
Fターム[4F202CK84]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型割り面 (806) | 切断刃、面を有する (169)
Fターム[4F202CK84]に分類される特許
21 - 40 / 169
回動ゲートピンの取り付け構造
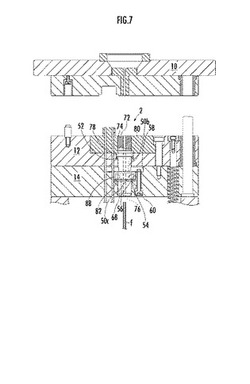
【課題】ゲート溝をキャビティの所望位置に位置決めする際の作業が容易である回動ゲートピンの取り付け構造を提供する。
【解決手段】回動ゲートピン2は受け板14の外側から回動位置を調節可能とする位置決め機構76を有し、ガイド部材56は、回動ゲートピン2のガイド溝68に係合する係合部材80と、係合部材80を受け板14に固定する固定部材58とを備え、回動ゲートピン2を受け板14に装着する際に、位置決め機構76により型閉め時のゲート74の位置を所定位置に位置決めした状態で係合部材80を固定部材58により固定可能とする。
(もっと読む)
ハイブリッド金型

【課題】 鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供することにある。
【解決手段】 成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、非鉄金属体にキャビティEと製品関連部7を備え、キャビティの製品形成面eの損傷しやすい負荷集中範囲と、製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、薄肉部13に高エネルギ密度の熱源を用いて非鉄金属体より溶融温度の高い鉄系材Fを肉盛溶接し、鉄系肉盛部4を形成し、その肉盛部表面4aに仕上げ加工した鉄材層4Aを設け、鉄材層で非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とするハイブリッド金型。成形金型1を、鋼材型10と非鉄金属体から成る入れ子型20とで構成する場合も同様である。
(もっと読む)
ゴム付円環部材の製造装置
【課題】バリの発生を確実に防止し、かつ均一性を向上することができるゴム付円環部材の製造装置を提供する。
【解決手段】金型1内に形成された環状のキャビティ10に、加熱した未加硫ゴム19を射出注入してゴム付き円環部材を成形する製造装置であって、キャビティ10のゲート17とランナー12、13との間に、ランナー12、13を開閉可能であって先端部がゲート17と同じ大きさである遮断体3を配置し、その遮断体3がランナー12、13を閉止した状態にあるときは、遮断体3の先端部16がゲート17内に位置し、かつ先端部16がキャビティの10内面と面一になるように構成する。
(もっと読む)
ウェハレベルレンズアレイの成形方法、成形型、ウェハレベルレンズアレイ、レンズモジュール、及び撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、及び成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材を用い、一対の型部材のうち一方の型部材の型面の周縁部に沿って型面の全周を囲んで設けられた堤部で区切られた型面の領域に、ウェハレベルレンズアレイの材料である液状の樹脂を供給し、ウェハレベルレンズアレイを成形するために必要な量を超える樹脂を堤部で区切られた領域から流出させることで、領域においてウェハレベルレンズアレイを成形するために必要な量の樹脂を量り取る工程と、領域に保持された樹脂を一対の型部材で挟み込み、樹脂を型面の形状に変形させる工程と、一対の型部材で挟み込まれた樹脂を硬化させる工程と、を有する。
(もっと読む)
成形方法、成形装置、成形型、ウェハレベルレンズアレイ、レンズアレイ積層体、素子アレイ積層体、レンズモジュール、並びに撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、成形装置、成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材によって、一対の型部材の型面同士の間にウェハレベルレンズアレイの材料である樹脂を挟み込み、型面同士の間隔を狭めて樹脂を押圧し、樹脂を型面の形状に変形させる樹脂成形工程と、樹脂成形工程によって型面同士の間からはみ出した樹脂を取り除く除去工程と、を有する。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 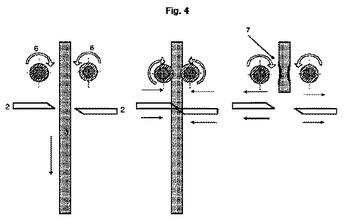 (もっと読む)
(もっと読む)
射出成形用金型
【課題】熱硬化性樹脂を用いたインサートモールド成形加工を行う際に樹脂バリが生じない新たな射出成形用金型を提供する。
【解決手段】プレス打抜き加工し、抜きRを有する金属リードフレームを射出成形金型の上型1と下型2の間に配置し、熱硬化性樹脂を溶融状態で射出成形金型の内部に加圧注入して、金属リードフレームの所定の部分に所定の形状・寸法の樹脂ボディを強固に取付けるインサートモールド成形加工に用いる射出成形用金型であって、樹脂ボディから突出する金属リードフレームのアウターリード31a、31bを収容する角溝を下型の上面に形成し、金属リードフレームの抜きR面を上にして下型の角溝に収容し、下型の角溝の両端に対応する位置について上型の下面に突起11a、11b、12a、12bを設けて、金属リードフレームの抜きR部と下型の角溝の側面との間の隙間を上型の突起によって塞ぐことを特徴とする射出成形用金型である。
(もっと読む)
レンズが成形された射出物のゲートカッティング装置
【課題】射出物の四方に複数個のレンズが成形された射出物のゲートを自動的にカッティングして、レンズを射出物から分離するためのレンズが成形された射出物のゲートカッティング装置を提供する。
【解決手段】複数個のレンズが四方に成形された射出物のゲートをカッティングして、レンズが射出物から分離されるようにする下部カッターが具備された下部カッティング装置と、前記下部カッティング装置がスライディングされるようにするスライディング装置と、前記下部カッターと対向するように固定設置されて前記下部カッターと共にゲートをカッティングする上部カッターが具備された上部カッティング装置と、前記上部カッティング装置が昇降されるようにする昇降装置と、前記フレームに設置されて下部カッティング装置、上部カッティング装置、スライディング装置および昇降装置を制御するコントローラーとを含めて構成される。
(もっと読む)
シールリング
【課題】ゲートバリのないシール性の良好なシールリングを提供することである。
【解決手段】固定金型と可動金型とで形成されるキャビティ13に溶融樹脂を圧入してシールリングを成形する。溶融樹脂の注入用ゲート16が形成されたゲートブロック5を、シールリング成形後、型開き前に可動金型に対して移動させて、注入用ゲート16のエッジ16aにより成形後のシールリングのゲートgをシールリングの内周面に沿って剪断する。
(もっと読む)
インサート成形方法、インサート部品及びインサート成形品
【課題】インサート部品の金型内セット作業が容易で、しかも、金型内にセットされた端子の保持・安定性が高いインサート成形方法等を提供する。
【解決手段】バスバー2と出力端子3がジョイント部4を介して一体に形成され、且つ、ジョイント部4が上型のコマからの押圧力を受けると押し曲げられて切断されるインサート部品5を、下型にセットし、下型と上型間を型締めし、この型締め過程で、上型がジョイント部4を押し曲げつつ切断し、型締めされた双方の下型及び上型内に溶融樹脂を充填することでインサート成形品を成形した。
(もっと読む)
樹脂封止半導体装置のゲートブレーク方法、樹脂封止装置
【課題】ランナー部の切断時にゲート残り量のバラツキを抑制する。
【解決手段】バタフライプレート12とバタフライプレート13でパッケージ材70のランナー部20を挟み込み、バタフライプレート11でパッケージ材70のダミー樹脂封止部3を所定量押さえ込む。その後、バタフライプレート12及び13、或いはバタフライプレート11を可動させることにより、パッケージ材70のランナー部20がゲートブレークされる。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 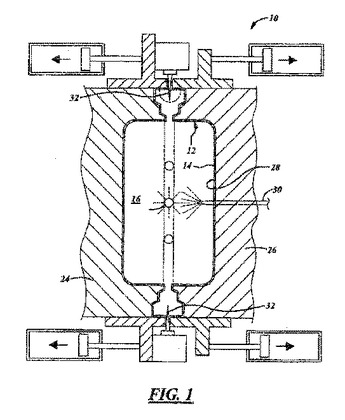 (もっと読む)
(もっと読む)
金型、表皮付き成形品及び表皮付き成形品の製造方法
【課題】別部材を必要とせず、キャビティ面外側の表皮材と成形材料との接着を防止することが可能な金型、表皮付き成形品及び表皮付き成形品の製造方法を提供する。
【解決手段】表面に表皮材を有する表皮付き成形品を成形する金型であって、成形品の成形材料を押し付けて食い切り線を形成するピンチオフ部と、ピンチオフ部外側に、表皮材と成形材料との接着を防止するスペースを有する分離部と、を備える。
(もっと読む)
成形トリム部品を製造する方法および装置
本発明は、成形トリム部品を製造する方法に関するものであり、次の各ステップが順次実施され、すなわち、第1の工作物としての可視側と支持側とを有する装飾ブランクが成形プレスされ、次いで第1の工作物が背面射出成形され、最後に第1の工作物が被覆射出成形され、これと同じ方法ステップで、別の装飾ブランクが第2の工作物として成形プレスされ、次いで、第2の工作物について第1の工作物についてと同様の方法が引き続き実施される。さらに本発明は、成形トリム部品を製造する装置に関する。  (もっと読む)
(もっと読む)
スロットルバルブの製造方法
【課題】ゲート跡突起を除去する際のバルブ体の欠損を避けられ、樹脂密度が高く寸法精度の良好なスロットルバルブの製造方法を提供する。
【解決手段】円筒状のシャフト被覆部13と、半円板部14・14とを有するバルブ体11を射出成形する際に、スロットルシャフト12をインサート成形する。金型40において、シャフト被覆部13cの両頂部に台座15cを設け、これに射出ゲート45を左右から連通させる。そのうえで、射出ゲート45及び台座15cは、応力集中部となる角部を有する釣鐘形状であり、両射出ゲート45及び台座15cは、水平方向の中心線L1を挟んで互いに上下反対側へ位置ズレしていることを特徴とする。溶融樹脂の硬化後、ゲート跡突起20は折ることで除去される。その後、台座15をエンドミルにて切削することが好ましい。
(もっと読む)
インサート材を備えた樹脂成形品及びその製造方法
【課題】インサート材の周囲に樹脂部を備え、強度と美観を向上させた樹脂成形品、及びその製造方法を提供する。
【解決手段】凹部を有するシート材4と、凹部に配置され、裏面がシート材4の表面に接着した平板状のインサート材3と、シート材4の表面がインサート材3の側面に密着するように、シート材4の裏面、かつインサート材3の周囲に、射出成形により環状に形成された樹脂部7と、を備えた。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
成形方法
【課題】色および/または材質の異なる2枚の熱可塑性樹脂シート成形の際に生じるバリをリサイクルを可能とし、歩留まりの低下を抑制可能な成形方法を提供する。
【解決手段】色および/または材質の異なる2枚のシートを用いて中空体を成形方法であって、色および/または材質の異なる2つの熱可塑性樹脂製材料の溶融状態のシート状パリソンP離間した状態で、一対の分割金型のそれぞれのキャビティ116の周縁部に設けられる環状のピンチオフ部118にはみ出させる様に位置決めし、それぞれのシート状パリソンPを離間させる方向にキャビティ116まで移動させ、環状外枠部を有するキャビティ116とシート状パリソンPにより形成した密閉空間及び環状ピンチオフ部118の外側部分も含めシート状パリソンPを吸引賦形後に、一対の分割金型を型締めして、環状のピンチオフ部118同士を当接させる事により2つのシート状パリソンP同士を溶着する。
(もっと読む)
成形方法
【課題】成形性を改善するとともに成形効率を向上した1枚シートを利用した成形方法を提供する。
【解決手段】溶融状態の熱可塑性樹脂製材料のシートを一対の分割形式の金型間に位置決めする段階と、一方の金型32Bのキャビティと該キャビティに対向するシートの一方の表面との間に第1密閉空間を形成する段階と、一方の金型のキャビティの側から該第1密閉空間を通じてシートを吸引することにより、第1賦形する段階と、環状突起部の先端に相当するシートの環状部分が他方の金型32Aのキャビティに当たるまで、他方の金型を一方の金型に向かって移動させて一対の分割形式の金型を型締めする段階と、前記型締段階により、他方の金型のキャビティと該キャビティに対向するシートの他方の表面との間に形成された第2密閉空間を通じて、他方の金型の該キャビティの側からシートを加圧することにより、第2賦形する段階と、を有することを特徴とする成形方法。
(もっと読む)
樹脂成形品の成形方法
【課題】成形過程で生じた不要物を容易に除去することが可能な樹脂成形品の成形方法を提供することである。
【解決手段】樹脂を成形型に導入して成形物を成形する樹脂成形品10の成形方法において、一部に切削刃部4を有した置き子1を成形型の中に設置し、その状態で成形型に樹脂を導入し、成形物を成形した後に脱型し、置き子1を回転させることにより、樹脂成形品10の一部である薄バリ部35を切削し、成形過程で生じた不要物である薄バリ部35を除去する。
(もっと読む)
21 - 40 / 169
[ Back to top ]