
Fターム[4F204AA04]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリオレフィン (429) | ポリエチレン系 (144)
Fターム[4F204AA04]の下位に属するFターム
HDPE (22)
LDPE
LLDPE (2)
EPM、EPDM、EPT (8)
エチレン−酢酸ビニル共重合体 (14)
Fターム[4F204AA04]に分類される特許
41 - 60 / 98
人工大理石の製造方法
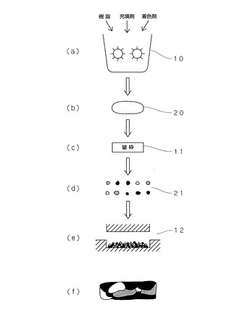
【課題】天然大理石の外観を呈する人工大理石を製造する。
【解決手段】着色剤を添加して均一な色彩に混練した樹脂製の大理石素材を粒状、片状又は塊状に破砕し、色彩の異なる複数の破砕粒、破砕片及び/又は破砕塊を成形面上に並べて加圧し、破砕粒、破砕片及び/又は破砕塊を流動させるとともに相互に一体化させ、天然大理石の外観を呈する人工大理石を得る。着色剤は斑模様に混練してもよい。また、破砕粒、破砕片及び/又は破砕塊の表面に着色剤の表面層を形成するようにすることもできる。大理石素材の樹脂には充填剤、例えば水和金属化合物や炭酸カルシウムを添加混合するのがよい。
(もっと読む)
再生可能な繊維強化樹脂成形品の製造方法

【課題】容易に成形でき、しかも高精度で成形品を製造できる複合樹脂成形品の製造方法を提供する。
【解決手段】フィラー状、粉状の強化繊維原料を60重量%以上、マトリックス樹脂に充填してなる繊維強化素材(130,130',130'') を用いる。この繊維強化素材を破砕し、繊維強化素材の破砕片を平面上又は所定の立体形状の面上に並べて加熱加圧し、密集一体化させることによって所定の形状の複合樹脂成形品(131,131'')を製造する。繊維強化素材の原料には各種不燃性強化繊維を用いることができる。また、マトリックス樹脂には各種熱可塑性樹脂を用いることができる。
(もっと読む)
微細パターンの形成方法
【課題】一般的な樹脂および汎用の成形機を用いて、精度の良好な微細パターンを有する化学マイクロデバイスを大量生産するための方法を提供すること。
【解決手段】本発明の微細パターンを有する樹脂構造物の形成方法は、キャビティに嵌合するようにコアが設置されたインロー構造の金型を用いて、該キャビティ内に樹脂を充填して、該樹脂を加圧下で成形する工程を含む。したがって、インロー構造の金型を作成するだけで、特別な設備を必要とすることなく、種々の樹脂について微細パターンを有する樹脂構造物を大量生産できる。
(もっと読む)
断熱樹脂注入機及び注入ノズル及びノズル連結具
【課題】断熱樹脂の詰り難い注入ノズル及びこの注入ノズルを備えた断熱樹脂注入機及び注入ノズルを断熱樹脂注入機本体に取り付けるのに用いる注入ノズル連結具を提供する。
【解決手段】ミキシングヘッドの二液を混合する撹拌ロータを収容するケース2の二液の混合液の吐出口2d1に近接する位置に根本がケースに固定されるつば4bと、ケースの吐出口から流出する混合二液を受け入れる受け入れ口から排出口までの混合液の通路を構成し、つばと一体又は一体的なパイプ5とを設け、少なくともパイプを合成樹脂とした。
(もっと読む)
成形吸音材
【課題】 塩化ビニル系樹脂により裏打ちされたカーペットの回収品及びカーペット製造時に発生する端材からなるカーペット廃材から、道路騒音を低減する吸音材として有効な成形吸音材の効率的な製造方法及びその成形吸音材の施工方法を提供する。
【解決手段】 塩化ビニル系樹脂により裏打ちされたカーペット廃材を粉砕後、粒径が3mm以下の樹脂裏打ち層を主成分とする粉砕物の含有量が30重量%以下となるように除去した粉砕物(イ)、及び/又は、粒径が1mm以下の微粉の含有量が5重量%以下となるように除去した粉砕物(ロ)と、芯鞘型合成繊維(ハ)及び/又は低融点合成繊維(ニ)を混合して配合物を得、さらに好ましくは、該配合物に水を混合後、高周波又はマイクロ波誘電加熱により加熱、加圧成形して吸音性、耐水性に優れた成形吸音材を得る。
(もっと読む)
発泡耐熱容器の製造方法
【課題】結晶性樹脂発泡シート材を用い、耐熱性と断熱性及び外観の光沢性を備え、見た目の見栄えがよく、収納した食品を電子レンジで直接加熱が可能となる商品価値の優れた容器を得ることができる発泡耐熱容器の製造方法を提供する。
【解決手段】凹型11と凸型12の嵌り合い成形隙間aを、成形に用いる結晶性樹脂発泡シート材Aの厚み以下に設定し、加熱させた凹型11と凸型12で結晶性樹脂発泡シート材Aを両面から挟んでプレス成形した際、凸型12を凹型11と同温もしくは高温に設定し、凹型11と凸型12に設けた吸引口19、20で結晶性樹脂発泡シート材Aを吸引して凹型11と凸型12の両面に密着させることにより結晶化を行い、成形後に、吸引を停止させた凸型12を先行で離型させて凹型11は吸引状態を継続することで成形品の表面を冷やし、吸引を停止して凹型11から成形品を離型する。
(もっと読む)
耐衝撃性成形品およびそのような物品を得る方法
本発明は、一方向繊維と任意選択の結合剤との単一層を含んでいるシートを(2)枚以上積み重ねてスタックを形成するステップと;アイソスタティック加圧手段を用意するステップと;スタックをアイソスタティック加圧手段に入れるステップと;温度下および均等圧力下でスタックを合体させて成形品にするステップとを含む、成形品の製造方法に関する。本発明はさらに、前記方法で得られる製造物に関し、その製造物は耐衝撃用途に用いるのに非常に適しており、それには例えば、ヘルメット、曲面パネル、円錐形標識およびドームがある。 (もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材とその表裏面側にそれぞれ一体化されるトップ層及び樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品並びにその製造方法において、外観性能を高め、かつ製作コストを低減化する。
【解決手段】ドアトリム20は、ドアトリムアッパー(積層構造体)30と、ドアトリムロア(樹脂単体品)40とから構成されている。ドアトリムアッパー30は、軽量でかつ保形性を有する発泡樹脂基材31と、その裏面に一体化される樹脂リブ32と、発泡樹脂基材31の表面側に射出成形されるトップ層33との積層構造体から構成され、射出成形によりトップ層33を成形することで、造形自由度を高めることができるとともに、かつ樹脂リブ32の収縮歪みが原因となる表面ヒケを防止でき、また、絞模様の転写も精度良く行なえる。
(もっと読む)
シート用クッション部材の製造方法
【課題】表皮材と裏基材とを同時に発泡樹脂の発泡成形により一体化し、表面の感触や着座感の良好なシート用のクッション部材を製造する。
【解決手段】シート表面側に配置される表皮材12とシートフレーム側に配置される裏基材14との間に発泡樹脂を注入して発泡成形を行うに、熱可塑性の樹脂シート21からなる裏基材14の表面に、発泡樹脂16に対する接着性を高める活性化処理を施して活性化面22を形成し、裏基材14の活性化面22に発泡樹脂を接触させて発泡成形を行うことにより製造する。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材とその裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品並びにその製造方法において、樹脂リブの収縮歪みを抑え、表面ヒケを防止する。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22との積層構造体から構成され、樹脂リブ22の素材として、ガラス繊維等の強化繊維aと熱可塑性樹脂とからなる複合樹脂材料を使用することにより、樹脂リブ22の成形後における収縮歪みを抑え、表面ヒケを確実に防止する。
(もっと読む)
モールド成形体及びその製造方法
【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体及びその製造方法を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
セルロース繊維強化成形体とその製造方法
【課題】成形不良を起こすことなしに厚肉の成形品を得ることのできる軽量のセルロース繊維強化成形体とそれを効率的に製造する方法を提供する。
【解決手段】上記製造法を、互いに絡み合ったセルロース繊維を単独で或いは粉末状の樹脂成分と共に溶媒中で攪拌してスラリーを形成させ、溶媒を凍結乾燥により除去して得られる、セルロース繊維からなる綿状体或いは樹脂成分を含有するセルロース繊維からなる綿状体とし、前者の綿状体には樹脂成分を含浸させた後、後者綿状体はそのまま、加熱下で成形するものとする。該セルロース繊維としては、その少なくとも一部をパルプの叩解または機械的解砕によってミクロフィブリル化したものとするのがよい。
(もっと読む)
フィルター成形体の製造方法
【課題】 フィルター成形体の上下で成形時にかかる圧力の差を小さなものに抑えて、成形体全体の密度のバラツキが少なく、水や空気の流量も十分得られフィルターとしての性能も均等なものが得られるフィルター成形体の製造方法を提供する。
【解決手段】 浄化成分と高分子量で低メルトインデックスの重合体結合材からなる原料を金型内に充填し、加圧して所定形状に成形するフィルター成形体の製造方法であり、金型Mはフィルター側面を成形する側型7、上面を成形する上型8、下面を成形する下型9からなり、上型8と下型9はそれぞれ側型7に対して上下方向に移動可能に配置され、上型7と下型8と側型9とで形成されるキャビティ11内に原料を充填して0.5〜50kPaの力で原料を加圧しながら金型Mを加熱して、溶融した原料を加圧する工程を有する。
(もっと読む)
強化プラスチック成形品およびその成形方法
【課題】 この発明は、フロー成形時の流動性の異なるスタンパブルシートを用いた強化プラスチック成形品およびその成形方法に関する。
【解決手段】20〜40重量%のガラス繊維を含有した第1のスタンパブルシートと、70〜80重量%のガラス繊維を含有した第2のスタンパブルシートを積層する際に、金型の上型および下型に直接に第2のスタンパブルシートが接することがないよう第2のスタンパブルシートを中間層に配置し、その上および下に第1のスタンパブルシートをそれぞれ積層して金型上に載置し、プレス機を用いたフロー成形により一体成形されたことを特徴とする。
(もっと読む)
スタンピング可能な強化複合材の半製品を生産する方法
一つ以上のプラスチック及び細断した繊維又は連続したフィラメント(4)を含む、スタンピング可能な強化複合材の半製品を生産する方法において、前記繊維又はフィラメント(4)の軟化温度が、前記材料の軟化温度の最高の温度より高く、前記繊維又はフィラメント(4)を特に重力によってコンベヤ(1)上に堆積させるステップと、総重量の5%と90%の間の割合で前記プラスチックの粉末の粒子(6)を前記繊維又は前記フィラメント(4)上に散布するステップと、前記粒子(6)を前記繊維又は前記フィラメント(4)と混和するステップと、混和物を前記材料の軟化温度より高い温度まで加熱するステップとを含み、混和ステップが、前記混和物(4、6)に、前記コンベヤ(1)の前進方向(15)にほぼ垂直な少なくとも1つの電界をかけるステップを含む方法。 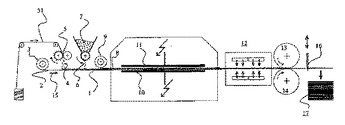 (もっと読む)
(もっと読む)
造形部品の製造方法および前記方法で得られる造形部品
本発明は、
− 一方向耐衝撃繊維と結合剤との単一層を含む(2)枚以上のシートを積み重ねてスタックを形成するステップと、次に、スタックを金型に入れるステップと、金型内のスタックを制御部材で固定するステップと、金型を閉じるステップと、
− 温度および圧力のもとでスタックを固化して曲面造形部品にするステップと
を含む、造形部品の製造方法に関する。本発明はさらに、前記方法で得られる製品に関し、その製品は耐衝撃用途に用いるのに非常に適しており、それには、例えばヘルメット、曲面パネル、円錐形標識およびドームがある。
(もっと読む)
熱可塑性樹脂成形品の製造方法
【課題】外観良好な熱可塑性樹脂成形品の製造方法を提供する。
【解決手段】機能性部材8を賦形するための凹部6が成形面に形成され、該凹部内に圧縮空気の供給と溶融状熱可塑性樹脂の供給が可能な成形型Aと、該成形型Aと対を成す成形型Bを用いて、所定形状に賦形された熱可塑性樹脂発泡シートに、部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂成形品の製造方法であって、以下の工程を全て含む熱可塑性樹脂成形品の製造方法。(1)成形型A3および成形型B7の間に、熱可塑性樹脂発泡シート1を供給する工程、(2)成形型Aの凹部内に圧縮空気を供給する工程、(3)型閉めする工程、(4)成形型A成形面に前記熱可塑性樹脂発泡シートを接触させる工程、(5)圧縮空気の供給を停止する工程、(6)成形型Aの凹部内へ溶融状熱可塑性樹脂を供給する工程、(7)溶融状熱可塑性樹脂の供給を停止する工程。
(もっと読む)
視覚障害者誘導用床タイルの製造方法
【課題】突起と突起以外のベースタイル表面との色相、明度、彩度、蓄光性の有無などを自由に変えて変化に富んだ誘導用床タイルを得ることができる製造方法を提供する。
【解決手段】下金型6の凹部6aに熱可塑性樹脂製のブロック体1を嵌め込み、その上に熱可塑性樹脂製のベースタイル5を重ねて上金型7と下金型6で加熱プレスする製造方法とする。加熱プレスによって熱可塑性樹脂製のブロック体1と熱可塑性樹脂製のベースタイル5が融着一体化して、ブロック体1よりなる突起をタイル表面に備えた誘導用床タイルT1が得られる。その場合、ブロック体1とベースタイル5が色相、明度、彩度の少なくとも一点で異なるようにすると、変化に富んだ誘導用床タイルT1が得られる。
(もっと読む)
熱可塑性素材の成形方法
【課題】成形素材の機能面予定面に発生する曇りや発泡等の変質を防止し、成形素材のもつ透明度や元来の色が失われないようにする。
【解決手段】対向配置された一対の成形型11,12とこれらを挿嵌するスリーブ13とを有する型セット10の内部に、熱可塑性素材30を配置し、型セット10と熱可塑性素材30をまとめて加熱して熱可塑性素材30を加熱軟化した後、押圧成形する。この場合、熱可塑性素材30の機能面予定面30a、30bと、一対の成形型11,12の機能面成形面11a、12aとが非接触の状態で、熱可塑性素材30を機能面予定面以外の部位にて支持し、該支持部位から熱可塑性素材30への伝熱加熱により、熱可塑性素材30を変形可能な温度に加熱軟化する。
(もっと読む)
ポリウレタンフォームのモールド成形方法
【課題】ポリウレタンフォームのモールド成形時に一旦発泡した発泡性ビーズが、その後に崩壊して収縮するのを防ぎ、発泡状態が良好なポリウレタンフォームを得られるようにする。
【解決手段】ポリウレタン原料をモールドに充填して発泡させるポリウレタンフォームのモールド成形方法において、ポリウレタン原料に未発泡の発泡性ビーズと熱可塑性合成樹脂粒状物を添加した混合原料Pをモールド10に充填する。ポリウレタン原料中のポリオール100重量部に対して、未発泡の発泡性ビーズの添加量は10〜200重量部が好ましく、また熱可塑性合成樹脂粒状物の添加量は5〜100重量部が好ましい。
(もっと読む)
41 - 60 / 98
[ Back to top ]