂の裏側に第2部位の光遮蔽性樹脂が存在しない状態で二色成形を行う。
【解決手段】 光遮蔽性樹脂の第2部位2を射出成形する際に、第1部位1で包囲される第2部位2aの離面と、第1部位1で包囲されない第2部位2bの離面との間だけに光遮蔽性樹脂を流通させ、第1部位1で包囲される第2部位2aが存在する成形品部材11を成形し、共通雄型から成形品部材11を離型する際に第2部位2の離面側に残る残余部3を分断する。
(もっと読む)
曲管成形用金型
【課題】主コアの引抜移動時にアンダーカット部により揺動部材が成形位置から内方の退避位置に退避揺動し、かつ、摺動部材はアンダーカット部により成形位置から内方の退避位置へ退避摺動し、この揺動部材の退避揺動及び摺動部材の退避摺動により主コアを曲管から引抜移動させることができる。
【解決手段】主コア3に対して成形位置及び内方の退避位置の間で揺動可能及び引抜移動可能にしてアンダーカット部に係合する形状の揺動部材5と、揺動部材の揺動方向に対して直交する左右方向にして成形位置及び内方の退避位置の間で摺動可能にしてアンダーカット部に係合する形状の左右一対の摺動部材6とを備えてなる。
(もっと読む)
管材への被覆材の取付装置
【課題】既に成形されている管材における特に角筒状部の内周面に、不織布等の被覆材をきっちりと沿わせながら精度良く取り付けることができる取付装置を提供する。
【解決手段】この取付装置1は、角筒状部5を備えた管材3を支持する支持部材34と、この支持部材34によって支持された管材3の角筒状部5内側に対して挿脱可能とされて、角筒状部5の内周面に対して近接離間する方向に移動可能とされた分割型材52〜54、55〜57を有する2組の内金型50、51とを備えている。そして、管材3の角筒状部5の内周面に沿って方形枠状に仮張りした被覆材2に、内金型50、51の分割型材52〜54、55〜57を交互に押し付ける際に、各回の押し付け部位を角筒状部5の内周面に沿った周方向にずらしながらそれら押し付け部位の端部同士を互いにオーバーラップさせる。
(もっと読む)
型内塗装品形成金型および型内塗装品の製造方法
【課題】 熱硬化性塗料層の圧縮を十分にでき、熱硬化性塗料層の表面にヒケが出ないようにする。
【解決手段】 型内塗装品形成金型が、表面形成金型と塗膜形成金型と複数の裏面形成金型とを備え、表面形成金型がキャビティ形成部と、第1取付板と、キャビティ形成部と第1取付板との間に第1弾性体とを備え、裏面形成金型が圧縮ブロックと、その周囲に位置する外周プレートと、圧縮ブロックを固定する第2取付板と、外周プレートと第2取付板との間に第2弾性体とを備え、裏面形成金型と表面形成金型とによって成形品を形成可能であり、裏面形成金型と塗膜形成金型とによって成形品の表面に熱硬化性塗料層を形成可能とする。
(もっと読む)
61 - 80 / 208
[ Back to top ]