
Fターム[4F202CK53]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747)
Fターム[4F202CK53]の下位に属するFターム
サイドコア、スライドコア (454)
コレット式コアによるもの (16)
回転コア(←ネジ状部材の離型目的) (69)
Fターム[4F202CK53]に分類される特許
81 - 100 / 208
型内塗装品形成金型および型内塗装品の製造方法

【課題】 熱硬化性塗料層の圧縮を十分にでき、熱硬化性塗料層の表面にヒケが出ないようにする。
【解決手段】 型内塗装品形成金型が、表面形成金型と塗膜形成金型と複数の裏面形成金型とを備え、表面形成金型がキャビティ形成部と、第1取付板と、キャビティ形成部と第1取付板との間に第1弾性体とを備え、裏面形成金型が圧縮ブロックと、その周囲に位置する外周プレートと、圧縮ブロックを固定する第2取付板と、外周プレートと第2取付板との間に第2弾性体とを備え、裏面形成金型と表面形成金型とによって成形品を形成可能であり、裏面形成金型と塗膜形成金型とによって成形品の表面に熱硬化性塗料層を形成可能とする。
(もっと読む)
容器状成形物の製造方法及び容器状成形物

【目的】品質にバラツキのない高品質のフッ素樹脂製容器状成形物を容易且つ安価に製造することができるようにする。
【構成】 融点がX℃である熱溶融性フッ素樹脂からなる無延伸且つ単一層のシート材11を、ヒータ14で(X−60)℃〜(X+30)℃に加熱した上で、所定形状に真空成形することによって、容器状成形物12を製造する。シート材11がメルトフローレートが0.5〜20g/10分であるフッ素樹脂(PTFE樹脂を除く)で構成される場合には、シート材11の加熱温度を(X−60)℃〜X℃とする。また、シート材11がPTFE樹脂が構成される場合にあって、それが変性PTFE又はこれとPTFEホモポリマとの混合樹脂であるときにはシート材11の加熱温度を(X−30)℃〜(X+30)℃とし、PTFEホモポリマであるときにはシート材11の加熱温度をX℃〜(X+30)℃とする。
(もっと読む)
繊維強化プラスチックの脱型方法、製造方法
【課題】FRPの成形において脱型時間を短縮して成形全体にかかる時間の短縮を図るほか、成形体が薄いものであったり、サンドイッチ構造を含むものであったりしても成形体の意匠面を傷つけずに、脱型装置およびFRPの成形方法を提供すること。
【解決手段】成形された繊維強化プラスチックを成形型から取り出す脱型方法であって、前記成形型もしくは該成形型に設置されたシリンダーに収納された稼動可能なエジェクターピンによって、前記繊維強化プラスチックを押し出して、該繊維強化プラスチックと成形型の間に隙間を設けながら、該隙間に気体を送りこんで、前記繊維強化プラスチックを前記成形型から取り出すことを特徴とする繊維強化プラスチックの脱型方法。
(もっと読む)
ダクト脱型用抜き取り治具
【課題】例えば自動車エンジンのエアダクトとして用いられ、その長さ方向の一部にアンダーカットとして蛇腹部を設けたダクトの形成方法に関し、弾力性に乏しい樹脂製のダクトであっても、容易にコア型から脱型させることができるエラストマー製ダクトの形成方法を提供する。
【解決手段】ダクト外面を形成するキャビティ型11とダクト内面を形成するコア型12,13とで形成されるキャビティにエラストマー材料を射出成形して形成され、かつ長さ方向の一部に蛇腹部を有するダクトを形成する方法であって、コア型として、軸方向に2分割され、少なくとも蛇腹部を含むダクト部分を形成するコア型A13と、蛇腹部を含まないダクト部分を形成するコア型B12とからなる分割コア型を用い、キャビティ型を型開きした後、少なくとも蛇腹部をエア注入により拡径しながら、コア型Aより蛇腹部を含むダクト部分を脱型する工程を含むことを特徴とする。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置
【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
樹脂封止金型および半導体パッケージの樹脂封止成形方法
【課題】樹脂モールドする際のリードフレームおよび金属細線の変形、樹脂外郭体の外観不良を防止できる樹脂封止金型および半導体パッケージの樹脂封止成形方法を提供する。
【解決手段】下型4および上型1・中間型2の窪み2a,4aで形成されるキャビティ5内に溶融樹脂7を注入するゲート10は、半導体チップ12が内部に配置される上型1・中間型2の窪み2aの底面に開口される。下型4に、リードフレーム11を支持する位置と窪み4a内面あるいはその近傍の位置とにわたって出退する第一のピン14と、前記第一のピンの出退時にそれとは逆方向に窪み内面よりも外側面寄りの位置と窪み内面あるいはその近傍の位置とにわたって出退する1または複数の第二のピン15とが設けられる。
(もっと読む)
プリフォーム及びプリフォームの作製用の金型スタック
【課題】従来のプリフォームでは、ゲート部の球状の形状が赤外光線の屈折角のばらつきを引き起こすため、再加熱プロセス中のプリフォームの不均一加熱をもたらす。
【解決手段】本発明の実施の形態によれば、プリフォーム300、400、900及びプリフォーム300、400、900の作製用の金型スタック600、1000が提供される。例えば、後続のブロー成形に適したプリフォーム300、400、900が提供される。プリフォーム300、400、900は、ネック部302、402、902と、ゲート部306、406、906と、上記ネック部302、402、902及び上記ゲート部306、406、906間に延びる本体部304、404、904とを備え、ゲート部306、406、906は実質的に円錐形の形状を伴う。例示的な実施の形態では、実質的に円錐状の形状は、ブロー成形プロセスの再加熱段階中に用いられる光線206の屈折角を実質的に均一にするように選択される。  (もっと読む)
(もっと読む)
インサート成型品の製造装置
【課題】インサート部品との干渉を長期にわたって防止することができるインサート成型品の製造装置を提供する。
【解決手段】スライド金型31,32をスライド可能に保持する保持部51と、保持部51と独立して昇降する昇降部101と、保持部51に対する昇降部101の動きに応じてスライド金型をスライドして開閉するスライド駆動手段と、スライド金型が閉じきる寸前まで固定金型から離間した状態に維持した後、この閉状態にあるスライド金型を固定金型の上面に着地させる緩衝機構71と、スライド金型が開くまで保持部の上昇を禁止した後、保持部の上昇を許容するロック手段を設ける。緩衝機構71を、スライド金型31,32に先行して固定金型13に当接する当接部72と、当接部72を後退可能に付勢するバネ73で構成する。
(もっと読む)
ヘアブラシ、毛、及びこれらを製造するための方法
本発明は、ヘアブラシ(40)、ヘアブラシ用の毛(10)、並びにヘアブラシ及びそのような毛の製造方法に関する。特に、本発明は、成形可能な材料が多部品で分離可能な金型工具に配置され、毛足部(16)及び毛幹部(14)を有する毛が製造される、ブラシを製造するための方法であって、毛幹部のブランク(12)が、第1の成形つかみ具(30)を用いて成形され、ここで、成形可能な材料が、第1の成形つかみ具の金型の中空空間(36)に配置され、第1の成形つかみ具の金型の中空空間から取り出され、また、第1の成形つかみ具の金型の中空空間が維持され、毛足部が第2の成形つかみ具(32)及び第3の成形つかみ具(34)で成形され、ここで、第2の成形つかみ具及び第3の成形つかみ具が合わさって第2の金型の中空空間(38)を形成し、その形状は形成されるべき毛足部の形状に実質的に一致しており、第2の金型の中空空間が成形可能な材料で充填され、第1の成形つかみ具及び第2の成形つかみ具が分離される、方法を開示する。 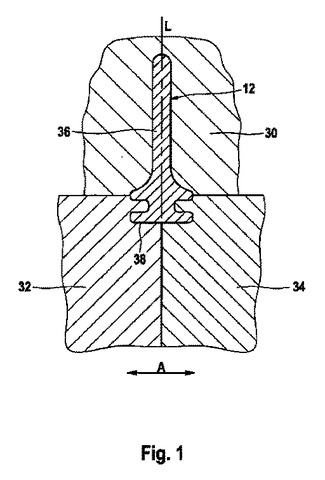 (もっと読む)
(もっと読む)
平板状樹脂の成形装置
【課題】構造が簡単でイニシャルコストが低く、またランニングコストも低く、高い離型性を有し、したがって破損率の低い平板状樹脂の成形装置を得る。
【解決手段】成形部E内に供給された被成形樹脂Poを上下の金型(ヒートプレス24)によって挟み込んで平板形状に成形する成形装置12において、前記成形部Eが、平板樹脂Pの外形を形成するための枠体16と、該枠体16の上部に配置され、この枠体16の内側(貫通孔16A)に沿った形状に変形可能で、且つ復元が可能な弾性体シート(第1の弾性シート)18と、当該成形部Eの最上部を自身の一端側をめくるように変形させることで開閉可能なカバーシート(第2の弾性シート)20と、を備える。被成形樹脂Poは、弾性体シート18とカバーシート20との間で成形される。
(もっと読む)
金型装置および光記録媒体基板
【課題】成形された光記録媒体基板の最外周部における離型性を高め、タンジェンシアル・デビエーションを有効に小さく押さえうる金型装置を実現する。
【解決手段】光ディスク基板を成形する金型装置であって、キャビティリング32の内壁に、キャビティリング中心軸方向に段差をなすように大径内周面部32Aと小径内周面部32Bとが形成され、大径内周面部と小径内周面部の境界に棚状部32Cが形成され、金型全閉時には棚状部32Cの最内周縁部を、鏡面部30Aに直交する中心軸方向へ鏡面部と略同一面まで後退させ、この状態で成形を行い、光ディスク基板に鏡面部30Aにより平面を転写するとともに、他方の面の外周辺部を棚状部32Cにより、外周端面部を大径内周面部30Aにより形成し、成形後の型開放時にキャビティリングを中心軸方向へ前進させ、棚状部32Cにより光ディスク基板外周辺部に力を作用させるとともに、離型用のブローを小径内周面部と鏡面部外周面との間隙を通して吹き付け、光ディスク基板を鏡面部から剥離させる。
(もっと読む)
アンダーカット部を有する樹脂成形体の製造方法
【課題】簡易な構造の金型を用いて樹脂成形体の成形を容易に行うことができると共に、後加熱を必要とせず、良好な成形体を得ることができるアンダーカット部を有する樹脂成形体の製造方法を提供する。
【解決手段】アンダーカット部としての環状溝23を有する樹脂成形体としてのヘッダーを構成する凹状連結部18の製造方法は、環状溝23に対応する成形用突起61を有する内側スライド成形型62と、凹状連結部18の外周面を成形する外側成形型63と、両成形型62、63の間に形成されるキャビティ64とを備えた金型60を用いて行われる。そして、キャビティ64にゴム状弾性体を含むポリフェニレンサルファイド(PPS)樹脂を溶融させて注入し、加熱硬化させて樹脂成形体を成形した後冷却する。次いで、外側成形型63を型開きし、内側スライド成形型62をその軸線方向に強制的に引き抜く。
(もっと読む)
キャップ部材及びセンサ装置
【課題】量産性に優れたキャップ部材及びセンサ装置を提供すること。
【解決手段】筒部と筒部よりも厚さの薄い底部を有する底部を有する有底筒状の樹脂成形品であり、内部にセンサチップが収容された状態で、筒部の開口端が閉塞部材によって塞がれるキャップ部材であって、筒部の外周面に、筒部及び底部の内周面を形作る内型の型開き時における型開き方向への移動を抑制する凸部が形成されている。
(もっと読む)
アンダーカット処理機構
【課題】コンパクトに構成することで省スペース化の要請に応じることができ、コストダウンを実現することができ、特に、成形品の全周方向に亘り放射状に位置するような複数のアンダーカット部がある複雑な形状の成形品にも対応することができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に、3つ以上のスライド部材70がホルダー中心軸に対向する放射状に収納され、各スライド部材70は、それぞれの先端部同士がホルダー40内で互いに対接し合う成形位置と、先端部同士がホルダー外で互いに離隔する離型位置とに摺動可能にホルダー内に収納され、ホルダー内に、成形品Pの型抜き時に各スライド部材70を成形位置から離型位置に向けて、ホルダー中心軸と並行な型抜き方向、およびホルダー中心軸の放射方向であるアンダーカット部P1からの逃げ方向に、それぞれ同時に移動する傾斜方向に沿って案内するガイドである斜溝44を設けた。
(もっと読む)
成形品の離型方法及び装置
【課題】成形品を成形型から短時間でかつ確実に離型する。
【解決手段】レンズ成形品46は、光学ガラス素材を軟化するまで加熱してプレス成形を行うことで作られる。プレス成形後の成形型は、離型工程に送られる。離型工程には、上型にレンズ成形品46が付着しているか否かを検査する検査機構と、対向配置された一対の爪51,52を水平方向に移動する爪移動機構53とが配されている。付着している場合には、一対の爪51,52を互いが接近する方向に移動させ、爪51,52の先端を上型35とレンズ成形品46との間の隙間に差し込むとともに、差し込んだときに型移動機構50が上型35を上方に移動して、レンズ成形品46を上型35から離型する。
(もっと読む)
成型装置および成型方法
【課題】 製品精度を確保し得る成型装置の提供。
【解決手段】 主成型部材と、アンダーカット部を成型可能な突出部を有する補助成型部材との組合わせから構成され、補助成型部材は突出部がアンダーカット部から離型可能な傾斜角度をもって主成型部材に対して内外傾斜方向に上昇下降可能に支持されて、主成型部材側に下降した成型位置と主成型部材から上昇して突出部がアンダーカット部から側方に移動した離型位置とに切替え自在とされ、突出部がアンダーカット部に係止した状態で主成型部材に対して上昇することで突出部がアンダーカット部から側方に離れるよう主成型部材に案内されて離型位置となり、且つ突出部がアンダーカット部から離れた後は自重のみで主成型部材に対して下降して成型位置に戻る成型装置。
(もっと読む)
光学素子および光学素子の成形金型ならびに光学素子の成形方法
【課題】レンズの組み立て時の嵌合面とレンズ面とに軸ずれを発生させない光学素子を提供する。
【解決手段】レンズ面を有する光学素子において、第1レンズ面1と第1レンズ側面4とが一体成形される場合、第1レンズ側面4の面粗さを小さくして入れ子との離型性をよくし、一方、第2レンズ側面6の面粗さを大きくして入れ子に残るようにする。これにより、一体で同時成形された入れ子からレンズ成形品を変形することなく、離型することを可能にする。
(もっと読む)
射出成型体、射出成型用装置、および、その射出成型方法
【課題】射出成型体を、金型の突き合わせ方向に限定されない方向で型抜きして成型する。
【解決手段】型移動を伴う一対の第一、第二金型6、7同士の突き合わせ部に一次、二次の射出工程において樹脂材を射出してサイドウインカー1を成型する射出成型用装置であって、第二金型7に保持されるサイドウインカー1を、第二金型7に設けられ、第一、第二金型6、7同士の突き合わせ方向(基準線M)に対し、異方向(角度θ)に向けて型抜きする型抜き装置14により型抜きする構成とする。
(もっと読む)
導光板の射出圧縮成形金型および導光板の射出圧縮成形方法、導光板および表示装置
【課題】 簡単な金型構造であり、従来と比較して射出時の溶融樹脂の流動損失を減らした導光板の射出圧縮成形金型を提供することを目的とする。
【解決手段】 固定金型13のキャビティ形成面42a,45aおよびゲート形成面52に対して可動金型12のキャビティ形成面16aおよびゲート形成面24aの距離が可変に形成された導光板の射出圧縮成形金型11が設けられ、一方の金型13には、前記キャビティ形成面42a,45aに隣接してゲートカッタ45bが設けられ、
他方の金型12には前記ゲートカッタ45bとの間でゲートP3を切断状態となすよう進退されるゲートカッタ24bが設けられている。
(もっと読む)
光ディスク基板加工装置、光ディスク基板、光ディスク基板加工方法
【課題】成形型から光ディスク基板を脱型させる脱型手段により、光ディスク基板の構成面に形成された環状の段差による印刷時の不具合を解消して、略ディスク全面に良好な印刷を可能にする光ディスク基板加工装置を提供する。
【解決手段】回動軸111が回動するロータリーアクチュエーター11と、その回動軸111に基部が上下方向に揺動可能に挿嵌した略棒状の支持杆12と、その支持杆12の先部にその支持杆12の揺動方向と平面視直交方向に回動可能に枢着したローラー13とを備えてなる平滑手段1と、回転軸211を備え所要の回転速度でその回転軸211が回転するモーター21と、その回転軸211の頂部に設けられ光ディスク基板Wの中心穴に着脱可能に挿嵌する正面視略凸状の保持部22とを備えてなる回転手段2とを備えて光ディスク基板加工装置を構成し、光ディスク基板Wを回転しながら段差の一点をローラー13で圧接・圧潰して平滑にする。
(もっと読む)
81 - 100 / 208
[ Back to top ]