
Fターム[4F202CK53]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747)
Fターム[4F202CK53]の下位に属するFターム
サイドコア、スライドコア (454)
コレット式コアによるもの (16)
回転コア(←ネジ状部材の離型目的) (69)
Fターム[4F202CK53]に分類される特許
41 - 60 / 208
射出成形金型装置
【課題】可動側型及び固定側型の開動作に連動してサイドゲートをカットする機構において、成形品に生じるバリを小さくしてサイドゲートをカットすることができる射出成形金型装置を提供することを課題とする。
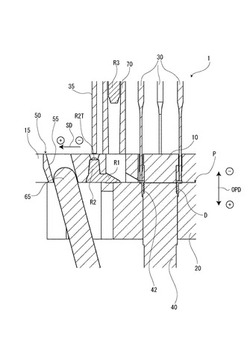
【解決手段】射出成形金型装置1は、第1ランナ部11R、第1ランナ部11Rと連通したサイドゲート部11G、サイドゲート部11Gと連通したキャビティ部C、を有すると共に、サイドゲート部11Gからキャビティ部Cへの方向とは交差する方向に開閉する可動側型20及び固定側型10と、第1ランナ部11Rと連通した第2ランナ部52Rを有すると共に、キャビティ部Cからサイドゲート部11Gへの方向に移動することによりキャビティ部C内の成形品Dから第1ランナ部11R及び第2ランナ部52R内の成形部材R1、R2を分離するゲートカット部50と、を備えている。
(もっと読む)
プッシュプルキャップ及び、注出路用の成形金型

【課題】本発明は、2つの金型の端面同士を突き当てることで注出路を繰り返し成形しても、表面の滑らかな注出路を形成できるプッシュプルキャップと、こうしたキャップ等に用いられる注出部材の内側に注出路を形成するに際し、この注出路の内周面を傷付けることなく、表面の滑らかな注出路を形成できる成形金型を提供する。
【解決手段】本発明は、一方の金型D2の端面E2に突き当てる端面E1を有し、金型D2と共に注出路4を形成する成形金型D1であって、金型D1の外周面のうち、その端面E1の位置Xから金型の抜き側の所定位置Yまで、金型D1の外周面を窪ませてなる段差Sを設け、金型D1の端面E1に繋がる周方向端縁Fを段差Sよりも金型D1の抜き側の外周面f1(a)から突出させないようにすることで、金型D1の周方向端縁Fが注出路に設けられた凸部3sよりも金型D1の抜き側に形成された注出路4の内周面3fに接触しないようにする。
(もっと読む)
射出成形方法及び射出成形装置
【課題】合成樹脂材料の歩留まりを向上でき、さらに成形型の構造が簡単になるとともに、生産性を向上できるようにした射出成形方法及び射出成形装置を提供する。
【解決手段】円筒状の鉄心14の軸線方向に沿って形成された収容孔内に磁石を挿入するとともに、その磁石の外周面と収容孔の内周面との間に合成樹脂Rよりなる封止材を射出する。射出初期の合成樹脂のスラグを、ランナー21から分岐したスラグ溜部22に貯留させる。型開きに際してランナー21及びスラグ溜部22内に形成された合成樹脂部Raを、保持部材25により鉄心14の端面に保持させる。
(もっと読む)
対物レンズ
【課題】射出成形される光学素子の光学機能の低下を防ぐことである。
【解決手段】光学素子に光学機能部を形成する機能を有するとともに、型開きした際の状態では、成形された光学素子が残る金型10bと、型開きした際に、前記成形された光学素子が離型される金型20bとにおいて、金型10bは、光学素子の光学機能部の光軸に対応する位置又はその近傍に設けられ、前記光学機能部に比べて小さい断面積を有するとともに、光学素子を突き出す突き出し部14bを備え、キャビティへ溶融材料を射出して、成形された光学素子から金型20bを離型して型開きし、金型20bが離型された光学素子を突き出し部14bにより突き出して、光学素子から金型10bを離型する。
(もっと読む)
アンダーカット処理機構
【課題】成形品の外面ないし内面の凹凸形状の逃げ方向とアンダーカット部の逃げ方向とが互いに異なるような場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】アンダーカット成形コア30を支持するスライダー40と、スライダー40を移動可能に連結するベース部材50と、スライダー40を包囲した状態で成形品Pの型抜き方向へ移動可能に駆動されるホルダー60を、可動型13に設け、ホルダー60内に、アンダーカット部P1からの逃げ方向へスライダー40を案内する第1ガイド手段を設け、ベース部材50に、ホルダー60の型抜き方向への駆動に伴いスライダー40が第1ガイド手段を介して引かれる際、該スライダー40が型抜き方向および逃げ方向へ同時に移動する傾斜方向へ案内する第2ガイド手段を設けた。
(もっと読む)
オイルストレーナの製造方法
【課題】広い濾過面積及び高い濾過機能が確保されたオイルストレーナを安価に提供する。
【解決手段】内周面全体に複数条の縦溝35形成用の突条23を周方向に所定のピッチで有する凹部17bを第1型17に形成する。また、凹部17bを周方向に複数の分割空間に分割する第1スライド型27と、凹部17bの内周面と対向する外周面に複数条の横溝37形成用の突条31を進退方向に所定のピッチで有する第2スライド型29とを凹部17b内に進退可能に配置する。第1スライド型27と第2スライド型29とを凹部17b内に前進させた型閉じ状態で、両突条23,31の交差部に隙間が生じないようにしてキャビティ33内に溶融樹脂を充填し、溶融樹脂が固化した後、第1スライド型27を凹部17b内から後退させ、次いで第2スライド型29を凹部17b中心方向に移動させてその突条31を凹部17bの突条23から離間させた後、凹部17b内から後退させる。
(もっと読む)
管継手及びその製造方法、並びに射出成形用金型
【課題】内側コーナー部が円弧状曲面の樹脂製管継手を、溶接・切削等の追加工を必要とせず、射出成形法により簡便に製作する技術を提供することを目的とする。
【解決手段】本発明の射出成形における金型、内筒体及び外包体(最終製品である継手に相当)の配置図に示されるように、まず、継手の内側コーナー部16に接する面が円弧状である内筒体11を金型にインサートする。内筒体11は外包体12との剥離性が良いシリコンが望ましい。また、内筒体の潰れ防止のためにコアピン19が挿入されている。内筒体11の回りに、例えばフッ素樹脂が充填され、管継手が成形される。成形品を金型から取り出し、コアピン19を除去、その後、内筒体11を引き抜いて取り除き、内側コーナー部16が円弧状曲面の外包体(管継手)が得られる。
(もっと読む)
成形金型装置
【課題】直上げ駒片を連結シャフト摺動孔との間で円形嵌合となるように構成したとしても、直上げ駒片が固定側金型に対して回転しないように構成した。
【解決手段】エジェクタプレート6の突き上げ動作を直上げ駒片7に伝達するために、一端側が直上げ駒片7に連結すると共に他端側をエジェクタプレート6側に連結した連結シャフト8を固定側金型1に形成した連結シャフト摺動孔10に摺動可能に嵌合すると共に、直上げ駒片7に、連結シャフト8に対して平行するように、一対のガイドロッド9,9を突設し、ガイドロッド9,9が直上げ駒片7の突き上げ動作に従って摺動するガイドロッド摺動孔11を固定側金型1に形成して、直上げ駒片7に回転力が付与されても、両ガイドロッド9,9がガイドロッド摺動孔11,11の孔壁に当接して突っ張ることにより吸収して、直上げ駒片7の固定側金型1に対する回転を防止する。
(もっと読む)
圧縮成形封止装置
【課題】低コスト且つ簡潔な構成により、枠状金型のクランプ力の向上を図り樹脂漏れを防止することができる。
【解決手段】圧縮型の樹脂封止装置J1において、第1金型100、第2金型102側の一方または双方に設けられる枠状金型100B、102Bと、第1または第2金型100、102のいずれかを設置し、第1または第2金型100、102を対向する側へ移動させる可動プラテン112と、第1、第2金型100、102側のいずれかに設けられ、可動プラテン112の推力F0に対する反力F2を発生させる反力発生機構P1と、可動プラテン112の推力F0及び反力発生機構P1にて発生した反力F2を利用して枠状金型100B、102Bを対向する第1または第2金型100、102側へ移動させる移動力F2´を付与する移動力付与機構M1と、を備えている。
(もっと読む)
分離先端構成を有するカテーテルを製造する方法
分離先端カテーテルを製造する方法は、以下のステップ:型の空洞の中に第1および第2のコアを位置付けるステップであって、空洞は、実質的に細長い形状を有し、第1の末端部分と、第2の末端部分とを含み、第1および第2のコアは、実質的に互に平行に配向される、ステップと、空洞の第1の末端部分を横切って成形材料よりも高い溶融温度を有する材料のシートを配置するステップと、成形材料を型の空洞の中に注入するステップとを含む。 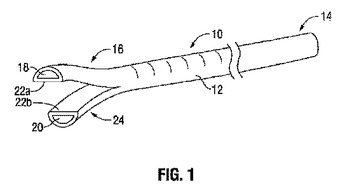 (もっと読む)
(もっと読む)
射出成形用金型
【課題】固定金型と可動金型間の全ストローク量が小さな小形成形機を用いても先抜きストローク量を確保でき、先抜き機構が簡単で、経験の浅い金型設計者でも容易に先抜きを必要とする金型を設計できる射出成形用金型を提供する。
【解決手段】可動側金型30がパーティング面31で矢印e方向に型開き動作を開始すると棒状ラック43は可動側金型30に対し相対的に矢印f方向に移動し、ピニオン45と筒状ギア46がそれぞれ矢印g及び矢印h方向に回転し、板縁ラック51を有するカム板機構47が矢印i方向に駆動されて移動する。二本の先抜き部材ガイド54により金型の開閉方向の移動のみが許容される先抜き部材保持部材42に係合するカム53がカム溝52に沿って相対的に矢印j方向に摺動して矢印kの距離を左方に移動し、先抜き部材保持部材42に保持される先抜き部材41が矢印k=Kの距離を左方に移動してスライド入子37に対する先抜きが行われる。
(もっと読む)
ポンプの羽根車の成形型、およびその成形方法
【課題】簡単な構成で、円板状の主板と、円環状の側板と、主板と側板との間に複数設けられて液体の導出路を互いの間に形成する羽根とを備え、導出路の高さが径方向内側から径方向外側に向かって漸次低くなっており、且つ、羽根が周方向に湾曲しており、主板、側板、および各羽根が一体に成形されてなる、ポンプの羽根車を確実に成形することが可能な成形型およびその成形方法を提供する。
【解決手段】スライドコア13は、側板2側に位置する第1スライドコア15と、主板1側に位置する第2スライドコア16とから構成され、成形時に互いに重ねられ、成形後に最初に第1スライドコア15のみが退避移動することが可能に形成されると共に、第2スライドコア16の径方向内側に位置する先端の高さH2が導出路4の径方向外側に位置する開口の高さL2以下に形成されている。
(もっと読む)
金型装置
【課題】 金型の外部に設けたシリンダユニットの作動で鋳抜ピンを出没させる金型装置を提供する。
【解決手段】 固定金型2の下部にはスライドブロック6が摺動自在に配置され、前記固定金型2の側面には油圧シリンダユニット7が固定金型2の高さ範囲内で取り付けられ、この油圧シリンダユニット7の作動により前記スライドブロック6が固定金型2内で往復動する。前記スライドブロック6の前面は傾斜面8とされ、この傾斜面8の中央に断面T字状をなす突部9が直線状に設けられている。一方、固定金型2の貫通穴10内にピン11が摺動自在に挿入され、このピン11は先部11a及び基部11bからなり、先部11aは鋳抜ピンとして機能するとともに交換可能とされ、基部11bは先部11aよりも大径とされ、この基部11bには前記T字状突部9が係合するアリ溝状の溝部12が形成されている。
(もっと読む)
金型装置
【課題】 成形品の内面の1部を形成する傾斜駒を備えており、その傾斜駒を移動させる機構を構成要件としており、また、その傾斜駒を、後述する突き上げ機構とは直行した方向に移動させている。そして、その傾斜駒を移動させた後に突き上げ機構を作動させて成形品を金型から離脱させている。その結果、突き上げ機構と直行する方向に傾斜駒を移動させるための機構を特別に設けなければならず、金型の構造が複雑になってしまうばかりでなく、他の部品との干渉などを考慮しながらその金型の設計をしなければならなかった。
【解決手段】 成形品が成形されるキャビティーを有する金型装置であって、前記成形品を回転させることによってキャビティーから離脱させる金型装置において、前記キャビティーの近傍に前記成形品の回転範囲を規制する規制壁を設けると共に、その規制壁の作動方向と成形品を金型から離型する方向とを同じくした金型装置。
(もっと読む)
金型装置および射出成形品の製造方法
【課題】薄肉射出成形品を射出成形する場合であっても、生産性が良く、簡便な構造の金型装置および該金型装置を用いる射出成形品の製造方法を提供する。
【解決手段】金型装置は、スプルー部が形成された固定型20と、前記固定型に対して移動自在に装着された可動型10と、前記可動型に対して装着されたスプルーロックピン11とを有する、射出成形品を成形するための金型装置であって、前記金型装置の内部には、型締め状態で、前記スプルー部に連通するランナー部22とキャビティ部23とが形成され、前記金型装置に注入される樹脂成形材料は、前記スプルー部から前記ランナー部を通過して前記キャビティ部に注入され、前記スプルーロックピンは、前記ランナー部の可動型側の面より樹脂注入側へ所定距離突出するように配置されている。
(もっと読む)
樹脂成型品
【課題】 アンアダーカットを有する成形品を無理抜きしても、その成形品の弾性率によって割れや白化の度合いが異なり、欠陥が生じていた。ポリカーボネート樹脂は無理抜きして離間できても、アクリロニトリル・エチレン樹脂は割れてしまうと言った問題が発生していた。成形樹脂の弾性率と相対して無理抜きのアンアダーカット量が異なり、成形樹脂と成形品との相関関係に影響するが、そのことが把握されておらず、現状では、量産金型を製作し生産が開始された後に、成形品のめくれや白化などの、欠陥が生じ、連続成形ができないと言った問題が発生していた。
【解決手段】 軸筒の内面に凸部を形成し、その凸部が金型装置のコアピンによって成形される樹脂成型品であって、前記コアピンは軸筒に対して直線状に引き抜かれると共に、前記軸筒の曲げ弾性率が1900MPa〜3600MPaであり、かつ、前記凸部の伸び率が105%以下である樹脂成型品。
(もっと読む)
成形同時転写用金型及び成形同時転写品の製造方法
【課題】空洞を有する樹脂成形品の金型であって、転写領域に正常に転写が行われて、かつ、転写シートの破れが発生しない成形同時転写用の金型を得る。
【解決手段】転写領域、縦壁と空洞を有し、縦壁は転写領域の外周線から立下り、空洞は転写面の裏側にへこんだ空洞であり、空洞の少なくとも一部の境界面は縦壁である樹脂成形品の製造に用いる成形同時転写用金型であって、表面側金型30、裏面側金型40と置き駒60からなり、表面側金型と裏面側金型によりキャビティ51が形成され、キャビティは空洞相当空間を含んでいて、置き駒がキャビティ内に配置され、空洞相当空間を埋める。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー40内に、中子ピン50とこれを囲む一対の成形コア30,30を収納し、各成形コア30は、中子ピン50を囲んで互いに対接し合う成形位置と、離隔する離型位置とに摺動可能であり、ホルダー40内に、成形品Pの型抜き時に各成形コア30を成形位置から離型位置に向けて、型抜き方向および逃げ方向にそれぞれ同時に移動する傾斜方向に沿って案内する斜溝43を設けた。また、各成形コア30の移動に伴い中子ピン50はセンター孔P2からの逃げ方向に移動する。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を開始させ、所要形状に成形する発泡樹脂成形品並びにその成形方法であって、製品意匠面とアンダーカット部との境界部分での変形を防止して、外観性能の向上及び合わせ精度を高める。
【解決手段】ウエストフランジ23等のアンダーカット部を備えた発泡樹脂成形品(ドアトリム本体)20を成形する成形方法であって、可動側金型40の後退操作時、アンダーカット部であるウエストフランジ23と製品意匠面20aとの間の境界部分に変形が生じないように、ウエストフランジ23の境界部分にソリッド状(非発泡構造)のリブ24を形成し、可動側金型40の後退時、ソリッド状のリブ24を固定側金型50のリブ形成用凹部57内に保持して、製品意匠面20aの変形を防止する。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突き出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に収納されたアンダーカット成形コア30は、型抜き方向へ移動する第1コア31と、該第1コア31に隣接して配された第2コア32とから成り、これら第1,2コア31,32は、それぞれ隣接する傾斜した側面33,34を有し、各側面33,34同士は互いに傾斜した方向へ相対的に摺動する状態で押し引き可能に連結されている。ホルダー40内に、第1コア31を型抜き方向へ案内する第1縦溝43と、第1コア31の型抜き方向への移動に伴い押し引きされて連動する第2コア32をアンダーカット部P1から離脱可能な方向へ案内する第2横溝44を設けた。
(もっと読む)
41 - 60 / 208
[ Back to top ]