
Fターム[4F204AG02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 板状体(←シート、フィルム) (726) | 厚板 (171)
Fターム[4F204AG02]に分類される特許
121 - 140 / 171
繊維強化熱可塑性複合材料の成形方法およびその中間体
【課題】 作業性が良く、低コスト化が図れ、品質の良い製品が安定して得られる繊維強化熱可塑性複合材料の成形方法の提供。
【解決手段】強化繊維に熱可塑性樹脂を含浸したプリプレグ材料を、金型に設置する所定形状に整形する中間体を製造する。次に、中間体製造工程で製造した中間体を金型内に設置する。そして、設置工程で金型内に設置した中間体をプレスし、繊維強化熱可塑性複合材料の熱可塑性樹脂の融点より高い温度に加熱して成形した後、熱可塑性樹脂の融点より低い温度に冷却する。成形工程では、既に、強化繊維に熱可塑性樹脂が含浸しており、比較的短時間で成形を行なうことができる。また、プリプレグ材料には汎用材料があり、中間体を製造するのに加熱・溶融し、冷却・固化するという一連の成形作業がなく、コストを低く抑えることができる。
(もっと読む)
タンニン系接着剤、それを用いた木質系複合材料およびこの木質系複合材料の製造方法
【課題】高強度でありしかも有害な揮発性物質を発生させることがないタンニン系接着剤、および、該タンニン系接着剤を用いた実用強度に優れた木質系複合材料とその製造方法を提供することを目的としている。
【解決手段】タンニンおよび第3級アミンを含み、水溶液のpHが7より大きく13以下であるタンニン系接着剤であって、硬化物の13C−NMRを測定した場合において、150〜160ppmに発生するピーク強度を100とした場合に、140〜150ppmに発生するピーク強度が70以下となり、かつ/または35〜50ppmに発生するピーク強度が25以下となるタンニン系接着剤を用いて木質チップを接着するようにした。
(もっと読む)
樹脂成形機および樹脂成形方法

【課題】低コストで精度よく成形品を形成する。
【解決手段】上下一対の上型100および下型200のいずれか一方を昇降して上型100を下型200の上部に載置し、下型200と上型100を締結して内部に密封空間SPを形成し、密封空間SP内に樹脂材料を封入した状態で密封空間内を加熱加圧して樹脂成形品MDを形成し、その後、上型100と下型200の締結を解放した状態で、樹脂成形品MDが上型100に密着したまま下型200から離型するように下型100と樹脂成形品の間に空気層300を形成する。
(もっと読む)
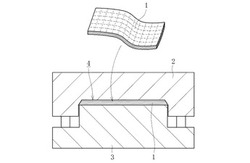
成形絶縁物およびその成形方法
【課題】 絶縁特性を向上させた加熱圧縮して成形する成形絶縁物を得る。
【解決手段】 第1のキャビティー1aが彫られた第1の金型1と、前記第1のキャビティー1aと組み合わされる第2のキャビティー2aが彫られた第2の金型2と、少なくとも一方のキャビティー2a(1a)内に充填されるタブレット化された絶縁材料11とを備え、前記第1の金型1と前記第2の金型2とを組み合わせ、前記第1のキャビティー1aおよび前記第2のキャビティー2a内で前記絶縁材料11を加熱圧縮して成形したことを特徴とする。
(もっと読む)
摩擦材の製造方法
【課題】 熱硬化性樹脂を含む摩擦材において、熱硬化性樹脂が完全に硬化するための熱処理時間を短縮できる摩擦材の製造方法を提供する。
【解決手段】 熱硬化性樹脂を含む摩擦材とバックプレートとを重ね、加圧・加熱して摩擦材をバックプレートに貼り付ける成形工程と、その後加熱下で摩擦材を硬化させる熱処理工程とを含む摩擦材の製造方法において、前記熱処理工程が、前記バックプレート1と該バックプレート1に貼り付けた摩擦材13との両面から熱板21a,21bを圧接する工程であって、摩擦材側の熱板21aの温度が300〜650℃で、バックプレート側の熱板21bの温度が180〜350℃とした。従来数時間要した熱処理時間を、2〜70分に短縮することができる。
(もっと読む)
樹脂成形品
【課題】
SMCと紙製のハニカム状シート材から成形される樹脂成形品であって、ホルムアルデヒドを含有せず、且つ特に表層のボイドの発生が抑制された樹脂成形品を提供する。
【解決手段】
紙製のハニカム状シート材1の両側に架橋型のアクリル樹脂を含有するアクリル樹脂組成物を無機繊維マットに含浸させた内層用シートモールディングコンパウンド2を配置する。前記各内層用シートモールディングコンパウンド2の少なくとも一方の外側に架橋型のアクリル樹脂を含有するアクリル樹脂組成物を無機繊維ペーパーに含浸させた外層用シートモールディングコンパウンド3を配置する。そしてこれらを加熱積層成形する。これにより、樹脂成形品はホルムアルデヒドを含まず、また成形時には無機繊維ペーパーがアクリル樹脂組成物を保持して表層の多孔質化が防止される。
(もっと読む)
合成樹脂成形品の成形方法
【課題】 コンプレッション成形方法において、肉厚があって全体が均質な合成樹脂成形品を連続的に得ることが出来る合成樹脂成形品の成形方法を提供する。
【解決手段】 供給用上型103に対して下型210を押し当てながら閉型し、溶融された合成樹脂原料を供給用上型103の前記供給路1023を通じて下型210の開口部2101に供給して、この供給用上型103と下型210とにより閉型されて構成された型内空洞部CT1に前記合成樹脂を充填し、
その後、下型210を押し下げ、前記供給路1023に含まれる当該合成樹脂原料を引き伸ばし、所定量の成形用樹脂塊RXとなる部位Xにて引き千切り、
この引き千切られた成形用樹脂塊RXが盛り残された下型210を、成形用上型104に押し上げて閉型し、圧潰して成形する。
(もっと読む)
木目柄パネルの製造方法
【課題】熱硬化性樹脂を注型成形して木目柄パネルを製造する場合に、天然木の質感を残したまま耐水性を向上させることができる上に、接着剤の使用が不要な木目柄パネルの製造方法を提供する。
【解決手段】木目柄パネルの製造方法に関する。型1内に突き板2を設置した後、反応性不飽和基を有する化合物と重合性モノマーのうち少なくとも一方を含有する熱硬化性樹脂組成物3を上記型1内に注入すると共に加熱して硬化させることによって、上記突き板2と熱硬化性樹脂組成物3とを一体化させる。
(もっと読む)
表面に装飾模様を施した成型品及びその製造方法
【課題】複数の砕片から成る装飾模様をその表面に施した成型品並びにその製造方法を提供する。
【解決手段】 成型品を成型するための鋳型を製造する工程と、接着剤によって多数の砕片を鋳型の内表面に貼り付ける工程と、適切な硬化剤を成型品の材料である樹脂の中に適量入れて攪拌装置によって均一に攪拌する工程と、前記硬化剤を含んだ樹脂材料を鋳型の中に注入し硬化させた後、前記多数の砕片を表面に付着させた成型品を鋳型から取り出す工程と、研磨機によって成型品の表面を研磨仕上げし、成型品の表面を滑らかにしてから、再度その表面をワックス仕上げし、表面に装飾模様が施された最終成型品にする工程とからなる製造方法及びこの製造方法によって得られた成型品である。
(もっと読む)
板状重合物の製造方法
【課題】 高温剥離性に優れ、外観欠陥がなく、さらには鋳型汚染のない板状重合物の製造方法を提供する。
【解決手段】 重合性組成物100質量部に対して、スルホ琥珀酸エステル塩0.5〜0.005質量部、及びエチルアシッドフォスフェート0.5〜0.005質量を含有する重合性混合物を、相対湿度が50%以下に制御された環境下で鋳型に注入する工程、前記鋳型内の重合性混合物を重合する工程、ならびに、板状重合物を鋳型から剥離する工程を有する板状重合物の製造方法。
(もっと読む)
成型体、成型体の製造方法、接着剤、および木質ボード
【課題】 本発明の課題は、ウレタン樹脂廃材から製造される再生樹脂の強度高め、外観のよい成型体を提供することを目的とする。
【解決手段】 本発明の成型体は、(1)ウレタン樹脂と、(2)ウレタン樹脂分解物と、(3)エポキシ基、イソシアネート基、カルボキシ基、無水カルボキシ基から選ばれる官能基を2つ以上有する化合物とを混合し、これを熱圧成形して得られる成型体である。このウレタン樹脂、ウレタン樹脂分解物、官能基を2以上有する化合物からなる組成物は、接着剤として用いることができ、特に木質ボードの接着剤として適している。
(もっと読む)
繊維強化プラスチックの真空注入成形方法
【課題】 バッグフィルム内に短時間で樹脂を拡散させて効率よく成形することを可能にし、かつ、万一の含浸不良の発生にも対応することのできる繊維強化プラスチックの真空注入成形方法を提供する。
【解決手段】 バッグフィルム5の表面に樹脂注入孔51を設け、この注入孔51に樹脂注入治具10を設置するとともに、この樹脂注入治具10に樹脂注入管9を接続して樹脂を注入する。樹脂注入治具10は、円盤状の基部101と略円筒状の注入部103とを備え、気密性を有する接着材料6を介してバッグフィルム5の樹脂注入孔51に接続固定される。そして、この樹脂注入治具10をバッグフィルム6の複数箇所に設置して、樹脂の多点注入を可能にする。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】使用済の繊維強化成形材を再利用して強度・剛性に優れ、しかも釘や螺子の打ち込みを容易に行い得る再生繊維強化樹脂成形品を製造する。
【解決手段】底板12を有する型枠13の底板12上の所定位置に突子11を固設し、該突子11に筒状インサート2を装着し、繊維方向が長軸方向に揃えられた繊維強化成形材の細長破砕片を接着剤を付着させて前記の型枠内に細長破砕片の向きを同一方向とするように配向しつつ供給し、この供給材をプレスにより加熱・加圧成形する。プレスによる破砕片の圧密化により繊維強化樹脂成形品の硬度が高くなるが、筒状インサートを埋入しており、穿孔が容易なインサート材質を使用することによって釘や螺子を容易に打つ込み得る。
(もっと読む)
発泡断熱パネルの製造方法
【課題】 設備を増設することなく必要厚さの発泡断熱パネルを効率よく、かつ、低コストで作製可能にした発泡断熱パネルの製造方法を提供すること。
【解決手段】 対峙する一対の表面板1間の隙間2内に、発泡性断熱材3を注入・充填して一次パネル10を作製した後、一次パネル10の厚さ方向の中間部を表面板1と平行に切断・分割して一次パネル半体11を作製する。次いで、両一次パネル半体11間に設けられた隙間2A内に、発泡性断熱材3を注入・充填してパネル20を作製する。
(もっと読む)
多色チップを活用した人造大理石及びその製造方法
【課題】本発明は人造大理石に適用されるチップのうち多色チップ、特に縞チップを用いた人造大理石及びその製造方法を提供する。
【解決手段】本発明は既存の単色チップ以外に新たな形態の多色チップを人造大理石に適用することによって、既存の単調な外観から脱皮して人造大理石の模様及び色などの外観形態を多様化することができ、また既存の単色チップ組み合わせよりなる人造大理石との差別性は勿論、さらに天然花崗石に近いパターン及び模様を演出することができる。 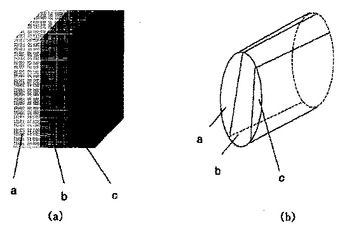 (もっと読む)
(もっと読む)
硬質ウレタンスラブフォームの製造方法及び製造装置
【課題】 繁雑で熟練のいる調整を要することなく、両側底部がスクエア化されたスラブブロックが得られて製品収率の向上を実現できる硬質ウレタンスラブフォームの製造方法及び製造装置を提供する。
【解決手段】 ウレタン原液Mを供給し発泡硬化させて長尺の硬質ウレタンフォームPを製造するために用いられる上面材5及び下面材2のうち、下面材2の内面で、前記長尺硬質ウレタンフォームPの幅方向両側底部の各角縁を挟んで位置する底面及び側面の一部に相当する部分に、ウレタン原液Mの供給前に予め補強用テープ13a,13bを貼り付ける。
(もっと読む)
繊維補強樹脂成形品の製造方法、並びに、繊維補強樹脂成形品
【課題】 廃材をリサイクルすることによって成形することが可能であって、引張り力や曲げを受ける用途に使用される場合にも、強度が優れる繊維補強樹脂成形品の製造方法や繊維補強樹脂成形品を提供する。
【解決手段】 長尺状であって長尺方向に配向している長繊維を有する長繊維樹脂部11が用いられており、この長繊維樹脂部11と不定形樹脂とを成形型内に配置し、不定形樹脂を固化させて繊維補強樹脂成形品を成形する。不定形樹脂は、破砕物などが使用される。
(もっと読む)
周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台
【課題】大型の平板成形物を製造する際、硬化後の成形品に樹脂含浸不良を防止し、製品不良を有効に防止することが出来る周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台を提供する。
【解決手段】 成形作業台本体10は、軽金属材料等により構成された支持フレーム11上にベース部材12を載置する金属製の支持プレート13を設置すると共に、この支持プレート13の長手方向の一端側を前記支持フレーム11にヒンジ14を介して上下方向に揺動可能に連結する。前記支持プレート13の他端側と支持フレーム11との間に、成形作業台本体10を一定の角度に傾倒させる流体シリンダー等の昇降シリンダーから成る傾倒手段15が設けてある。支持プレート13の一端側の下側に来る方には反応樹脂材料Qの供給側を設け、また吸引側を上側に設けるのが好ましい。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造装置
【課題】移動するガラス繊維マットの表面に小さい抵抗で接触しつつ、その表面に可能な限り凹凸を生じさせることなく均一に押圧して平滑度の高い表面にし、発泡原液組成物を供給可能にし、高品質なガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造装置を提供する。
【解決手段】下面材供給装置から供給された下面材2上にガラス繊維マット3を供給するガラス繊維マット供給工程と、供給されたガラス繊維マット3上を幅方向にわたり押圧する押え工程と、供給されたガラス繊維マット3上に硬質ポリウレタンフォーム発泡原液組成物Uを供給する原液供給工程と、原液を供給されたその上面に対して上面材供給装置から連続的に上面材7を供給する上面材供給工程と、を有する。押え工程を、ガラス繊維マット3上の幅方向にわたり略等ピッチに配置された多数の線状をした押え手段4により押圧して行う。
(もっと読む)
成形方法
【課題】 部品をインサート成形する場合において、固定ピン等を用いることなく位置ずれを確実に抑制する。
【解決手段】 金型1のキャビティ内に配置された部品2を樹脂によりインサート成形するに際し、所定の金型面1aに設けられたガイド3により部品2を位置決めするとともに、部品2に対してガイド3が設けられた金型面1aに向かって樹脂の流れによる力が加わるように樹脂を注入する。具体的には、部品2のガイド3が設けられた金型面1aと対向する面を高さ方向の基準h0として、部品2の重心の高さ以上の位置から樹脂を注入する。
(もっと読む)
121 - 140 / 171
[ Back to top ]