
Fターム[4F202CM26]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 材質に特徴がある型、コアによるもの (172)
Fターム[4F202CM26]の下位に属するFターム
可溶性、可融性の (38)
易解体性、易破壊性の (28)
弾性を有する(←弾性袋) (75)
Fターム[4F202CM26]に分類される特許
1 - 20 / 31
合成樹脂製中空曲管の製造方法
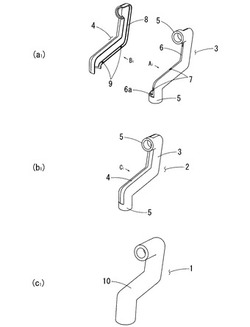
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
発泡樹脂成形品の製造方法

【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】発泡樹脂成形品を成形した後にスキン層の一部を開口させて発泡層を露出させる発泡樹脂成形品の製造方法は、本体部40とリブ部50とを一体的に成形する成形ステップと、倒し込み力F1を作用させてリブ部50を折除することにより本体部40のスキン層41の一部を開口させて発泡層42を露出させるリブ部折除ステップとを有し、成形ステップにおいて、リブ部50の倒し込み力作用面部51と反対側の面部52と、該面部52に倒し込み力F1の作用方向に連続する本体部40の面部43との間の角部31に形成されるスキン層52aを、リブ部50の倒し込み力作用面部51に形成されるスキン層51aよりも薄く形成させる。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】成形用金型による中空状の断面をもつ成形品の成形時に、加圧気体や加圧流体を用いる大型のプレス機を不要として、中子の内圧を高めて変形させることができ、しかも、中子の内圧を高めたときに、上型が下型から離れる方向に移動することを防いで、高品位の成形品が得られる金型間隔保持手段を備えた、成形用金型を用いた繊維強化プラスチックの圧縮成形方法を提供する。
【解決手段】粒体4aを伸延性ある包装材で包装した中子4 を用い、上型2 を下降して下型1との間でプリプレグ3 を加圧して圧縮成形するとき、金型間隔保持手段20を作動させて、左右一対の押え部材21a,21a で上型2 が上方に移動することを阻止する。同時に、下型1に設けたピストンロッド5aをキャビティ内に突出させて、中子4 の一部を押圧する。中子4 をピストンロッド5aで押圧することにより、中子4 の粒体4aを流動させながら変形させ、中子4 とプリプレグ3 間にあった空隙をなくす。得られる成形品には内部にボイドがなく高品質が得られる。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
光学成形体の成形型、光学成形体の成形方法、及び、レンズアレイ
【課題】成形されたレンズアレイに損傷を与えることなく離型することができる光学成形体の成形型、光学成形体の成形方法、及び、レンズアレイを提供する。
【解決手段】基板部と、該基板部に形成された1つ又は複数のレンズ部とを有する光学成形体を成形材料で一体に成形する成形型であって、成形型は、成形材料を挟み込むことによって該成形材料を成形する型部材を有し、型部材にレンズ部の形状を転写するためのレンズ転写部が形成され、レンズ転写部を除く部位の少なくとも一部が多孔質部である。
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
射出成形モールドのための組成物
【課題】粉末射出成形によると内部に空洞や貫通孔を有する製品は製造が困難であった。
【解決手段】50重量%以上100重量%未満の第1の熱可塑性樹脂と、残部である添加物であって、ポリオキシメチレン、ポリプロピレン、脂肪酸エステル、脂肪酸アミド、フタル酸エステル、パラフィンワックス、マイクロクリスタリンワックス、ポリエチレンワックス、ポリプロピレンワックス、カルナバワックス、モンタン系ワックス、ウレタン化ワックス、無水マレイン酸変性ワックス、ポリグリコール系化合物、および粉末射出成形用バインダより選択された一以上よりなる添加物と、を含む混合物よりなる、射出成形のための組成物を利用する。
(もっと読む)
ダイキャスト成形型
【課題】置き中子と固定型内部の位置決め部との接触面に鉄系の固い鋳バリが発生しても、置き中子を傷つけずに円滑に抜くことができるダイキャスト成形型を提供する。
【解決手段】鉄系部品をダイキャスト成形するためのダイキャスト成形型2では、置き中子5が固定型12の第1凹部の内部に配置されている。置き中子5は、ダイキャスト成形後に固定型12から可動型11が離れる際に成型品に挟まった状態で可動型11とともに固定型12から離れる。複数の位置決め部14は、固定型12内部における置き中子5の位置決めを行うために置き中子5と接触する。位置決め部14と置き中子5とが接触する接触面5a、14a、5b、14bは、固定型12に対する置き中子5の抜き方向に対して置き中子5の外形寸法を拡大する方向へ傾斜している。
(もっと読む)
インプリント方法に用いる剥離板、モールド構造体及びインプリント方法
【課題】モールドをレジスト層から引き剥がす際にかかる応力を抑制することでレジスト層やモールドの損傷を抑制する剥離板、モールド構造体及びインプリント方法を提供。
【解決手段】本発明のインプリント方法は、加熱すると屈曲する剥離板を備えるモールド構造体を、加工対象物の基板上に形成されたインプリントレジスト組成物からなるレジスト層に押圧して前記モールド構造体に形成された凹凸パターンを転写する転写工程と、剥離板を加熱して第1の金属層を熱膨張させ、前記モールド構造体の端部を押圧方向と反対方向に屈曲させて前記レジスト層と前記モールド構造体とを剥離する工程と、を少なくとも含むことを特徴とする。
(もっと読む)
液状樹脂材料供給用のゲートノズル
【課題】小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形する際に、成形装置における下型キャビティ内に液状樹脂材料Rを効率良く供給することができるゲートノズル15を提供する。
【解決手段】上型6側に設けられた嵌合着脱部57に対して着脱自在に装設されるゲートノズル本体151と、該ゲートノズル本体の内部に嵌装した冷却水路部材155と、該冷却水路部材に対して着脱自在の状態で嵌装した液状樹脂材料吐出用のノズルチップ156と、該ノズルチップを冷却水路部材155に止着する保持部材157とから構成する。
ゲートノズル15は冷却されているため、該ゲートノズルの内部を流通する熱硬化性樹脂材料Rに対する熱硬化反応を効率良く抑制できると共に、上型6側に対して着脱自在に装設され且つ簡易に分解できるため部品交換等に迅速に対応することができる。
(もっと読む)
型アセンブリ
【課題】焼結および/または成形用の型アセンブリを改善する。
【解決手段】型アセンブリは、筒状内面を有する胴型(4)と、この胴型の筒状内面内でプリフォーム(3)を押圧するための一対のコア型(1、2)とを含み、一対のコア型の少なくとも一方は胴型の筒状内面にガイドされて摺動可能であり、胴型の筒状内面の粗さにおける最大高さRy1が10μm≧Ry1≧1μmの範囲内にあって、コア型の摺動面の粗さにおける最大高さRy2も10μm≧Ry2≧1μmの範囲内にあることを特徴としている。
(もっと読む)
成形用中空部材
【課題】成形用中空部材の製造工数を抑制しながら、成形用中空部材の耐圧性を向上させる。
【解決手段】成形用中空部材1は、耐圧ホース11と、この耐圧ホース11の外周面を覆うように設けられたシリコーンゴム製外覆体12とを備えている。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
型取り母型用シリコーンゴム組成物及び型取り母型
【課題】離型性に優れ、且つ複製品の汚損が少なく、硬化前の材料の脱泡性にも優れた型取り母型用シリコーンゴム組成物を提供する。
【解決手段】(A)ケイ素原子に結合したアルケニル基を1分子中に2個以上有し、25℃における粘度が50〜100 万センチポイズのポリオルガノシロキサン;100重量部、(B)ケイ素原子に結合した水素原子を1分子中に3個以上有するポリオルガノハイドロジェンシロキサン;(A)成分中のケイ素原子に結合したアルケニル基1個に対して、ケイ素原子に結合した水素原子の数の0.4〜4個となる量、(C)白金系化合物;(A)成分に対して白金原子換算で1〜200重量ppm、(D)分子末端にケイ素原子に結合した炭素数1〜3のアルコキシ基を有し、平均重合度が5〜500のポリジメチルシロキサン;0.1〜10重量部を含む型取り母型用シリコーンゴム組成物。
(もっと読む)
成形フィルタ端部キャップと製造方法
フィルタ媒体、第1端部キャップ、および第2端部キャップを含むフィルターエレメントを提供する。フィルタ媒体は、第1および第2フィルタ端部を有する。第1端部キャップは第1フィルタ端部に取り付けられ、第2端部キャップは第2フィルタ端部に取り付けられる。第2端部キャップはモールド成形材料により形成され、一体モールド成形される取っ手構造を備える。取っ手構造は、少なくとも部分的に横方向に貫通するよう形成される中空部を有するフランジを含む。中空部は、第2端部キャップ上に分割線が生じないよう割型なしでモールド成形される。一実施の形態では、中空部は、内部にモールド封止されるグロメットを用いて取っ手構造のフランジ内に形成される。 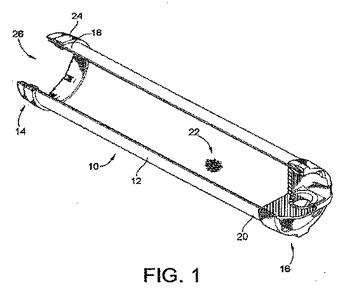 (もっと読む)
(もっと読む)
表皮付き発泡成形品の製造方法と発泡成形型
【課題】発泡成形型のアンダーカット部成形用入れ子の存在に起因するバリの発生を防いで後工程によるバリ除去作業を不要にすることができ、かつ美観の良好な表皮付き発泡成形品を得ることを目的とする。
【解決手段】発泡成形型表面部材載置用凹部29に屈曲可能な材質からなる発泡成形型表面部材31が積層されて、発泡成形型表面部材31によって雌型11とアンダーカット部成形用入れ子21の境界が覆われ、アンダーカット部成形用入れ子21が型外方へ移動することにより発泡成形型表面部材31から離れて、アンダーカット部成形用入れ子21の離れた部分で発泡成形型表面部材31が型外方へ屈曲可能となる発泡成形型10を用い、スプレーリム法で表皮付き発泡成形品を製造する。
(もっと読む)
中空FRPの製造方法
【課題】FRP部材をRTM成形にて製造する場合、サンドイッチ構造の芯材や中空中子に流動溝を加工し樹脂の拡散性を高める方法では、その流動溝内に溜まった樹脂の硬化収縮により、FRP表面が部分的に歪み、外観意匠性を損ねてしまうという問題が発生するため、表面意匠性が求められる部材に適用するには、その歪みを研磨、除去する必要があり、結果コストが高くなってしまう。
【解決手段】表面が粗面化された中空断面を有する中子の外周に、強化繊維基材を配置したプリフォームを成形型のキャビティ内に配置し、前記中子内を加圧しながら、前記成形型のキャビティ内に熱硬化性樹脂を注入し、強化繊維基材に樹脂を含浸させ、樹脂を硬化した後に中子を除去する中空FRPの製造方法。
(もっと読む)
金型及び金型の離型方法
【課題】高アスペクト比形状を含む微細形状金型の成型、離型を促進させること。
【解決手段】高アスペクト比形状を含む微細形状金型を用いて、その金型形状を転写させるためには、微細形状金型及び微細形状金型を含む部材に電磁歪素子を配置させ、形状、材料、成型、離型状態に応じた駆動振動数、或いは駆動波形、或いは駆動電圧、或いはそれらの組み合わせにより、最適な信号を電磁歪素子に入力させることにより、金型の成型、離型を促進させることができる。
(もっと読む)
分岐ホースの製造方法と分岐ホース製造用のマンドレルおよび分岐ホース
【課題】屈曲したメインホースからサブホースを分岐させた分岐ホースの製造に適用できる新たなマンドレルを提供する。
【解決手段】分岐ホース製造用マンドレル100は、中空で可撓性を有するチューブ本体114に充填物120を充填させ、この充填物120で外郭形状を維持する。充填物120は、砂を固定粒子とする高濃度懸濁液とされているので、ズレ応力の増大に伴い見かけの粘性率が増加するダイラタンシーを呈する。よって、マンドレル挿入時には、見かけ粘性率が低いことから充填物流動を起こすので、メインホースの屈曲ホース軌跡に倣ってマンドレルを挿入できる。一方、分岐箇所にゴム材料注入により被覆部を形成する際には、注入に伴う圧力上昇により充填物120の見かけ粘性率は増大するので、注入に伴う力に抗して、メインホースの外郭形状を維持する。
(もっと読む)
ダイヤモンドライクカーボン複合層を有する金型
【課題】本発明はダイヤモンドライクカーボン複合層と基材が比較的高い結合力を持つ金型を提供する。
【解決手段】本発明は、ダイヤモンドライクカーボン複合層を有する金型に関するものであり、前記ダイヤモンドライクカーボン複合層は、基材から外側表面までに、順次に第一層乃至第N+1層を備え、前記第一層から第N層までは、金属又は金属窒化物である詰め物を含むダイヤモンドライクカーボン層であって、且つ各層の詰め物のモルパーセント含有量が逓減し、第N+1層は純ダイヤモンドライクカーボン層であって、前記Nの値は2〜30である。
(もっと読む)
1 - 20 / 31
[ Back to top ]