
Fターム[4F204AH13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 機械要素 (123) | 密封装置、弁(←ガスケット、パッキン) (25)
Fターム[4F204AH13]に分類される特許
1 - 20 / 25
シール部材の製造方法及び成形装置

【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
バタフライ弁用弁箱およびその製造方法

【課題】成形不良が改良可能なバタフライ弁用弁箱およびその製造方法を提供する。
【解決手段】バタフライ弁用弁箱の製造方法は、取付部3bを補強する工程として、下型11および中型12で囲まれた凹所11a,12aのリング部に近い側において弁棒挿入部3aを囲むように複数の充填材21a,21b,21c,21dを配置する工程と、下型11および中型12で囲まれた凹所11a,12aのリング部から遠い側において弁棒挿入部3aを囲むようにプレ成型品を配置する工程と、充填材21a,21b,21c,21dおよびプレ成型品を囲むようにガラス繊維シート基材25を配置する工程と、充填材21a,21b,21c,21d間の隙間および充填材21a,21b,21c,21dとガラス繊維シート基材25との間の隙間にガラス繊維基材小片26を配置する工程と、上型に押さえられる部分に腕上部プリフォーム27を配置する工程とを含んでいる。
(もっと読む)
シール部材形成用硬化性液状シリコーンゴム組成物およびシール部材
【課題】貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材形成用硬化性液状シリコーンゴム組成物、貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材を提供する。
【解決手段】液状アルケニル基含有オルガノポリシロキサン、補強性シリカ、オルガノハイドロジェンポリシロキサン、白金族系触媒、前記オルガノポリシロキサンと相溶性の架橋性基を有しない液状オルガノポリシロキサンおよび非相溶性の架橋性基を有しない液状オルガノポリシロキサンからなり、硬化物のJISタイプAデュロメータ硬さが15〜26、100%伸び時の引張応力が0.25〜0.60MPaである液状シリコーンゴム組成物。この硬化物からなる貫通孔を有するシール部材。
(もっと読む)
金属と樹脂との複合体の製造方法
【課題】金属よりなる金属部と樹脂よりなる樹脂部とが接着剤を用いることなく強固に接着された金属と樹脂との複合体の製造方法を提供することを目的とする。
【解決手段】金属部は表面にカルボキシル基あるいはアミノ基、またはヒドロキシル基が付与されたものである。一方、樹脂部はエポキシ基を含む接着性改質剤が配合されたものである。カルボキシル基あるいはアミノ基、またはヒドロキシル基とエポキシ基との相互作用により、金属部と樹脂部とが接着されていることを特徴とする金属と樹脂との複合体の製造方法。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
ポリウレタンガスケットおよびそれを形成する方法
シールを形成する方法は、一成分ポリウレタン前駆体からフロスを調製する工程、該フロスを物品の面に適用する工程、および水を該フロスとともに同時に適用する工程を含み、該フロスは硬化して、該物品に接着した350kg/m3以下の密度を有するガスケットを形成する。 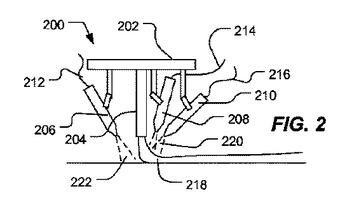 (もっと読む)
(もっと読む)
発泡成形方法及びその装置
【課題】発泡材料の発泡成形において、独立発泡セルの変形や型崩れが起きない発泡成形方法を提供する。
【解決手段】発泡材料を発泡させる発泡成形方法であって、内部空間12を有する成形型10を提供するステップと、前記成形型10の内部空間12を加圧状態にするステップと、前記加圧状態下における前記成形型10の内部空間12で、前記発泡材料を発泡させて、前記発泡材料の発泡を適宜に制御するようにしたステップと、前記成形型10の内部空間12に対する加圧状態を解除するステップとを備えたことを特徴とする。
(もっと読む)
コポリマーベースのポリイミド物品および航空機におけるその使用
本明細書において、航空機における使用に適したポリイミド物品を作製するための方法が開示される。本明細書において開示される物品は、剛性、酸化安定性、耐摩耗性、ならびに加熱された湿気およびガスに対する透過性を有し、コポリマーベースのポリイミドおよび少なくとも1つの添加剤または充填剤を含み、20,000〜50,000psiの圧縮圧力を用いて作製される。  (もっと読む)
(もっと読む)
電池用パッキングの製造方法
【課題】フッ素を含有した高分子材料は粘性が高いため、コイン形非水電解液電池のパッキングの成型時に成型金型内に均一に回りきらなく、さらに切断が困難であるため切断屑が生じ、電池を構成したときに隙間が生じ、高湿度下で電池特性の劣化が早い。
【解決手段】フッ素を含有した高分子材料の所定量を、パッキングを成型する金型内部に供給するステップと、前記金型を加熱して前記高分子材料を溶融するステップと、前記金型内部を減圧して溶融した高分子材料を脱泡するステップと、前記金型で前記高分子材料を圧縮成型するステップと、を備えた電池用パッキングの製造方法を用いることで、寸法精度が高く、切断屑が生じない電池用パッキングを提供できる。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
クッション性シート及びその製法
【課題】本発明は、クッション性シートのX−Y方向の熱変形を抑え、また使用後の被プレス物によるZ方向の変形を減少させることにより、繰り返し使用に耐え得るクッション性シートを提供することを目的とする。
【解決手段】本発明に係るクッション性シートは、空孔率40%以上90%以下の連続した空孔部を有する多孔質シートの空孔部にフッ素ゴムエラストマーを含浸複合した後の全体の空孔率が0%以上60%以下であることにより、Z方向の変形を減少させて繰り返して使用することができるものである。
(もっと読む)
モールド・アッセンブリおよびモールド部品製造用の減衰光方法
本発明は、サイクル数を改善するための、フランジ、モールドおよび電磁放射線フィルターを含むモールド・イン・プレースによるガスケット形成アッセンブリに関する。本発明は、さらにモールド・イン・プレースによるガスケッティング方法に関する。 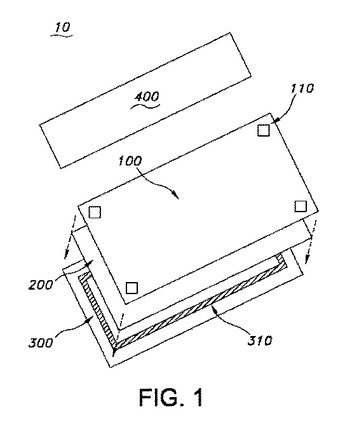 (もっと読む)
(もっと読む)
反応液分割分液コートハンガー形ダイ並びに、該ダイを使用した紐状樹脂成形体の製造方法並びに製造装置
【課題】複数の紐状樹脂成形体を連続して製造するために使用する従来の反応液分液コートハンガー形ダイは各部位の流量調整が自由にコントロールできないために長時間安定して一定寸法精度の紐状樹脂成形体が製造できなかった。
【解決手段】液仕切具はダイリップに位置させ、その川上に分割流量調整板を位置させ、各分割流量調整板それぞれに調整ボルトを設けることによって自由に各部位の流量を調整可能とした。このことによって反応性樹脂を用いて長時間運転する場合に、ゲル化によって起こる流量の低下した部位の流量を隣接の状態に係わらず分割流量調節板にて流量調整し、長時間運転を可能とした。
(もっと読む)
円板状パッキン部材及びその製造方法
【課題】板厚にある程度ばらつきのある鋼板等の板材からでも容易に質良く製造することができる板状パッキン部材を提供する点にある。
【解決手段】円板状の基体2の外周にリング状弾性体である合成ゴム3を被覆してなる円板状パッキン部材1であって、前記基体2に、片面又は両面に径方向内側よりも径方向外側を肉薄とするとともに、前記基体2と略同心円状である段部22を設けてなり、前記リング状弾性体3が前記段部22よりも径方向外側の基体2を被覆してなるものとした。
(もっと読む)
バタフライ弁のゴムライニング形成方法
【課題】弁箱内周面や粉体塗装面に傷を付けることなく、弁箱内周面の所定の位置に確実にゴムライニングを施すことができるバタフライ弁のゴムライニング方法を提供する。
【解決手段】粉体塗装を施した弁箱13内周面の一部にゴムライニング31を施すバタフライ弁のゴムライニング方法である。前記バタフライ弁の弁箱13内に挿入される金型の外周で、弁箱内周面のゴムライニングを施す面と施さない面との境界位置にリング状シール材40,43を配置する。前記ゴムライニングを施す面にプライマー及び接着剤をこの順に塗布して、金型の圧入部45にセットされた予熱した未加硫ゴムをゴムライニング形成部に向けて押し込んで、弁箱13内周面のゴムライニングを施す面にゴムライニングを施す。
(もっと読む)
充填材入りフッ素樹脂シート
【課題】フッ素樹脂の充填率が低く充填材の充填率が高い場合であっても、高い応力緩和特性と高い気密特性(シール性能)とが両立した充填材入りフッ素樹脂シートおよびその製造方法を提供すること。
【解決手段】フッ素樹脂、充填材および加工助剤を含有するシート形成用樹脂組成物を、ロール温度を40〜80℃として圧延する工程を含み、該加工助剤が、分留温度が120℃以下である石油系炭化水素溶剤を30質量%以上(ただし、加工助剤重量を100質量%とする。)含んでなることを特徴とする充填材入りフッ素樹脂シートの製造方法。
(もっと読む)
眼鏡用プラスチックレンズ成形用ガスケット及び成形型並びにその型を用いた眼鏡用プラスチックレンズ及びガスケットの製造方法
【課題】プラスチック製眼鏡用レンズ製造に用いられる成形型を構成するモールドへの樹脂カスの付着を大幅に抑え、レンズの製造工程において、モールド洗浄工程を容易にする。
【解決手段】眼鏡用プラスチックレンズの前面を形成するためのレンズ成形面を有する第1のモールドと前記眼鏡用プラスチックレンズの他方の面を形成するためのレンズ成形面を有する第2のモールドとを互いに対向させて組み込まれる筒状部と、前記筒状部の内周面全周にわたって一体に突設された両方のレンズ成形面と密着する突起帯と前記第1及び第2のモールドとによって形成される空間内に、レンズ原料液を外部より注入するために外部とつながる注入孔とを備えた眼鏡用プラスチックレンズ成形用ガスケットと、それを用いた成形型及びその成形型を用いた眼鏡用プラスチックレンズの製造方法並びに眼鏡用プラスチックレンズ成形用ガスケットの製造方法。
(もっと読む)
シール部品の製造方法
【課題】フィルム、シート又は板状の基材にゴム状弾性材料からなるガスケットを一体に成形したシール部品におけるシール面圧のばらつきや、相手材と積層した時の積層方向のサイズ増大を防止し、またガスケット成形過程での成形不良の発生を防止可能とするシール部品の製造法を提供する。
【解決手段】フィルム状、シート状又は板状の基材11を金型4の分割型41,42間にセットして型締めし、基材11の表面とこれに対向する分割型42の内面との間に画成されるキャビティ43内へ、ゲート44を介して成形用ゴム材料を充填すると共に、キャビティ43における成形用ゴム材料の合流位置に基材11と分割型42との衝合面42aから離間して開口したエアベント孔45を介してキャビティ43からの排気を行う。
(もっと読む)
耐熱性プレス用緩衝材
【課題】自動積載方式の装置に使用できると共に、耐久性が向上し、且つクッション性を良好にして、圧縮永久歪みを小さくして耐久性を向上させ、かつ熱伝導率を改善した耐熱性プレス用緩衝材を提供することを目的とする。
【解決手段】熱プレス盤と成形品との間に用いる耐熱性プレス用緩衝材1であり、表面層2に耐熱性樹脂で処理された耐熱性繊維部材2を、中間層6に少なくとも1層の嵩高性の多重織りクロス5を配し、上記各層3,6の間に熱硬化樹脂含浸クロス7を介在させた構成からなる。
(もっと読む)
分割されたリングの圧縮成形方法
本発明は、ポリマー粉末または金属粉末から、離隔または間隙(5、10)を有する成形部品(1)を製造するための方法である。この離隔または間隙は、プレス部品を形成するための粉末成形材料をダイキャビティに充填する前、その間、またはその後に、ダイキャビティ内にセパレータまたは間隙形成材料を挿入することによって形成される。プレス部品を形成した後、セパレータまたは間隙形成材料を除去して離隔または間隙を設ける。 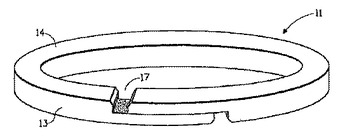 (もっと読む)
(もっと読む)
1 - 20 / 25
[ Back to top ]