
Fターム[4F202CK84]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型割り面 (806) | 切断刃、面を有する (169)
Fターム[4F202CK84]に分類される特許
141 - 160 / 169
燃料電池用セパレータの製造方法および製造装置
【課題】 ゲート部除去とセパレータ形状加工を1つの工程で行うことができる燃料電池用セパレータの製造方法および製造装置の提供。
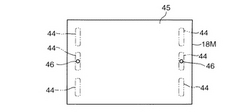
【解決手段】 射出成形用金型を用いてセパレータ中間品18Mを成形する第1の工程と、ついでセパレータ中間品18Mからセパレータ非製品部分44を除去してセパレータを製造する第2の工程とを有する燃料電池用セパレータの製造方法であって、第1の工程で、射出成形用金型にセパレータ非製品部分44に対応する金型部位にゲート46を配置しておき該ゲート46から金型内成形用空間に成形材料を射出してセパレータ中間品を成形し、第2の工程で、セパレータ中間品18Mからセパレータ非製品部分44を除去する際に、セパレータ中間品のゲート対応部分をセパレータ非製品部分44とともに除去するようにした、燃料電池用セパレータの製造方法、および製造装置。
(もっと読む)
シールリングおよびその成形方法並びに成形用金型

【課題】ゲートバリの発生のないシール性の良好なシールリングを成形することができる成形方法を提供することである。
【解決手段】固定側型板1に可動側型板2を型締めし、上記固定側型板1に設けられたゲートブロック5のスプルー14から第1ランナー12、第2ランナー15および注入用ゲート16を介して両型板1、2間に形成されたキャビティ13に溶融樹脂を圧入してシールリングAを成形する。そのシールリングAが固定側型板1および可動側型板2により外周の各面が拘束される状態でゲートブロック5を後退させて注入用ゲート16のエッジでケージgを剪断してゲートバリの発生を防止し、そのゲートブロック5の後退後に可動側型板2を型開きしてシールリングAを可動側型板2から取り出すようにする。
(もっと読む)
ブロー成形用金型
【課題】
解決しようとする課題は、従来のブロー成形用金型の食切り刃が、型締めされたパリソンの成形品部とバリ部との境部分を薄く押し潰すだけで該成形品部と該バリ部を該食切り刃が切り離すわけではなく、成形後に該成形品部と該バリ部を分離するための工程を欠かすことができないという点である。
【解決手段】
ブロー成形用金型のキャビティー面とバリ逃がし面との連絡部にハサミの刃のように互いにずらして位置づけられた少なくとも1組以上の食切り剪断刃を設けることにより前記課題を解決した。
(もっと読む)
光学素子、光学素子成形用金型及び光学素子の成形方法
【課題】 製造を煩雑化することなく、光学素子の光学面の変形を低減して良好な光学性能が得られる光学素子、光学素子の成形金型及び光学素子の成形方法を得ることを目的とする。
【解決手段】 光学面18を有する光学面部と光学面部の周囲に光学面部を保持する光学面保持部17とを有する光学素子において、光学面保持部17の外周に、光学面保持部17の平面から切り欠いた直線状の切り欠き部11aが2箇所形成し、一方の切り欠き部11aにキャビティ流入路部5aがつながり、他方の切り欠き部11aにキャビティ流出路部15aがつながる成型品16の構成とし、ゲートカッタでキャビティ流入路部5a及びキャビティ流出路部15aを切断する。
(もっと読む)
無端ベルトの製造方法
【課題】 芯体と樹脂皮膜端部との間に間隙を設けることが可能で、不良を発生させずに芯体から無端ベルトを容易に抜き取ることできる無端ベルトの製造方法を提供する。
【解決手段】 皮膜形成樹脂溶液を芯体表面に塗布して塗膜を形成し、該塗膜を加熱乾燥して樹脂皮膜を形成した後、該樹脂皮膜を芯体から抜き取る無端ベルトの製造方法であって、前記加熱乾燥して樹脂皮膜を形成した後で、前記樹脂皮膜を芯体から抜き取るまでに、前記樹脂皮膜の両端部の少なくとも一部と前記芯体との間に間隙を設ける間隙形成処理を施し、当該間隙に気体を吹き込み、前記芯体から前記樹脂皮膜を抜き取ることを特徴とする無端ベルトの製造方法である。
(もっと読む)
ニッパ及び当該ニッパを用いたゲートランナ切断装置
【課題】軟質プラスチック製成形品のゲートランナ部を出来る限り付け根部に近いところで切断することができるようにする。
【解決手段】2枚の刃体11、12が、O1点を支点にしてX状に組付けられたニッパ1と、ニッパ1を形成する刃体11側に設けられるものであってプラスチック製成形品本体部9への押圧動作をするプレッシャプレート5と、当該プレッシャプレート5の押圧操作、並びにプラスチック製成形品本体部9側に設けられたゲートランナ部99のニッパ1による切断操作を担うアクチュエータ2と、からなる。ニッパ1は、一方の端部側に片刃状の刃部111、121を有するとともに、X状に組付けられた2本の刃体11、12からなるものである。
(もっと読む)
金型装置
【課題】 成形後に形成される主ランナー並びにサブランナーが各通路から排出されず、そのランナーの排出作業に時間を費やしてしまうばかりでなく、誤って成形を続けてしまうと金型装置を破損し兼ねなかった。主ランナー通路やサブランナー通路がコアピンの内部に形成されているためであり、特に筆記具など細い成形品を成形する際には、上記の問題が顕著となる。
【解決手段】 成形品の外形部を形成するキャビティーと成形品の内形部を形成するコアピンからなる金型装置であって、そのコアピンの外周部に前記キャビティーに樹脂を流入するランナーとゲートを配置した金型装置。
(もっと読む)
真空成形方法および真空成形型
【課題】 表皮材の厚みの減少を抑制し、かつ表皮材の基材への密着性を向上させて表皮材を深絞り形状に成形できる真空成形方法および真空成形型を提供する。
【解決手段】 雌型20は型面を有し、該型面に凹み部21が形成されている。雄型30には突出部31が形成され、型閉めにより凹み部21に挿入される。突出部31の突出面31aにはカット刃34を設ける。雌型20の型面に基材44を載置すると共に、雌型20と雄型30との間に表皮材43を配置する。その後雌型20と雄型30との間隔を狭めると、カット刃34で表皮材43に切り口43aが形成される。更に、雄型30を雄型20側に移動させ、切り口43a周辺の表皮材43の端部43b,43cを拡開して凹み部21に入り込ませて型閉めを行う。その際、雌型20の真空吸引孔を経由して吸引して、表皮材43を基材44上に隙間なく密着させて表皮材43の成形を行える。
(もっと読む)
車両用内装パネルおよびその製造方法
【課題】 表皮シート末端の過度な引き延ばしによるシワ、破れ等が生じることなく強固に固着され、外観の良好な車両用内装パネルおよびその製造方法を提供する。
【解決手段】 車両用内装パネル1は、裏壁3の一部を表壁2に向けて突出させて表壁2の裏面に一体に溶着された中空部4を隔離する直線状のヒンジ部7を有する。表壁2と裏壁3を繋ぐ周囲壁5にはパーティングライン8が形成される。パーティングライン8は、略直線状の部分8aとヒンジ部7の近傍において表壁2側へ近接した部分8bからなる。表壁2には、樹脂シートに目付重量が250g/m2以下の不織布を接着した表皮シート9が一体に貼着されている。表皮シート9はその末端が周囲壁5に形成されるパーティングライン8に沿って固着される。樹脂シートの表面には立体模様10が現出されている。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ツートンタイプのドアトリム10におけるドアトリムアッパー20、または一体型のドアトリム100は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂リブ22での投影面積の軽減化により、軽量化、コストダウンを図る。また、成形金型41,42間のシャーエッジ部Aで発泡樹脂基材21における端材21aをカット除去し、その後、カットラインから外方に延設する加飾材23の巻込みシロ23aを発泡樹脂基材21の裏面に巻込み処理する。
(もっと読む)
少なくとも1つの溶着部を含む多層中空本体の製造方法
本発明は、液体バリヤ層を含む多層構造を備えた中空プラスチック本体の成形による製造方法に関する。この製造方法は、(a)溶着すべき少なくとも1つの部分を備えたパリソンを、溶着領域(5,5')を備えた少なくとも2つの押圧体(4,4')を有し且つ開いた型内に挿入し、溶着すべき部分を溶着領域(5,5')内に位置決めする工程と、(b)型の押圧体(4,4')を並置させて型を閉じ、パリソンの溶着すべき部分をクランプして溶着を実施する工程と、(c)加圧流体を型内に注入し、及び/又は、真空を型の押圧体(4,4')の背後に引いて、パリソンを型の押圧体(4,4')に押し付け、中空本体を成形する工程と、(d)型を開き、中空本体を取り出す工程を有する。工程(a)〜(d)の間、溶着領域(5,5')を除き、型の押圧体(4,4')を冷却し、工程(a)及び(b)の間、適当な装置(7)を用いて溶着領域(5,5')を加熱する。  (もっと読む)
(もっと読む)
面光源装置用導光板、面光源装置及び液晶表示装置
【課題】通常の成形機を用い、通常の条件設定に基づいて、成形性のよい面光源装置用導光板を提供する。
【解決手段】光源が近接配置される入射面1と該入射面1からの入射光が出射される出射面2とを有している。そして、出射面2側から見た平面形状が略四角形状の板状体であり、且つ、出射面2から板厚方向に延びる一側面又は対向する両側面が入射面1であって、入射面1から遠ざかるにしたがって板厚を減じる形状を呈している。また、入射面1は、(1)半完成品の状態において、入射面1から所定寸法離れた位置に配置されたゲートG(ゲート跡9)から射出された溶融樹脂を入射面1に向かって入射面1の長手方向に略対称的に流れていくようにした付帯的キャビティに対応する張出部7が一体に形成されており、(2)完成品の状態において、張出部7が切断された後の切断面を有している。
(もっと読む)
ブロー成型用金型の製造方法
【課題】 金型の冷却効率の優れたアルミニウム合金等の高熱伝導性金属、または、亜鉛合金(ZAS)等の切削加工に優れる材料を金型母材とし、食い切り先端部に耐久性に優れた高硬度材料を接合したブロー成型用金型用金型の製造方法を提供する。
【解決手段】 アルミニウム合金製の金型母材をパーティング形状に切削する。食い切り周辺部に加熱したステライド合金を高速フレーム溶射により被膜する。キャビティー及びキャビティー周辺の食い切り部、肉逃し部等を切削加工し、ステライド合金で形成された食い切り先端部とアルミニウム合金で形成された金型母材を一体接合した金型を製造する。
(もっと読む)
インモールド蓋材の製造装置
【課題】 容易かつ簡易にインモールド蓋材を製造することができるインモールド蓋材の製造装置を提供する。
【解決手段】 インモールド蓋材の製造装置は、ラベル原反40をラベル11毎に打抜くラベル打抜装置35と、ラベル打抜装置35で打抜いたラベル11を吸着する第1吸着ヘッド41aを有する第1吸着機構41と、第1吸着ヘッド41aにより吸着されたラベル11を受けとる第2吸着ヘッド42aを有する第2吸着機構42とを備えている。第2吸着機構42の第2吸着ヘッド42aにより吸着されたラベル11は、成形型50の開いた状態の雌型51と雄型52との間に移載され、雌型51内に装着される。雌型51と雄型52とが閉となり、雌型51と雄型52との間で、インモールド蓋材1が成形される。
(もっと読む)
ブロー成形用金型
【課題】 母材としてアルミニウム合金などの高熱伝導性金属の利点を維持しつつ、パリソン食い切り用の突起を耐衝撃性の大きいものにして、バリ切断を効率よく行うことのできるブロー成形用金型を提供する。
【解決手段】 一対の分割された金型からなり、その対向する合わせ面の周囲に沿ってパリソン食い切り用の突起を突設した合成樹脂のブロー成形用金型のうち、前記金型を構成する母材として高熱伝導性金属を用いるとともに、前記金型の突起の先端部に金属溶射による高硬度金属製の溶射皮膜を形成する。前記金型母材としてアルミニウム合金またはZAS合金を用い、前記溶射材料としてステライト合金、サーメット材料およびセラミックスのいずれか一つを用いる。
(もっと読む)
成形装置および成形方法
【課題】ディスクゲート式の成形装置において、成形型10内でディスクゲート部分をカットできるようにし、もって、例えば、強化繊維が配合されてなる樹脂材料を用いて歯車や軸受などの成形品を成形する場合に、後加工でのゲートカットに起因する製造コストの上昇を招くことなく、精度の高い成形品を成形できるようにする。
【解決手段】ランナ22に向かって進退移動可能なランナロックピン53上に、ゲートカットスリーブ63を該ランナロックピン53に対し相対移動可能に套嵌し、このゲートカットスリーブ63を前進移動させて成形型10内におけるキャビティ10aとランナ22との間のディスクゲートを遮断するようにする。
(もっと読む)
プラスチック強化複合材料造形製品を製造する装置及びプロセス
3次元造形製品を成形するためのプロセスにおいて、中間品形体を変形させるために力が加えられている間に、中間品形体が予め定められた限界内を自由に移動できるような形で、変形中に中間品形体を変位可能な形で挟持しながら、当初互いとの関係において移動可能である複数の熱可塑性長尺部材を含む中間品形体(10)を変形させる工程;及び任意的に、長尺部材の予め定められた配向を有する3次元製品を成形するために中間品形体の熱可塑性長尺部材を少なくとも部分的に圧密する工程を含むプロセス。3次元造形製品を成形するためのプレス(32)を含む装置も同様に開示されている。  (もっと読む)
(もっと読む)
シートプレス機
【課題】 シート成形品を効率よく形成することができるシートプレス機を提供する。
【解決手段】 第1の固定プレート20と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型22、28を有する第1の成形型装置21と、第2の固定プレート30と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型32、38を有する第2の成形型装置31と、を備える。可動中間プレート40が横方向に往復動作されることで、第1の成形型装置が型締め・型開き動作される一方、第2の成形型装置21、31が型開き・型締め動作される。そして、第1、第2の成形型装置21、31にシート材100が交互に供給されプレス加工されることで、所定形状のシート成形品105を形成する。
(もっと読む)
プラスチック製品の成形方法
【課題】 プラスチック製品が、その外縁部に角(2)を有する成形品(1)の場合において、当該角部分にウエルドが生じない、少量製造でも経済的な成形方法を提供すること。
【解決手段】 スライドコアを有する射出成形機を用いて、少なくとも下記2つの工程を有する成形方法とする。すなわち、成形品(1)を成形する際に、外縁部を延長して切り取り部(3)を設ける射出成形工程と、前記射出成形工程後であって、前記成形品取出し前若しくは前記成形品取出しと同時に、前記スライドコアの移動により、前記切り取り部(3)を削除する工程との2つの工程からなる成形方法とする。前記成形品の前記切り取り部(3)に、ウエルド(4)を発生させることで、ウエルドを成形品から切り離すことができる。(5:成形機の射出ゲート)
(もっと読む)
中空成形方法及びその装置
【課題】 パリソンの内部に挿入されるエキスパンダパネルの駆動のために、上下方向シリンダに加えて一対の横方向シリンダを備えるため、中空成形装置の構造が複雑になる。また、均等な肉厚の中空成形品を得て中空成形品の軽量化を図ることができない。
【解決手段】 金型4a,4bより小さい形状の内金型5を型開き状態の金型4a,4bのセンター位置及び退避位置を相対的に採れるように設け、内金型5に被せるようにパリソンを押出し可能であると共に、内金型5に被せるように押出したパリソンを金型4a,4bの型閉じに際して2分割し、2分割状態のパリソン1を膨らませて中空成形品1fの形状を与える。
(もっと読む)
141 - 160 / 169
[ Back to top ]