
Fターム[4F204AH23]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961) | ウエザーストリップ、モール(←トリム) (21)
Fターム[4F204AH23]に分類される特許
1 - 20 / 21
成形構造体の製造方法及び成形型
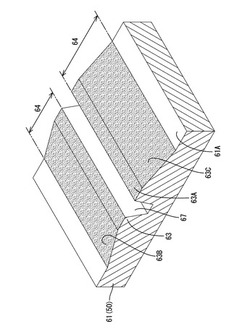
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
車両用内装部品及びその製造方法

【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】成形素材1Aの少くとも片面側から流体熱媒を流通して圧縮成形加工に必要な所要温度に加熱すると共に、他面側にこの加熱温度よりも低い低温領域を設定して、成形素材1Aの厚み方向に温度勾配を付与した状態で成形型3によりコールドプレスすることにより、加熱温度分布領域に高密度層1aが圧縮成形され、低温分布領域には高密度層1aの形状に沿った低密度層1bが加圧成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
衝撃エネルギー吸収材成形用金型の衝撃エネルギー吸収材取付用クリップ保持構造及び衝撃エネルギー吸収材取付用クリップ
【課題】金型内面にインサート物を容易に且つしっかりと保持しておくことができ、脱型時には容易にクリップからピンを抜くことができる金型のインサート物保持構造と、この構造を利用した発泡成形方法と、この構造及び方法に用いることができるクリップと、このクリップを備えたEA材を提供する。
【解決手段】段部43付きの貫通孔42を有したこのクリップ40にクリップ係止ピン50が挿入係止されることにより、EA材1が金型60に取り付けられる。この金型60内にてウレタン等の発泡成形が行われ、EA材1が表面部に埋設されたEA材1が製造される。クリップ40の内面に凸部47が設けられているので、発泡成形時にクリップ40が動かない。クリップ40を介してEA材1が自動車のドアトリム等に取り付けられる。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
積層成形品の製造方法
【課題】ホットメルトを表皮側に設定して、表皮を加熱軟化処理した後、圧着金型で芯材と表皮とをプレス一体化する積層成形品の製造方法において、表皮の加熱工程時における表皮の熱的ダメージを抑え、かつ加熱時間を短縮化する。
【解決手段】表皮22にホットメルト22cをプレコート処理し、表皮22を加熱処理する際、熱電対46等の熱源を埋め込んだ加熱板44を表皮22のホットメルト22c面に接触加熱させることで、短時間で有効にホットメルト22cだけを加熱軟化させ、表皮22の加熱工程での熱的ダメージを最小限に抑え、かつ加熱時間を短縮化する。
(もっと読む)
基材成形装置
【課題】板状体を再加熱することなく、板状体を段階的にプレスすることで当該板状体に破れや透けが発生することを防止することのできる基材成形装置を提供する。
【解決手段】基材成形装置100は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを予備成形する予備成形型10と、予備成形した板状体Wを本成形する本成形型20と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50を備えている。予備成形型10は、加熱炉42の内部に設置されている。
(もっと読む)
部品成形方法
【課題】 本発明は、部品の硬さを局所的に変えるようにした部品成形方法を提供することを目的とする。
【解決手段】 不織布に熱硬化性の合成樹脂材を含浸させてなる成形不織布3を、上型1と下型2との協働によって部品30を成形する方法において、
内部にヒータ4が設けられた前記下型2の成形面2A上には、前記成形不織布3の裏面に当接する複数の凸部20〜27が設けられ、前記下型2の前記凸部20〜27と前記上型1の成形面1Aとで前記成形不織布3をプレス成形する。
(もっと読む)
ウインドモールの成形方法、ウインドモール及びウインドモール付き窓ガラス
【課題】本発明は、安価なモールの製造技術の提供を課題とする。を課題とする。
【解決手段】隅12が丸められた自動車用窓ガラス10に嵌めるウインドモールの成形方法であって、隅に対応する円弧溝25を備えている加熱型20及び直線形状のモール素材24を準備する工程と、モール素材24の隅に対応する部分に加熱型20をセットする工程と、加熱型20を所定圧力で型締めし、所定温度まで加熱する加熱工程と、この加熱工程の次に、加熱型20を強制冷却する冷却工程と、からなることを特徴とする。
【効果】加熱型20は隅12に対応する部分にのみ配置される。隅12に対応する部分にのみ配置すれば足りるため、小型の加熱型20を用いればよい。小型の加熱型20のみを用いてモール素材24を成形するため、ウインドモール11を安価に製造することができる。
(もっと読む)
樹脂成形品及びその製造方法
【課題】基材と表皮材の間に発泡樹脂を注入した際に、該発泡樹脂が複数に分割された基材同士の接合部から漏れ出すことを防止することのできる樹脂成形品及びその製造方法を提供する。
【解決手段】樹脂製の基材36の表面に表皮材38が被覆されており、基材36と表皮材38がそれらの間に注入された発泡樹脂40により接合一体化されているドアトリム10のアッパーベース12であって、基材36は複数の基材36a、36bに分割されており、その分割された基材36a、36b同士の接合部50に弾性材料からなるシール部材46が挟まれていることを特徴とするドアトリム10のアッパーベース12。シール部材46としては、スラブウレタンからなる部材を用いるのが好ましい。
(もっと読む)
トリム材の製造方法及び製造装置
【課題】補強用の芯材が埋設されたウェザーストリップの切断端面に芯材が露出することを確実に防止できるようにする。
【解決手段】把持型32に把持されたウェザーストリップ本体20の被覆予定端面21と成形型35の被覆部成形部52との間に未加硫のシート状のゴム材料29を配置した後、成形型35を接近移動させて両型32,35を当接させることで、ウェザーストリップ本体20の被覆予定端面21と被覆部成形部52との間に形成されたキャビティ52a内にゴム材料29を充填して被覆部を成形し、この被覆部とウェザーストリップ本体20の被覆予定端面21とを加硫接合する。これにより、ウェザーストリップ本体20の被覆予定端面21(芯材が埋設された取付部の切断端面)を被覆部で被覆して、ウェザーストリップの切断端面に芯材が露出することを防止する。
(もっと読む)
表皮付発泡成形部材、および表皮付発泡成形部材の製造方法
【課題】巻き込んだ表皮に剥がれや浮きなどの不具合が発生しない表皮付発泡成形部材を提供する。また、そのような表皮付発泡成形部材の製造方法を提供する。
【解決手段】ドアトリム10(表皮付発泡成形部材)は、折り曲げ部23を介して折り曲げ自在となった芯材20と、芯材に向かい合う表皮30と、芯材と表皮との間の空間に充填される発泡体40と、表皮および発泡体と一体となっているとともに折り曲げ部を介して表皮を表側にして折り曲げられた芯材を、固定する固定部材50と、を有している。芯材は、折り曲げ部を境に本体部21と延長部22とに分けられ、折り曲げ部を介して折り曲げられた延長部は、本体部に対して固定部材によって固定されている。
(もっと読む)
積層繊維ボードの製造方法
【課題】天然繊維とバインダー樹脂とからなる繊維ボードを製造するにあたって、繊維ボードの一定の機械的強度を確保しながら予備成形体を低重量かつ低体積とすることで輸送効率を向上すると共に、成形時の透けや切れなどを防止する。
【解決手段】天然繊維からなる繊維マット10間に、該繊維マット10の繊維よりも細径の繊維からなる不織布20を挟んでニードルパンチした積層シート30を成形する予備製造工程と、予備製造工程において得られた積層シート30を、これにバインダー樹脂を付与したうえで加熱プレスする成形工程とを有する。
(もっと読む)
繊維質熱可塑性材料の成形方法及び成形装置
【課題】意匠面にシワ及びスケを生じさせることなく成形できる成形体の製造方法及びこの成形を行うための成形装置を提供する。
【解決手段】本方法は、意匠面を賦形する第1型と裏面を賦形する第2型との間に、加熱繊維質熱可塑性材料を供給するに際し、材料の少なくとも外縁部の一部を第1型から離間配置する工程と、型締めする工程と、型締めした状態で材料を冷却する工程と、を備える。本装置100は、加熱繊維質熱可塑性材料200を挟んで冷却しつつ、意匠面201を賦形する第1型110及び裏面202を賦形する第2型120と、型締めまでの間、材料の少なくとも外縁部203の一部を、第1型から離間させる離間手段130と、を備える。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】ガス排出用ガス通路の構成が簡易であり、しかも成形品の成形効率が高い発泡成形用の金型及びその成形方法を提供する。
【解決手段】金型1は、下型2と上型3とからなり、下型2にキャビティ4が設けられている。このキャビティ4の内面にフィルム10が設けられ、チャンバ22からの空気の給排によりフィルム10が密着したり、押し上げられたりする。上型3にガス抜き用ガス通路を構成する溝6が設けられている。溝6からキャビティ4内を吸引しても、フィルム10をキャビティ面に密着させるために、吸引孔11が設けられている。発泡成形時にウレタンの一部が溝6内に入り込む。この溝6に入り込んだウレタンは、溝6の途中で硬化し、それ以上溝6には侵入しないようになる。脱型時には、成形品本体30に連なって、溝6内のバリ部31が金型1から取り出される。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】ガス排出用ガス通路の構成が簡易であり、しかも成形品の成形効率が高い発泡成形用の金型及びその成形方法を提供する。
【解決手段】金型1は、下型2と上型3とからなり、下型2に凹所よりなるキャビティ4が設けられている。このキャビティ4の周縁の合わせ面5にガス抜き用ガス通路の一部を構成する延在部6が設けられている。ガス通路は、この延在部6と前記上型3に設けられた孔7とからなる。ウレタンが十分に発泡してキャビティ4内が発泡ウレタンで満たされると、ウレタンの一部が延在部6内に入り込む。この延在部6に入り込んだウレタンは、延在部6の途中で硬化し、それ以上延在部6には侵入しないようになる。脱型時には、成形品本体10に連なって、延在部6内のバリ部11が金型1から取り出される。
(もっと読む)
ポリウレタンフォーム物品
少なくとも1つのポリイソシアネートと少なくとも1つのポリオールと少なくとも1つのカルバメート発泡剤とを含む反応混合物から1回の注入工程で形成されるインテグラルスキンポリウレタンフォームセクションを含み、そのポリウレタンフォームセクションが、厚さの異なる少なくとも2つの部分を含む物品。その物品の製造方法。 (もっと読む)
ウエザストリップの成形方法とその成形用金型
【課題】押出成形により成形した押出成形部の端部に型成形により型成形部を成形するに際して、押出成形部の端部の見栄えを良好に成形するウエザストリップの成形方法およびその成形方法に使用する成形用金型を提供する。
【解決手段】成形用金型20には押出成形部の端部を挟持する挟持部20bと、型成形部を形成するキャビティー20cを設ける。挟持部20bは押出成形部の端部に当接する挟持コア23、24、25を有し、挟持コアの少なくとも一部は熱伝導性の低い材料で形成し、押出成形部の端部を挟持部で挟持した後、キャビティーに型成形部を構成するゴム材料を射出又は注入しその後ゴムを架橋させて成形するウエザストリップの成形方法である。
(もっと読む)
ポリオール組成物および半硬質ポリウレタンフォームの製造方法
【課題】 低密度でかつボイド不良の少ない車両用インストルメントパネル用クラッシュパッドおよびドアトリムを製造する方法を提供する。
【解決手段】 ポリオール(a)中でビニル系モノマー(b)を重合させて得られる重合体ポリオール(A)および/またはポリオール(B)からなり、(a)および/または(B)中に特定のポリオール(a1)、(a2)、および(a3)を含有する半硬質ポリウレタンフォーム製造用ポリオール組成物、ポリイソシアネート成分、水からなる発泡剤、触媒、および必要により整泡剤からなる半硬質ポリウレタンフォーム形成性組成物を用いる。
(もっと読む)
ウェザーストリップ及びそれを製造する方法
【課題】ウェザーストリップの湾曲部などの応力集中が高い部分を補強する方法を提供する。
【解決手段】ウェザーストリップを製造する方法は、中空内部を有する圧縮可能なふくらみ部材を形成することを含む。熱可塑性ホットメルト材料等の硬化性液体材料が、中空内部に注入される。硬化性液体は、硬化して弾性差し込み部材になり、ウェザーストリップの長さに沿った1つ又は複数の箇所を補強する。
(もっと読む)
1 - 20 / 21
[ Back to top ]