
Fターム[4F204AA04]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリオレフィン (429) | ポリエチレン系 (144)
Fターム[4F204AA04]の下位に属するFターム
HDPE (22)
LDPE
LLDPE (2)
EPM、EPDM、EPT (8)
エチレン−酢酸ビニル共重合体 (14)
Fターム[4F204AA04]に分類される特許
61 - 80 / 98
熱可塑性複合材料の形成方法
【課題】熱可塑性複合材料の形成方法であって、熱可塑性複合材料が、半結晶性ポリマー、好ましくは同じ種類の半結晶性ポリマーから供給されるマトリックス及び強化材の両方を含む熱可塑性複合材料の形成方法を提供すること。
【解決手段】上記方法は以下のステップ:i)マトリックスの融点未満の温度を有する熱可塑性複合材料のスタックを金型に配置するステップと、ii)金型を閉鎖するステップと、iii)少なくとも前記ステップii)の後で前記金型の温度はマトリックスのシール点と強化材の融点との間であり、滞留時間の後に金型を開放するステップと、を含む。
(もっと読む)
プライバシーフィルムの製造方法
プライバシーフィルムの製造方法は、一般に、高分子材料を提供する工程と、高分子材料を、特定の幾何学形状をもつほぼ平行な細長い複数のチャネルを含む微細構造の金型上に堆積させる工程と、高分子材料を微細構造の金型のチャネルに流れ込むように誘導する工程と、チャネルの内側で高分子材料を固化させて、高分子ベースシートによって互いに連結された複数の光誘導要素を得る工程と、微細構造の金型からプライバシーフィルムを引き離す工程とを含む。  (もっと読む)
(もっと読む)
合成樹脂製シートの成型装置
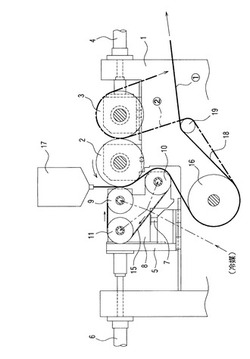
【課題】 成型される合成樹脂製シートの剥離性を向上させ、高品質の合成樹脂製シートを得ることのできる成型装置を提供する。
【解決手段】 互いに所定の間隔を保って設けられた複数のスリーブロール9,10,11間に回転自在に掛け渡した薄肉パイプ15と、薄肉パイプ15の一部分に対設して設けられた第一キャストロール2と、第一キャストロール2を回転駆動させる駆動源とからなり、薄肉パイプ15及び第一キャストロール2間に溶融合成樹脂材料を供給し、薄肉パイプ15及び第一キャストロール2で挟圧して合成樹脂製シートを成型する。薄肉パイプ15には、この薄肉パイプ15を冷却する冷却手段を設けてあり、その冷却手段はスリーブロール9,10,11内に冷媒を供給するようにしてなる。
(もっと読む)
ライナ成形装置、ライナ成形方法及びライナ

【課題】 ライナによる容器の密封性を従来よりも一段と向上できるライナ成形装置、ライナ成形方法及びライナを提供することにある。
【解決手段】 飲料容器用キャップ2の天板部7の内面8に位置決めされた溶融した合成樹脂材3を押圧成形手段4の押圧面6によって押圧し、天板部7の内面8にライナを成形するライナ成形装置1において、押圧面6に形成され、この押圧面6の環状凹部12まで合成樹脂材3を押し広げるように当該合成樹脂材3を放射状に押圧する突出部13を設けるようにした。従って、突出部1によって合成樹脂材3を中心部から環状凹部12まで確実に導くことができるので、一部が欠けた不完全な成形部分を有したライナを成形し難くでき、かくしてライナによる容器の密封性を従来よりも一段と向上できる。
(もっと読む)
ライナ成形装置及びライナ成形方法
【課題】 ライナによるボトル缶の密封性を従来よりも一段と向上できるライナ成形装置及びライナ成形方法を提供することにある。
【解決手段】 ライナ成形装置1では、押圧面10の成形下死点を変化させて余分に供給された合成樹脂材101を押圧面10の下方領域に集めるようにしたことにより、シール部成形手段2の環状凹部7と飲料容器用キャップ105の内面106Aとの間の距離を一定に保つことができ、その結果、ライナ110のシール部109Bの厚さを予め選定した所定の厚さH1に確実に成形できるので、シール部109Bの厚さにばらつきが生じることを未然に防止でき、これによりキャッピング加工での絞り深さのばらつきをなくし、ライナ110によるボトル缶の密封性を従来よりも一段と向上できる。
(もっと読む)
パウチの製造方法
【課題】 注出口の開口をよくするための熱プレス成形部を従来と比べて深く熱プレス成形可能であり、熱プレス成形部の周辺に皺が発生せず、熱成形後、雄型及び雌型から熱プレス成形部が型離れしやすく、加工速度を低下せずに熱プレス加工可能であるため、生産性に優れた熱プレス成形部位を付設するパウチの製造方法を提供する。
【解決手段】 積層フィルム20の熱プレス成形を付与する部位を加熱する工程と、積層フィルム20を搬送する工程と、雄型13と雌型14の金型を配置し、積層フィルム20を雄型13と雌型14の間に挿入し、雄型13及び雌型14に付設される弾性体21によって熱プレス成形部の周辺を保持すると共に、熱プレス成形部Sを雄型13と雌型14を嵌合して停止する位置に保持した状態で熱プレス成形する工程と、雄型13と雌型14を離反して熱成形した部位Sを取り出す工程とからなる。
(もっと読む)
ヒンジ開閉式蓋付きカプセルの圧縮成形用成形型
区別した体積と厚さを備えて左右非対称の断面を有する圧縮成形によって物品を成形する方法であって、半流動体樹脂の投与量を成形型の凹部に導入し、プランジャーに押された物質が入り込んで塞ぐようにされた隙間を作るためにプランジャーを該凹部に挿差し、該プランジャーを取り外し、プランジャー或いは凹部に挟まっている物品を引き出すステップを含み、物品の成形を目的とした隙間が凹部に第一のプランジャーの挿差を含む第一のステップ、第一のプランジャーの挿差によって作られた隙間の部分(集積チャンバー)で作用する第二のチャンバーの作用を含む第二のステップの2つの連続したステップで作られ、物品が成形される隙間の創造を完了する。  (もっと読む)
(もっと読む)
熱可塑性素材又は光学素子の成形方法及び装置
【課題】 光学素子の型形状を転写する成形において、設定温度の異なる工程の数を必要以上に増加させることなく、低コストで高精度の光学素子を得る。
【解決手段】 成形装置6において、各々が設定温度の異なる上伝熱板8、下伝熱板9、上伝熱板10、下伝熱板11、上伝熱板12、下伝熱板13を備えた加熱工程部18、成形工程部19および冷却工程部20の各々に温度調節器24、25、26、27、28、29を設け、型セット1をこれらの工程間を順次移動させて上下の伝熱板で挟持することで、型セット1の昇温、成形、冷却を行うとともに、成形工程部19では、上伝熱板10および下伝熱板11から型セット1に対して成形範囲での温度変化および成形圧の変化を連続的に与える。設定温度の異なる各工程部間の移動による温度変化と、個々の工程部内での温度変化とを組み合わせる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理を簡単かつ廉価に実施する。
【解決手段】内装部品(ドアトリムアッパー)20は、軽量で保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22とを備えている。そして、発泡樹脂シートSを加熱軟化処理後、成形金型40内に投入し、成形金型40の型締めにより、発泡樹脂シートSを所望の曲面形状にプレス成形するとともに、その内面側に樹脂リブ22を射出成形により一体化する。そして、発泡樹脂基材21の成形時に、製品キャビティCの外周に設けられた潰し用ブロック44,45,46により、巻込みシロ25を一体に形成し、成形後、成形金型40から脱型して、この巻込みシロ25を簡単に巻込み処理することで、外周部見栄えと強度をアップさせる。
(もっと読む)
熱可塑性樹脂の真空成形方法及びその装置
【課題】 酸化防止剤を用いなくても樹脂成形体の酸化劣化を防ぐことができ、かつ熱可塑性樹脂の成形及び固化に際して、予備的に樹脂成形及び固化に適する温度を正確に決めることができる。
【解決手段】 熱可塑性樹脂固形材料を成形型51に供給して一対の熱プレス体12a,12bの間に配置し、真空状態で熱プレス体12a,12bにより成形型51を保持して成形型内の材料を加熱することにより溶融させた後仮成形する。次いで真空状態のまま熱プレス体12a,12bから仮成形体の入った成形型51を取り出して別の一対の熱プレス体13a,13bの間に移動し、真空状態のまま一対の熱プレス体13a,13bにより仮成形体を熱圧成形して樹脂成形体にする。
(もっと読む)
シート状成形品の製造方法
【課題】 圧延による亀裂の成長を抑えることができるとともに、偏肉を抑制することができ、品質の良いシート状成形品を生産性良く得ることができるシート状成形品の製造方法を提供する。
【解決手段】 金属粉体がゴム状弾性材料又は熱可塑性材料に配合された原料組成物の混練物を予備圧延し、その予備圧延シート25をサイドロール11とトップロール12とで一次圧延することにより一次圧延シート14が得られる。一次圧延シート14の両側縁部に形成された亀裂をトリミングし、その二次圧延前シート22をトップロール12とセンターロール15との間を通し、二次圧延して二次圧延シート16が得られる。二次圧延シート16の両側縁部に形成された亀裂をトリミングしてなる三次圧延前シート23をセンターロール15とボトムロールとの間を通して三次圧延を行うことによりシート状成形品となる三次圧延シート18が得られる。
(もっと読む)
プレス成形用耐熱クッション材およびその製造方法
【課題】 成形プレス用耐熱クッション材の提供。
【解決手段】 ポリエチレンテレフタレート/架橋剤の残渣がない架橋ポリエチレン/ポリエチレンテレフタレートの構成のプレス成形用クッション材であって、クッション材の使用時に樹脂ダレが生じないものであること、両外層のポリエチレンテレフタレートがHr(J/g)=Hm−Hcで定義される実質結晶融解熱量Hr(J/g)が15(J/g)以上であることにより示される、結晶化度を高めた耐熱性のものであることを特徴とするプレス成形用耐熱クッション材。上記の成形プレス用耐熱クッション材の製造方法であって、まずポリエチレンテレフタレート/ポリエチレン/ポリエチレンテレフタレートの構成の積層シートを製造し、該積層シートに電子線を照射して中間層であるポリエチレン層を架橋することを特徴とする製造方法。
(もっと読む)
自動車用内装部品
【課題】自動車用内装部品であって、軽量化及びコストダウンを図るとともに、吸音材の取付構造を簡素化する。
【解決手段】内装部品(ドアトリム)10,100は、軽量でかつ保形性を有する発泡樹脂基材20と、この発泡樹脂基材20の裏面に組み付けられる吸音材30とから構成される。そして、成形下型42の凹部422内に吸音材30をインサート状にセットした後、加熱軟化処理した発泡樹脂シートSを載置し、成形上下型41,42で型締めすることにより、発泡樹脂基材20を所要形状に成形するとともに、発泡樹脂基材20の溶融面に吸音材30を溶着し、成形上下型41,42の型締め圧により吸音材30を発泡樹脂基材20の裏面に強固に一体化する。
(もっと読む)
発泡シート部材、これを生産するためのモールドおよびモールドを製造するための方法
【課題】発泡シート部材、これを生産するためのモールドおよびモールドを製造するための方法
【解決手段】複数の山部分および複数の谷部分を組み込む座席表面部材を有する改良されたシート部材が開示されている。好ましくは、複数の山部分および複数の谷部分は、座席表面部材のもっとも外側の表面に組み込まれる。「もっとも外側の表面」という用語は、シート部材の占有者によって接触されおよび/または占有者をサポートする座席表面部材の区域を含むことが意図され、また、例えば、トリムカバーを取り付けるための構成部材が配置される溝またはトレンチは含まない。そのようなシート部材を生産するためのプロセスおよびモールドもまた、記載されている。
(もっと読む)
プラスチック部品を製造するための方法と、このプラスチック部品を有する装置
【課題】特殊プラスチックの利用に比べて費用削減を達成することのできるプラスチック部品製造方法と、この方法で製造されたプラスチック部品を含む装置を提供する。
【解決手段】プラスチック部品製造方法において、プラスチック成形材料が溶融温度以上の成形温度に加熱され、プラスチック成形材料が溶融温度以上で熱間成形可能であり、成形温度にあるプラスチック成形材料が成形部品へと成形され、成形部品の温度がプラスチックの種類に依存した転換温度に調整され、この転換温度が溶融温度よりも低く、限定された転換時間の間、成形部品が転換温度に放置される。
(もっと読む)
車両用内装部材およびその製造方法
【課題】材料コストおよび製造時の手間を低減させ得る車両用内装部材、殊に車両用内装部材のダクト構造を提供する。
【解決手段】ダクト28は、基材22に一体成形した樋状のダクト部26と、ダクト部26の開口部を覆う表皮24の一部と、表皮24の一部の裏側に設けられて、該表皮24を基材22との間で補強するガーニッシュ34とから構成される。表皮24は、車両内部に露出する外皮30と、この外皮30に裏打ちした発泡層32とからなり、この発泡層32がダクト部26に臨んでいる。
(もっと読む)
成形品の製造方法
【課題】 押し出し成形後のシート材料を所望の形状や模様に容易にプレス成形することができる成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂1と無機質材料2とを加熱混練した混練材料5をシート材料3に押し出し成形する。このシート材料3をプレス成形する成形品Aの製造方法に関する。シート材料3を押し出し成形した後でプレス成形するまで保温する。押し出し成形した後でプレス成形するまでの間でシート材料3の温度の低下を防止することができる。
(もっと読む)
複合成形品の製造方法
【課題】 全周を外皮に覆われた複合成形品予備成形体を切断することにより、発泡体の一部を露出させた軽量な複合成形品の製造方法を提供する。
【解決手段】 押出ヘッド9から押し出した熱可塑性樹脂製のパリソン10を一対の分割金型1a,1b内に配置する。一対の分割金型1a,1bを型締めするとともに加圧流体吹込み手段より加圧流体をパリソン10内に導入してパリソンを一対の分割金型1a,1bのキャビティに沿った中空体形状に押圧形成する。ついで一対の一対の分割金型1a,1bのパリソン10内に予備発泡樹脂粒子充填手段より予備発泡樹脂粒子を充填する。さらに水蒸気供給手段より水蒸気を吹き込むことにより、該粒子を互いに融着させた発泡体が内装された複合成形品予備成形体を成形する。複合成形品予備成形体を切断することにより発泡体の一部を露出させた複合成形品を得る。
(もっと読む)
均質な表面カバー
【課題】より広い種々の表面構造を有するフレークを凝集することによって表面カバーを製造できるようにすること
【解決手段】本発明は、a)適当な構造を有する第1シートを製造するステップと、b)少なくとも10%のフレークがR>30のサイズ比を有するフレークとなるように前記シートを切断するステップと、c)こうして得られたフレークを中間的に保管することなく、ある表面上に撒くステップと、d)前記フレークを表面カバーとなるようにプレスするステップとを備えた、均一タイプの表面カバーを製造するための方法を開示するものである。
(もっと読む)
成形品の製造方法
【課題】 一部の機器の性能が低かったりトラブルが生じたりしても生産効率の低下を少なくすることができる成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂1と無機質建材の廃材2とを加熱混練した混練材料5をシート材料3に押し出し成形し、このシート材料3を保管する工程と、保管後のシート材料3を遠赤外線により加熱した後、プレス成形する工程とを具備する。押し出し成形するまでの工程とプレス成形する工程とを切り離して分離することによって、各工程のサイクルを合わせる必要が無くなって各工程が互いに影響を与え合わないようにすることができる。
(もっと読む)
61 - 80 / 98
[ Back to top ]