
Fターム[4F204AA04]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリオレフィン (429) | ポリエチレン系 (144)
Fターム[4F204AA04]の下位に属するFターム
HDPE (22)
LDPE
LLDPE (2)
EPM、EPDM、EPT (8)
エチレン−酢酸ビニル共重合体 (14)
Fターム[4F204AA04]に分類される特許
21 - 40 / 98
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
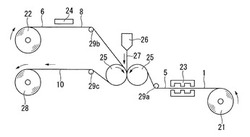
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
中間製品および中間製品複合体

【課題】金属板に代用でき、利用範囲が広い繊維強化プラスチック中間製品及び中間複合体を提供する。
【解決手段】中間製品は熱可塑性プラスチックの2つの層10、11の間に強化繊維3が配置された構成からなる。強化繊維3は単一方向に配向しており、上下の熱可塑性プラスチックは強化繊維3の間の空隙18を通じて互いに接合されている。中間複合体は少なくとも2つの中間製品を重ねて接合することにより得られ、用いられる中間製品の強化繊維はそれぞれ配向方向が異なるように配置するのが好ましい。
(もっと読む)
チップ成形体とその製造方法
【課題】軟質ポリウレタンフォームチップのみからなる成形体よりもチップ成形体の全面を高い硬度にし、且つ成形体の重量を軽くすることができるチップ成形体とその製造方法を提供する。
【解決手段】本発明のチップ成形体20は、第1のチップ材と第2のチップ材とが混合されて第1のチップ片24と第2のチップ片26とが均一に分散している混合材料が押し固められると共に、第1及び第2のチップ片が接着剤で結合されて一体化したチップ成形体である。第1のチップ材は、軟質ポリウレタンフォームが粉砕されて形成された第1のチップ片の集合物である。第2のチップ材は、熱可塑性樹脂発泡体が粉砕されて形成された第2のチップ片の集合物である。ここで、第1のチップ材の嵩密度と第2のチップ材の嵩密度が同等になるように第1のチップ片と第2のチップ片の少なくともどちらか一方の平均外形寸法が調節されている。
(もっと読む)
異方性粒子を使用したアクリル系材料における装飾的外観の調製方法
アクリル系材料における装飾的外観は、アスペクト比3を有する異方性粒子を含有する流動性の架橋可能なアクリル系材料を収縮性支持材に塗布し、続いて架橋して固体物品を形成することによって得られる。 (もっと読む)
カレンダー成形用エチレン−α−オレフィン共重合体およびカレンダー成形体
【課題】レンダー成形時にカレンダーロールからの剥離が容易であって成形性に優れるエチレン−α−オレフィン共重合体であって、かつ、衝撃強度および抗ブロッキング性に優れる成形体が得られるカレンダー成形用エチレン−α−オレフィン共重合体を提供する。
【解決手段】エチレンに基づく単量体単位と炭素数3〜20のα−オレフィンに基づく単量体単位を有し、密度(d)が860〜950kg/m3であり、メルトフローレート(MFR)が0.01〜5(g/10分)であり、重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4〜30であり、Z平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が2〜5であり、下記式(I)で求められるg*が0.79〜0.95である、カレンダー成形用エチレン−α−オレフィン共重合体。
g*=[η]/([η]GPC×gSCB*) (I)
(もっと読む)
樹脂パウダーの散布方法並びに散布装置
【課題】基材表面に樹脂パウダーを散布する樹脂パウダーの散布方法並びに散布装置において、基材の幅寸法の変更に有効に対応させて基材の造形自由度を高める。
【解決手段】散布装置30は、樹脂パウダーPを貯留するホッパー31と、その下部に位置し、樹脂パウダーPをふるい落とすシューター32とからなり、シューター32の長手方向両端に拡張金具40を開閉可能に取り付け、拡張金具40を開放状態、あるいは閉鎖状態でシューター32に固定することで、シューター32下端のパウダー散布用開口33の開口幅寸法Wを可変させることにより、基材Fの幅寸法wに有効に対応させる。また、シューター32の長手方向端末に別体の増設散布ユニット60を付設することで、パウダー散布用開口33の開口幅寸法Wを拡張させる。
(もっと読む)
食品収容容器及び該容器の製造方法
【課題】ポリエチレンフィルム等の吸着性に優れると共に、防水性、保温性に優れたパルプモールド製食品収納容器を提供する。
【解決手段】植物性の流動性原料から形成された容器内面が水抜き面となる食品収容容器の水抜き面に、熱可塑性樹脂フィルムを減圧により密着させ、ヒートシールして貼着させることによって、熱可塑性樹脂フィルムの容器内面への吸着性を著しく高めた。
(もっと読む)
断熱シートの製造装置、及び断熱シートの製造方法
【課題】断熱シートの断熱性能の向上を図ることができるとともに、断熱シートを容易に製造することができ、またエネルギの消費量の低減を図ることができる断熱シートの製造装置、及び断熱シートの製造方法を得る。
【解決手段】断熱シートの製造装置1は、上下ローラ2,3を回転させながら上下ローラ2,3間に繊維ウェブ9を通すことにより繊維ウェブ9を断熱シート15とする。上ローラ2は、ローラ本体11と、ローラ本体11の外周部を囲む断熱被覆材12とを有している。断熱被覆材12には、ローラ本体11の外周部を露出させる露出用穴13が設けられている。また、断熱被覆材12は、ローラ本体11よりも熱伝導率の小さい材料で構成されている。繊維ウェブ9が上下ローラ2,3間に通されるときには、繊維ウェブ9の繊維同士が熱融着可能な温度にローラ本体11が加熱される。
(もっと読む)
架橋発泡成形体の製造方法および架橋発泡成形体
【課題】発泡成形体の表面を改質する工程を経ることなく、その表面が発泡成形体内部とは異なる性質を有する架橋発泡成形体の製造方法を提供する。
【解決手段】トレー状凹部4を備える下型と、前記トレー状凹部4を密閉し得る上型2とを用いて架橋発泡成形体を製造する方法であって、以下の工程を全て含む架橋発泡成形体の製造方法。(1)前記トレー状凹部4に、発泡剤および架橋剤を含む熱可塑性樹脂シート(A)5aと、発泡剤および架橋剤を含み、前記熱可塑性樹脂シート(A)5aとは樹脂組成の異なる熱可塑性樹脂シート(B)5bとを重ね、前記上型2と下型1とを型閉めしつつ、前記トレー状凹部4を前記熱可塑性樹脂シート(A)5aおよび熱可塑性樹脂シート(B)5aによって充填する工程、(2)型閉めした成形型を、加圧かつ加温する工程、(3)成形型を型開きし発泡成形体を得る工程
(もっと読む)
筐体及びその成形方法
【課題】薄肉化・軽量化が容易で寸法安定性が高く、強度、難燃性及び加工歩留まりを向上しうる筐体及びその成形方法を提供する。
【解決手段】複数の空孔32が形成された樹脂シート30を少なくとも1枚含む複数の樹脂シート20,30,40を積み重ね、多層樹脂シート50を形成する工程と、多層樹脂シート50をプレス成形し、内部に複数の空孔32が形成された筐体を10形成する工程とを有する。
(もっと読む)
成形された複合アセンブリ及びその製造方法
複合アセンブリ(10)の形状を形成する装置(50)及び方法であって、第1の表面(46)を有する型(51)と、その上に複数の真空バッグシート(53、55)を含む真空バッグ(45)と、その中にある複合アセンブリ(10)とを含み、複合アセンブリは複数の結合可能な層(12)を含み、少なくとも1つの複数の真空バッグシートは、複数の結合可能な層と型の第1の表面との間にあり、複数の結合可能な層は、真空バッグの内圧が減少し、バッグ及び複合アセンブリの複数の結合可能な層を型から取り除いても、型のネガ像である形状を保持できる、装置及び方法。 (もっと読む)
発泡樹脂成形品及びその成形方法
【課題】ヘッドレスト穴などの穴の縁部の変形が防止される発泡樹脂成形品と、その成形方法を提供する。
【解決手段】シートパッド1のヘッドレスト穴4の周囲に高強度樹脂が付着されて高強度とされている。高強度樹脂は、シートパッドにスプレー等によって付着されてもよく、発泡成形用金型のキャビティ面に付着しておいてもよい。
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドを効率よく製造する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に殻状体5が設けられている。殻状体5は、V字形断面形状の不織布よりなり、延出部3側に開口5eが設けられている。この殻状体5内に張出部4を構成する発泡樹脂が充填されて埋設体を構成している。
(もっと読む)
発泡体充填乗物用中空部材の製造方法
【課題】乗物用中空部材内に硬質発泡体を挿入して容易かつ精確に位置決めする方法の提供。
【解決手段】(a)熱活性化発泡性接着剤を有し、かつ硬質発泡体の表面から伸びる少なくとも一つの一体型位置決めピンを有する硬質発泡体を含む硬質発泡体挿入体を、その位置決めピンが中空部材の孔中に押し入って硬質発泡体挿入体が中空部材内に位置決めかつ保持されるように構成された、少なくとも一つの孔を有する乗物用中空部材中に挿入し、そして
(b)内部に硬質発泡体挿入体を有する中空部分を熱活性化発泡性接着剤を活性化するのに充分な温度及び時間加熱して発泡体を充填した乗物用中空部材を生成せしめることを含んでなり、発泡体充填中空部材が、工程(b)の前に、発泡体挿入体の壁及び乗物用中空部材の壁によって規定される一時的なドレインチャンネルを有する、発泡体充填乗物用中空部材の製造方法。
(もっと読む)
シールのような物品を得るための装置および方法、並びに容器のシール
合成樹脂から物品(11;111;211;311)を成形するための装置は、前記物品(11;111;211;311)の縁部領域(14)を成形するための、その内側領域(19)の周りに延びる凹所(22)を有した成形手段(16)と、ピストン装置(35;135)と協働して前記凹所(22)に前記合成樹脂を供給する、前記凹所(22)に連続する位置で前記内側領域(19)につながっている管路(34)とを備える。 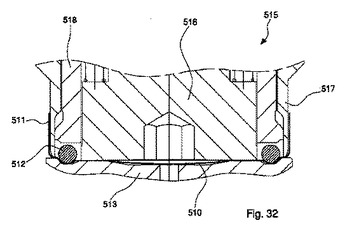 (もっと読む)
(もっと読む)
多層構造緩衝材の製造方法、ダンプトラックの受け木の製造方法、多層構造緩衝材及びダンプトラックの受け木
【課題】耐久性が高く安価でありかつ衝撃吸収性に優れた多層構造緩衝材の製造方法及び多層構造緩衝材を提供する。
【解決手段】ポリエチレン、ポリプロピレンのいずれかの再生樹脂を主成分とし、その他の再生樹脂を混入した樹脂材料を押出機24,26内で混練して加熱溶融し、この加熱溶融した樹脂を、押出機に装着され、内部に発泡ポリエチレンシート55を挿入した金型40内に加圧注入し、成型することで樹脂材料を発泡ポリエチレンシート55と一体化する。
(もっと読む)
超高分子量ポリオレフィン製シート及びその製造方法
【課題】比較的肉厚でありながらも透明性、耐熱性及び機械物性に優れる超高分子量ポリオレフィン製シート等を提供すること。
【解決手段】135℃デカリン溶液中で測定した極限粘度が7dl/g以上である超高分子量ポリオレフィン重合体を含み、密度が925kg/m3を超える超高分子量オレフィン成形体を、少なくとも一方向に圧延して得られる、厚みが0.3mm以上であり、且つ、該厚み方向における内部ヘイズが50%以下である、超高分子量ポリオレフィン製シート。
(もっと読む)
金属−樹脂複合成形品及びその製造方法
【課題】接着剤を用いることなく金属部と樹脂部とを接着接合させることのできる金属−樹脂複合成形品及びその製造方法を提供する。
【解決手段】金属−樹脂複合成形品における金属部は表面にシラノール基が付与されたものであり、合成樹脂はシラノール基と相互に作用し合う接着性官能基を含む接着性改質剤が配合されたものである。金属−樹脂複合成形品では、金属部と樹脂部とがシラノール基と接着性官能基との相互作用により接着されている。金属−樹脂複合成形品は、金属部の表面にシラノール基を付与する処理と、シラノール基と相互に作用し合う接着性官能基を含む接着性改質剤を合成樹脂に配合して成形材料とする処理と、金属部をインサートとして樹脂成形金型内に配置し、成形材料を溶融状態にして樹脂成形金型内で賦形して樹脂部を成形しつつ、シラノール基と接着性官能基との相互作用により樹脂部を金属部に接着させる処理とを経て得られる。
(もっと読む)
可変厚さの多層物品
可塑性樹脂の多層充填物の圧縮成形で製造される、軸対称性でない多層物品であって、上記物品は、圧縮前に鋳型中の充填物の中心となる点に対応する供給中心を備えており、流れの長さである、上記供給中心と上記物品の端部の間の距離が一定でないものにおいて、与えられた流れの長さに対して、該流れの長さが大きいほど、この流れの長さに沿う部分の平均厚さが小さく、与えられた流れの長さに対して、該流れの長さが小さいほど、この流れの長さに沿う部分の平均厚さが大きい、ことを特徴とする。 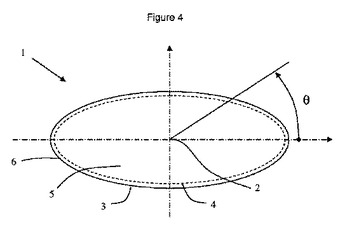 (もっと読む)
(もっと読む)
繊維強化プラスチックおよびこれを用いた強化断熱複合材
【課題】 高価である強化繊維の使用を抑えつつ、強度や断熱性、耐水性、耐ねじれ強度にも優れた軽量な繊維強化プラスチックおよびこれを用いた保冷コンテナの壁材用の強化断熱複合材を提供する。
【解決手段】 強化繊維材2に強化充填材4を混入したバインダー樹脂3を浸透させて硬化させる。また、強化充填材4を混入したバインダー樹脂3が浸透された一対の強化繊維材2によってシート状ないし板状の発泡材7の両側面を狭持させ、前記発泡材7を圧縮させて保冷コンテナの壁材用の厚さに成形する。
(もっと読む)
21 - 40 / 98
[ Back to top ]