
Fターム[4F204AA45]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ゴム、エラストマー(熱可塑剤ゴム一般) (297)
Fターム[4F204AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (25)
Fターム[4F204AA45]に分類される特許
161 - 180 / 272
ゴムローラの製造方法
【課題】芯軸とゴム弾性層間の接着強度の軸方向の差を小さくすることができるゴムローラの製造方法を提供する。
【解決手段】円筒金型12内に同軸に配置される芯軸14の外周上に、接着層を介してゴム弾性層20を形成するにあたり、予め、芯軸14の外周上に、ゴム弾性層20の長さとほぼ同じ長さの通常接着層16と任意長さの予備接着層18とを設け、通常接着層16と任意長さの予備接着層18とを備えた芯軸14を、円筒金型12内に同軸に配置し、円筒金型12内の通常接着層16の周囲に、予備接着層18側から液状ゴム材料を注入し硬化させてゴム弾性層20を形成する。予備接着層18により、液状ゴム材料の注入時にゴムに流される接着層を補う。
(もっと読む)
マーブル調樹脂シート
【課題】
本発明は、ロール加工により低コストで、マーブル調樹脂シートを製造することができ、模様に強弱があり高級感のあるマーブル調模様の樹脂シートを提供することを目的とする。
【解決手段】
係る目的を達成する本発明のマーブル調樹脂シートは、ロール加工で地となる樹脂組成物を混練し、不均一な厚さのマーブル模様となる樹脂基材をロール間のバンクに投入してマーブル模様を生じさせるマーブル調樹脂シートとしたことであり、さらに、上記マーブル模様となる樹脂基材を複数色としたことである。
(もっと読む)
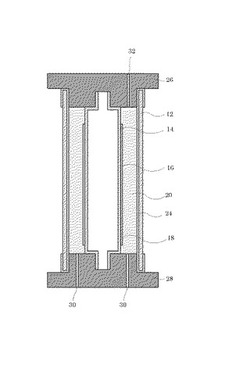
高熱伝導ゴムローラの製造装置

【課題】ゴム注型時の圧力による熱伝導性フィラーの分離を小さくし、表面硬さのばらつきの小さい高熱伝導ゴムローラを製造できる高熱伝導ゴムローラの製造装置を提供する。
【解決手段】直立に配置された円筒形の金型12と、金型内に同軸に配置されてローラのゴム層を形成するための空間14を設ける芯軸16と、下面と空間14とに開口するゴム注入孔20を有し、金型12の下部に嵌合されて芯軸16の下端を保持する下部栓体22と、金型12の上部に嵌合されて芯軸16の上端を保持する上部栓体26とを備えている。さらに、金型12の上部及び又は上部栓体26に、ゴム注入孔20から注入されたゴムを排出しない通気孔を設けた。
(もっと読む)
エラストマー成形方法及び電子写真用ブレード部材
【課題】良好な剥離性、脱型性を長期に渡って継続する成形型を用いるエラストマー成形方法及び該方法で作製された電子写真用ブレード部材を提供する。
【解決手段】離型層を具えた成形型に、液状エラストマー原料を投入し硬化させるエラストマー成形方法において、前記成形型として、液状硬化型シリコーンを用いて形成された、前記液状エラストマー原料の硬化温度において揮発する成分の含有量が0.5質量%以下である離型層を内壁面上に有する成形型を用いる事を特徴とするエラストマー成形方法。
(もっと読む)
導電性ロール及びその製造方法
【課題】導電性の樹脂製シャフトと十分に接着した導電性の弾性層を有する導電性ロール及びその製造方法を提供する。
【解決手段】ガラス繊維を含み導電性を有する樹脂製シャフトと、カップリング剤を含むプライマーと、前記樹脂製シャフト上に設けられ導電性を有するシリコーンゴム層とを有し、前記樹脂シャフトと前記シリコーンゴム層が、前記プライマーを介して接着されている導電性ロールとする。
(もっと読む)
導電性ローラ、導電性ローラの製造方法及び画像形成装置
【課題】高品質の画像を形成することに貢献する導電性ローラ、高品質の画像を形成することに貢献する導電性ローラを製造することのできる導電性ローラの製造方法、及び、高品質の画像を形成することのできる画像形成装置を提供すること。
【解決手段】軸体の外周面に、外径精度が±0.25%の範囲内にあり、その振れが0.5%以下にある研磨レス弾性層を備えた導電性ローラ、式Y=aX+b(aは−0.0046〜−0.0026、bは20.07〜20.14、Yは導電性ローラの外径、Xは加硫特性tc(10)を示す。)より、所望の外径に対応する加硫特性Xを算出し、算出されたX±10の加硫特性を有する液状導電性ゴム組成物を調製し、この組成物を金型に注入して加熱成形する導電性ローラの製造方法、及び、前記導電性ローラ又は前記導電性ローラの製造方法により製造された導電性ローラを備えた画像形成装置。
(もっと読む)
ローラの製造方法及びその製造装置
【課題】ローラ表面と金型内面及び端部が擦れることを防止し、表面欠陥のないローラを容易に得ることのできるローラの製造方法及びその製造装置を提供する。
【解決手段】金型12内に芯軸14を同軸に配置する工程と、金型12と芯軸14との間に液状ゴムを注入後硬化することにより、芯軸14上にゴム層16を有するローラ18を成型する工程と、金型12とゴム層16との間に液膜20を形成した状態で、ローラ18を金型12から引き抜く工程とを備えた。金型12からローラ18を引き抜く際に、金型12とゴム層16との間に液膜20を形成することにより、ローラ18表面が金型12内面に擦れることがないので、ゴム表面に欠陥のないローラ18を容易に得ることができる。
(もっと読む)
ゴムローラの製造方法及びゴムローラの成形金型
【課題】金型キャビティ内にゴム材料をリング状に注入してゴムローラを成形する際、リング状のゴムバリが金型内に残らないようにする。
【解決手段】両端駒の一方の材料注入側の駒3aに液状ゴム材料を注入する、少なくとも1本以上の材料注入穴5を有し、パイプ金型本体2と駒3との組合せにより形成されたリング状絞り部6より液状ゴム材料を金型キャビティ内に注入し、注入後に加熱硬化し、リング状液溜まり部6のゴムバリをパイプ金型本体2内に残したまま駒3をパイプ金型本体2より取り外し、ゴムバリをゴムローラ端面に一体化させたまま成形金型外へ排出させ、その後、ゴムローラ端面のリング状のゴムバリを突切り除去する。
(もっと読む)
コード入りゴムテープの製造方法及びその製造装置
【課題】長時間運転してもコードの配列が乱れることなく、厚みが均一なコード入りゴムテープの製造装置を提供する。
【解決手段】配列形成された複数のダイス孔1からそれぞれゴム被覆コード5を送り出すゴム被覆ヘッド2と、該ゴム被覆ヘッド2から配列した状態で引き出された複数のゴム被覆コード5をテープ状に成形する一対の圧延ローラ3、3とを備え、各圧延ローラ3、3は、ゴム被覆コード5を挟んでそれぞれ設置され、かつ、互いにゴム被覆コード5の引出方向Aにずらして配置されたことを特徴とする。
(もっと読む)
熱プレス用クッション材およびその製造方法
【課題】複数回の熱プレスに繰り返して使用することができ、しかもクッション性、面内均一性、熱伝達性のいずれにおいても優れた特性を発揮する熱プレス用クッション材を提供する。
【解決手段】熱プレス用クッション材は、繊維材料からなる紙と、紙に含浸されたゴムとの複合体であって、繊維材料とゴムとの体積比率が1/1.5〜1/7.5であり、複合体の空隙率が60〜90%である。
(もっと読む)
ウエザストリップの成形方法とその成形用金型
【課題】押出成形により成形した押出成形部の端部に型成形により型成形部を成形するに際して、押出成形部の端部の見栄えを良好に成形するウエザストリップの成形方法およびその成形方法に使用する成形用金型を提供する。
【解決手段】成形用金型20には押出成形部の端部を挟持する挟持部20bと、型成形部を形成するキャビティー20cを設ける。挟持部20bは押出成形部の端部に当接する挟持コア23、24、25を有し、挟持コアの少なくとも一部は熱伝導性の低い材料で形成し、押出成形部の端部を挟持部で挟持した後、キャビティーに型成形部を構成するゴム材料を射出又は注入しその後ゴムを架橋させて成形するウエザストリップの成形方法である。
(もっと読む)
チューブローラの製造方法
【課題】プライマーをフッ素樹脂チューブ内面に効率よく、かつ均一に付着できるチューブローラの製造方法を提供する。
【解決手段】フッ素樹脂チューブ12を円筒体14の内面に装着する工程と、フッ素樹脂チューブ12内に液状のプライマー18を注入すると共に、当該フッ素樹脂チューブ12の両端面を、蓋体を被せて密閉する工程と、フッ素樹脂チューブ12内にプライマー18を封入した状態で円筒体14を揺動する工程と、蓋体を取り外し、円筒体14を立てた状態で放置する工程と、フッ素樹脂チューブ12内を乾燥させる工程と、円筒体14を加熱してプライマー18をフッ素樹脂チューブ12内面に固着させる工程と、円筒体14内に芯軸を挿置し、円筒体14と芯軸との間にゴムを注入硬化し、この後、2次加硫を行う工程とを備える。
(もっと読む)
成形型及び成形体の製造方法
【課題】第1及び第2柱状部に対して、柱軸方向に過剰な負荷が与えられることなく、第1及び第2柱状部を脱型可能な成形型を提供する。
【解決手段】成形型Mは、第1及び第2柱状部形成孔51,52が形成された柱状部形成型20と、それに対し第1及び第2柱状部形成孔51,52の開口を覆うように設けられた基部形成型10とを備える。柱状部形成型20は、第1柱状部形成孔51が形成されていると共に、それを縦割りするように分割された一対の型片21a,21bからなる第1柱状部形成セグメント21と、第1柱状部形成セグメント21に対しその分割線の側方に配されるように設けられ、第2柱状部形成孔52が形成されていると共に、それを縦割りし且つ第1柱状部形成セグメント21の分割線に沿うように分割された一対の型片22a,22bからなる第2柱状部形成セグメント22と、それらの間に挟まれるように設けられたスペーサセグメント24とを有する。
(もっと読む)
高熱伝導ゴムローラの製造装置
【課題】ゴム注型時の圧力による熱伝導性フィラーの分離を小さくし、表面硬さのばらつきの小さい高熱伝導ゴムローラを製造できる高熱伝導ゴムローラの製造装置を提供する。
【解決手段】高熱伝導ゴムローラの仕上り外径と同じもしくは大きい内径を有する円筒金型12と、円筒金型12内に同軸に配置されて高熱伝導ゴムローラのゴム層を形成するための空間14を設ける芯軸16と、端面18と空間14とに開口するゴム注入孔20を有し、円筒金型12の一端に嵌合されて芯軸16の一端を保持するゴム注入側栓体22と、端面18と空間14とに開口する排気孔24を有し、円筒金型12の他端に嵌合されて芯軸16の他端を保持する排気側栓体26とを備えている。ゴム注入孔20を、複数の円弧状の長孔により形成した。
(もっと読む)
ゴムローラの製造方法及びその製造装置
【課題】OA機器に使用されるゴムローラの製造方法において、ゴムローラと一体となった軸体の一方より棒状の部材を押し当て成形後のゴムローラを成形金型より押し出す際、ゴムローラを容易に取出すことの出来る、ゴムローラの製造方法及び製造装置の提供を目的としている。
【解決手段】円筒状内面を有する金型内に未加硫ゴム材料を注入する材料注入工程と、該未加硫ゴム材料を加熱硬化させてローラ型に形成してゴムローラにする形成工程と、該ゴムローラと一体となった軸体の一方より棒状の部材を押し当て該ゴムローラを該金型より押し出す、ゴムローラ取出し工程と、を有するゴムローラの製造方法において、該ゴムローラ取出し工程と同時に、該棒状の部材の先端より該ゴムローラの端部面と該金型の円筒状内面の界面に向けてエアを吹き出す工程を備えることを特徴とする、前記ゴムローラの製造方法を提供する。
(もっと読む)
ゴムローラの成形金型及びゴムローラの製造方法
【課題】ゴムローラに気泡による凹凸のないゴムローラの製造方法及びゴムローラの成形金型を提供することを目的とする。
【解決手段】中空円筒状の金型2と、中空円筒状金型2に注入される熱硬化型液状ゴムを封入する上駒1及び下駒3と、熱硬化型液状ゴムを注入するための注入ノズルに圧接されて下駒3の端部に設けられるノズルタッチ板5と、を有するゴムローラの成形金型において、ノズルタッチ板5には、熱硬化型液状ゴムに発生する気泡を逃がすための隙間8が設けられている。
(もっと読む)
ゴムシート圧延方法及びゴムシート圧延装置
【課題】エアー噛み部分が少なく、高品質のゴムシートの製造が可能なゴムシート圧延方法及びゴムシート圧延装置を提供する。
【解決手段】回転する加熱ロール11により、未加硫ゴムを軟化させるとともに、当該未加硫ゴムを、幅方向に関して2箇所に設けられた切り出し手段16により所定幅で切り出し、当該所定幅の未加硫ゴムを少なくとも3本のロールを連設してなるカレンダーロール12に供給し、当該カレンダーロール12で圧延幅に圧延成形するゴムシート圧延方法であって、カレンダーロール12のロールで圧延されているゴムシート29の表面層を削り取る。
(もっと読む)
コネクター一体型燃料用ホースおよびその製法
【課題】エタノール添加ガソリン等の燃料の耐透過性に優れているとともに、低コストで、耐衝撃性等にも優れるコネクター一体型燃料用ホースおよびその製法を提供する。
【解決手段】樹脂ホース1と、上記樹脂ホース1の端部をそれ自体の開口端縁内に埋設することにより一体化する略筒状のゴム製コネクター2とを備えたコネクター一体型燃料用ホースであって、上記樹脂ホース1が、管状のポリアミド樹脂製の内層3と、その外周面に接して設けられる燃料低透過層4と、さらにその外周面に接して設けられるポリアミド樹脂製の外層5とからなり、上記ゴム製コネクター2が、下記の(A)〜(D)を必須成分とするゴム組成物を用いて構成されている。
(A)アクリロニトリル−ブタジエンゴムとポリ塩化ビニルとのブレンドゴム(NBR−PVC)。
(B)過酸化物架橋剤。
(C)レゾルシノール系化合物。
(D)メラミン系樹脂。
(もっと読む)
メタクリル系樹脂積層品の製造方法
【課題】耐擦傷性、耐衝撃性、透明性及び生産性に優れたメタクリル系樹脂積層品の製造方法を提供する。
【解決手段】硬化性組成物を硬化させてハードコート被膜を形成し、当該ハードコート被膜の表面に、メチルメタクリレートを主成分とするラジカル重合性単量体、または前記ラジカル重合性単量体の一部が重合した(共)重合体と当該ラジカル重合性単量体との混合物の70〜96質量部と、少なくとも一段の重合により得られる架橋構造を有するゴム状共重合体を含む多段重合共重合体の30〜4質量部との重合性混合物を硬化させて樹脂基材層を形成することを特徴とするメタクリル系樹脂積層品の製造方法。
(もっと読む)
成形型
【課題】防振ブッシュの製作コストを低廉化できる成形型を提供する。
【解決手段】支持面31を備えた下金型と、当接面を備えた上金型とを備え、下側支持ピン32と上側支持ピンとを下金型と上金型に各別に備え、下側支持ピン32と上側支持ピンが筒部1材に内嵌するとともに、下金型と上金型で筒部材1を上下方向Zに挟圧した型閉め状態で、キャビティを形成するための凹部が下金型と上金型に形成され、防振ブッシュを成形する成形型であって、下金型と上金型で筒部材1が型閉めのために挟圧されるに伴って、筒部材1の下端面1Kと上端面に各別に圧接する環状の下側シール用凸部43と環状の上側シール用凸部とが下金型の支持面31と上金型の当接面に各別に形成されている。
(もっと読む)
161 - 180 / 272
[ Back to top ]