
Fターム[4F202CK53]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747)
Fターム[4F202CK53]の下位に属するFターム
サイドコア、スライドコア (454)
コレット式コアによるもの (16)
回転コア(←ネジ状部材の離型目的) (69)
Fターム[4F202CK53]に分類される特許
201 - 208 / 208
成形装置
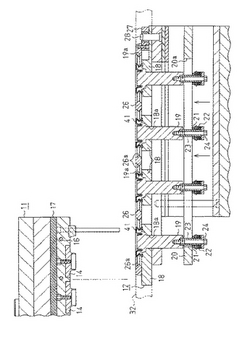
【課題】 装置全体を小型にすることができる成形装置を提供する。
【解決手段】 型開き状態において下型12を上型11に対して前方へ移動させる。この移動を利用して、中子19を支持する支持部材18の配列間隔を拡大し、中子19の周囲においてキャビティの一部を構成する分割型部材26の分割移動のためのスペースを確保する。
(もっと読む)
モールド成形方法、および、その方法により作製したステータコラムを備える真空ポンプ

【課題】内装部品の周囲に該内装部品の内側面より少し引っ込んだ形態のモールド部を、簡単な成形治具と少ない作業工数で安価に成形できる、モールド成形方法と、その方法により作製したステータコラムを備える真空ポンプを提供する。
【解決手段】本モールド成形方法では、筒体としてのステータコラム4やその内装部品であるラジアル電磁石10−2、ラジアル方向変位センサ10−3、駆動モータの固定子12−1よりも熱膨張率の大きい中子51を用い、この中子51をステータコラム4の内側に挿入セットした後、その熱膨張率の差により中子51を拡張させた状態で、中子51とステータコラム4との間に樹脂等のモールド材を充填し、該モールド材を硬化させるものとする。
(もっと読む)
ポリマーからなる継手を成形するための方法及び装置
直線状の端部を備え、成形されたフルオロポリマーからなるスイープエルボー(10)を形成し、同時に継手の変形を最小限に抑える。スイープ継手を形成するためのモールド(36)は、モールドキャビティブロック(38)及び内コアリングを備える。内コアリングは、45°の留継ぎにおいて遮断する2つの対称コア(44,46)を有する。対称コア(44,46)は、それぞれ、2つの部分、即ち外スイープコア(52)と内スイープコア(54)とに分割される。外スイープコア(52)及び内スイープコア(54)は、コアの長さに沿って延びる連続する平面上で分割される。外スイープコア(52)は、直線状のルーメン(14)の半分と、湾曲部の外スイープコア面においてより大きな湾曲部を成形する。内スイープコア(54)は、直線状のルーメンの別の半分と、湾曲部の内スイープコア又はアンダーカットされた部分においてより小さな湾曲部(30)を成形する。  (もっと読む)
(もっと読む)
チューブ容器の製造方法
【課題】スリーブ部分の所望の位置に凹状の溝を形成することによって意匠性を向上させたチューブ容器を容易に製造する。
【解決手段】外周所定位置に凹状の成形溝12を形成し底部にスリット状の吸引孔13を形成したマンドレル10と、マンドレル10の中心軸10aに沿って移動可能に構成された離型部材20とを有する成形型Bを用い、成形型Bにチューブ容器Aを差し込んでスリーブ2の溝3に対応する部位に熱風を吹き付けて軟化させた後、吸引孔13から吸引して軟化部分を吸着して成形する。その後、離型部材20をマンドレル10から突出させてスリーブを離脱させ、マンドレル10と離型部材20との隙間25に圧縮空気を供給してチューブ容器Aを成形型Bから離型させる。
(もっと読む)
アンダーカット部を有する成形品の射出成形金型及びその金型で成形された物品
【課題】内面にアンダーカット部を有する成形品の射出成形金型であって、雄型のセンターコアの周囲に配置する小スライドコアを径方向内方に移動させた状態で型開き方向に変位させてから、大スライドコアを径方向内方に移動させて型抜きするものにおいて、型構造の簡素化を図る。
【解決手段】センターコア3を固定する基板6に、小スライドコア4用のカム部材11を取付けると共に、基板6と雌型1との間に、雌型側から順に、大スライドコア5用のガイド部7aを有するプレート7と、大スライドコア5用のカム部材10を有するプレート8と、小スライドコア4のガイド部9aを有するプレート9とを設ける。型開き時、基板6がプレート9から距離L1離れたところでプレート9の型開き方向への牽引が開始され、プレート9がプレート8から距離L2離れたところでプレート8の型開き方向への牽引が開始されるようにする。
(もっと読む)
ヘルメット、ヘルメットライナ、及びそれらを製造する方法
本発明は、外側シェル(9)と衝撃吸収ヘルメットライナ(10)とを備えるヘルメットに関し、ヘルメットライナは、その表面の必要な部分に分布される突出する変形可能で衝撃を吸収する中空ノブ(7)を備える層を保護層として具備している。ヘルメットは、外部衝撃がヘルメットに加えられた場合、中空ノブ(7)が圧潰によって変形するように構成される点、及び中空ノブ(7)が分布されたヘルメットライナ(10)がアンダーカットを呈する点に、特徴がある。また、ヘルメットは、外側シェル(9)との間に配置され得る衝撃吸収性で、弾性のある層(2)と、ユーザの頭に接触するように配置される内部ライニング(11)とを備えている。  (もっと読む)
(もっと読む)
金型から成形プリフォームを2段階式に取出す装置及び方法
金型から成形プラスチックプリフォームを取り出す射出成形方法及び装置。第1の持上げ構造体及び/又は工程は、コアの相補的な面に対して封止するとともに整合する領域を有する内面を有し、且つ、第2の持上げ構造体の相補的な面に対して封止するとともに整合する領域を有する上面を有するように構成され、第1の持上げ構造体の上面は、第1の時間期間、持上げ方向に射出成形用金型から成形プラスチックプリフォームを持上げるように構成されており、成形プラスチックプリフォームの下部は、持上げ方向に対してほぼ垂直な平面内にある。第2の持上げ構造体及び/又は工程は、第2の時間期間、持上げ方向に射出成形用金型から成形プラスチックプリフォームの外面を持上げるように構成されている内面を有するように構成され、成形プラスチックプリフォームの外面は、持上げ方向に対してほぼ平行な平面内にある構造体を有する。成形プラスチックプリフォームはその端部が持上げられるため、その内部は凝固させられる必要がなく、よって、金型からプリフォームをより早く取出すことが可能となり、サイクル時間が短縮される。
 (もっと読む)
(もっと読む)
樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピン
【課題】ヒケ等の成形過程における不具合を回避しつつ規定に基づいた正確な形状等を得ることができ、且つ、樹脂成形における作業性を向上させることができる樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピンを提供する。
【解決手段】キャビティの長手方向中心軸aに沿って出没自在の第1軸棒9,10を有する第1金型8と、キャビティの長手方向中心軸bに沿って出没自在の第2軸棒16,17を有する第2金型15とを用い、キャビティ内に第1軸棒9,10を挿入しつつ溶融合成樹脂を流し込み、中芯部2を得る中芯部成形工程と、第1軸棒9,10により成形された中芯部2の穴に第2軸棒16,17を挿通して位置決めした後、第2金型15のキャビティと中芯部2との間に溶融合成樹脂を流し込み、中芯部2の外表面に表皮3を得る表皮成形工程と、を含むものである。
(もっと読む)
201 - 208 / 208
[ Back to top ]