
Fターム[4F204AH74]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 光学部品(←ホログラム、偏光体) (1,202) | レンズ(眼鏡レンズ、コンタクトレンズ) (377)
Fターム[4F204AH74]に分類される特許
81 - 100 / 377
レンズ製造方法およびレンズ製造装置
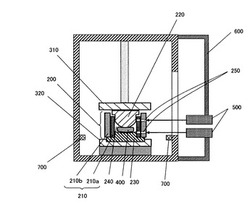
【課題】ひびや割れや曇り等の発生を低減し、精度を向上したレンズを製造できるレンズ製造方法およびレンズ製造装置を提供することを目的としている。
【解決手段】第1ヒータプレート群を加熱して、成形金型200を所定温度に予備加熱する予備加熱工程と、第2ヒータプレート群を加熱して、予備加熱工程における温度よりも高い所定温度に、成形金型200を本加熱する本加熱工程と、第2ヒータプレート群300cの上方ヒータプレート310を下方ヒータプレート320に向かって可動させ、上金型220でレンズ用素体400を加圧して、レンズを成形する成形工程を有しており、本加熱工程では、胴型210に設けた貫通孔250を介して成形金型200の温度を非接触型温度計500で測定しながら、上方ヒータプレート310、下方ヒータプレート320の温度を制御する構成である。
(もっと読む)
光学素子の製造方法及び成形用型組立体

【課題】成形型の凹状の成形面とガラス素材との間に閉じた空間を形成する成形型において、形状精度の高い光学素子の成形方法を提供する。
【解決手段】対向配置された一対の上型及び下型18であって、それらの間にはガラス素材20が配置される該一対の上型及び下型18と、一対の上型及び下型18を嵌挿するスリーブとを有し、ガラス素材20は、加熱、軟化、加圧されて成形され、一対の上型及び下型18の少なくとも下型18に形成された凹状の成形面18aには、ガラス素材20と該成形面18aとの間に形成された閉じた空間22から気体を逃がす微細流路24が形成されている。
(もっと読む)
レンズの製造方法およびレンズ
【課題】へこみや割れ等の欠陥の発生が無いレンズを提供する。
【解決手段】複数の凹部15が設けられている型13の部位に、液体状の紫外線硬化樹脂17を供給し(S1)、フィルム19を型13に設置し(S3)、紫外線を照射して紫外線硬化樹脂17硬化し(S5)、フィルム19を分離し(S9)、フィルム19が貼り付いていた硬化済み紫外線硬化樹脂5に液体状の紫外線硬化樹脂21を供給し(S11)、ガラス板3を設置し(S13)、紫外線を照射して紫外線硬化樹脂21を硬化する(S13)レンズ1の製造方法である。
(もっと読む)
ガスケットのリサイクル方法、及び、プラスチックレンズの製造方法
【課題】使用済みガスケットのリサイクルの回数を容易に識別することが可能なガスケットのリサイクル方法を提供する。
【解決手段】プラスチックレンズを製造した使用済みガスケットを色毎に分別し(ステップS3)、分別した使用済みガスケットを溶融混練し(ステップS4)、溶融混練した樹脂からガスケットを成形する(ステップS5)。そして、この成形したガスケットを着色して(ステップS6)ガスケットをリサイクルする。
(もっと読む)
レンズの製造方法
【課題】光学歪みが殆ど生じていないレンズを作製することが可能な製造方法を提供する。
【解決手段】本発明に係るレンズの製造方法は、樹脂製のレンズを、該レンズとなるレンズ中間体に対してプレス成型を施して製造する方法であって、第1工程と第2工程とを有している。ここで、第1工程では、プレス成型用の金型内にレンズ中間体を嵌めた後、金型にプレス圧力を加えずにレンズ中間体の温度を、該レンズ中間体を構成している樹脂材のガラス転移温度Tgより高い第1所定温度T1まで上昇させる。第2工程では、第1工程の実行後、レンズ中間体の温度をガラス転移温度Tg以上の温度に維持した状態で金型にプレス圧力を加え、その後、該金型にプレス圧力を加えた状態でレンズ中間体の温度をガラス転移温度Tgより低い第2所定温度T2まで低下させる。
(もっと読む)
光学成形体の成形型、光学成形体の成形方法、及び、レンズアレイ
【課題】成形されたレンズアレイに損傷を与えることなく離型することができる光学成形体の成形型、光学成形体の成形方法、及び、レンズアレイを提供する。
【解決手段】基板部と、該基板部に形成された1つ又は複数のレンズ部とを有する光学成形体を成形材料で一体に成形する成形型であって、成形型は、成形材料を挟み込むことによって該成形材料を成形する型部材を有し、型部材にレンズ部の形状を転写するためのレンズ転写部が形成され、レンズ転写部を除く部位の少なくとも一部が多孔質部である。
(もっと読む)
光学素子成形用プリフォーム及び光学素子成形方法
【課題】簡単かつ安価に高品質の光学素子を成形することができる光学素子成形用プリフォームおよびこのようなプリフォームの製造方法を提供する。
【解決手段】光学素子成形用プリフォームは、光学面を有する素子本体を形成する素子本体形成部12と、素子本体形成部12の外周部に配置され、成形後に光学面を支持するフランジ形成部14とを備え、上型、下型および胴型を備える成形機によって加熱圧縮されて変形したときに、フランジ形成部の外周部が、胴型の内周面に当接する複数の当接部と、当接しない複数の非当接部とを形成する。
(もっと読む)
眼鏡用プラスチックレンズの製造方法およびその検査方法
【課題】生産性に優れ、製造コストも削減できる眼鏡用プラスチックレンズの製造方法およびその検査方法を提供する。
【解決手段】ポリイソシアネート化合物とポリチオール化合物とを含む重合性組成物を調合する調合工程と、前記重合性組成物を成形モールドに充填する充填工程と、所定の温度条件下で硬化させて重合体を得る硬化工程と、前記重合体の検査を行う検査工程とを備えた眼鏡用プラスチックレンズの製造方法であって、前記検査工程は前記重合体の赤外線吸収スペクトルを測定し、その測定結果におけるイソシアネート基に基づく吸収ピークのスペクトル強度を用いて合否判定を行う。
(もっと読む)
光学素子シートの同時両面形成方法、およびその光学素子シート形成装置
【課題】ベースフィルムの表面と裏面に複数の光学素子を同時に形成するに際して、形成される光学素子シートの反りを解消できる光学素子シートの同時両面形成方法、およびその光学素子シート形成装置を提供する。
【解決手段】第1ロール金型3と第2ロール金型4とを所定間隔を空けて水平方向に対向配置し、両ロール金型3,4の間にベースフィルムFを供給してそれぞれのロール金型3,4により複数の光学素子La、Lbを前記ベースフィルムFの両面に同時に成型、成形もしくは印刷するとともに、両ロール金型3,4で形成された光学素子シートを鉛直下方に搬送し、樹脂が完全に硬化するまでの距離以上の距離で鉛直方向の搬送を継続することを特徴とする光学素子シートの同時両面形成方法、およびその光学素子シート形成装置。
(もっと読む)
光学部品の製造方法
【課題】成形型の型面に離型剤を塗布することなく、離型性を向上させ、また、感光性樹脂自体の樹脂組成を変えることなく、同じ照度・照射時間でありながら感光性樹脂の硬化性を向上させて結果として離型性を向上させ、欠陥のない光学部品を得ることができる光学部品の製造方法を提供する。
【解決手段】光透過性基板2上に供給された感光性樹脂1Aに成形型3を型押しした状態で、上記光透過性基板2を透して光照射し光学部品1を製造するに際し、上記成形型3として、型面3aでの、波長365nmの光の反射率が、46%以上に設定されているものを用いる。
(もっと読む)
撮像レンズ及び撮像レンズを用いたカメラモジュール並びに撮像レンズの製造方法及びカメラモジュールの製造方法
【課題】撮像レンズを積み上げる際にも、生産効率の向上を図ることができると共に、光学的性能の向上を図ることができる。
【解決手段】ガラスレンズ基板14,18の各面に、樹脂層15a,15b,19a,19bが成形され、ガラスレンズ基板14,18の各面にレンズ部16,17,21,22が成形され、更に、ガラスレンズ基板14,18の一面にスペーサ23,24が成形されている撮像レンズ11,12と、撮像素子13aが形成された撮像基板13とを備える。撮像レンズ11,12間は、一方の撮像レンズ11のスペーサ23を他の撮像レンズ12のレンズ部21の周囲に突き当てて、撮像レンズ11,12を、光軸を一致させた状態で積み上げ、撮像レンズ11,12と撮像基板13との間は、撮像レンズ12のスペーサ24を撮像基板13に突き当てて、レンズ部16,17,21,22と撮像素子13aとを光軸を一致させた状態で積み上げてなる。
(もっと読む)
プラスチック製眼鏡レンズの製造方法、同製造方法によって製造されるレンズ及び眼鏡レンズ用母型
【課題】眼鏡レンズをモールド成形によって製造する際にレンズの周縁に関して発生する問題を解消するためのプラスチック製眼鏡レンズの製造方法を提供すること。
【解決手段】メニスカス形状のプラス度数のレンズの物体側となる表面を成形するための第1のレンズ面成形面15を有する円形の外周形状をなす第1のモールド12と、レンズの眼球側となる裏面を成形するための円形の外周形状をなす第2のレンズ面成形面17を有する第2のモールド13の外周を粘着テープ14で包囲し所定間隔を空けて対向配置させレンズ用母型を構成する。第1のレンズ面成形面15の周縁には180度対向する位置に凹部16を形成する。そして、粘着テープ14に注入針を突き刺しキャビティ内部にレンズ成形用の成形材料を充填し、加熱することで縁寄り部分に凹部16に対応した膨出部を形成したレンズを得るようにする。
(もっと読む)
プラスチック部材の製造方法およびプラスチック部材
【課題】組成分布を有するプラスチック部材を、簡便な設備で、工程数が少なく、短時間で得ることができるプラスチック部材の製造方法を提供する。
【解決手段】放射線照射面を設けた注型セル3に第1の放射線重合性組成物4を充填する工程と、前記注型セル3の放射線照射面に放射線10を照射し、前記第1の放射線重合性組成物4の一部を重合し第1の組成物の重合体6を得る工程と、未重合の前記第1の放射線重合性組成物を前記注型セル3から除去する工程と、除去により生じた前記注型セル3の空隙に、第2の放射線重合性組成物8を充填して前記第1の組成物の重合体6と接触させる工程と、前記第2の放射線重合性組成物8を前記第1の組成物の重合体6の中へ拡散させる工程と、前記注型セル内3で拡散した前記第2の放射線重合性組成物8および前記第1の組成物の重合体6の全体を硬化させる工程とを有するプラスチック部材9の製造方法。
(もっと読む)
ウェハレベルレンズの製造方法
【課題】一次元または二次元に配列された樹脂材料からなる複数のレンズ部を有するレンズアレイの製造方法であって、各レンズ部の形状が高精度で、同一アレイ上の複数のレンズ部間の距離精度が高いウェハレベルレンズの製造方法の提供。
【解決手段】基板部と、該基板部に配列された複数のレンズ部からなるウェハレベルレンズアレイを所定の樹脂を含む樹脂組成物を一体に成形し得られるウェハレベルレンズアレイであり、(ア)一対の型部材の間に前記樹脂を供給する工程と、(イ)前記一対の型部材の間で前記樹脂組成物を挟み込んだ状態で成形し硬化させる工程と、(ウ)硬化させた該成形物を離型する工程と、を有し、少なくとも該工程(ウ)を相対湿度40%以下とすることを特徴とするウェハレベルレンズの製造方法。
(もっと読む)
ガスケット、ガスケットの製造方法、光学素子の製造方法
【課題】フィルム部材を良好に配置することができるガスケット、ガスケットの製造方法、及び、ガスケットを用いた光学素子の製造方法を提供する。
【解決手段】筒状の本体部(2)と、本体部(2)の内側に配置されるフィルム部材(F)と、を備え、本体部(2)とフィルム部材(F)とが一体成形され、フィルム部材(F)の外縁部(Fo)が本体部(2)に埋設されている。
(もっと読む)
ウェハレベルレンズの製造方法
【課題】樹脂材料の硬化に伴う収縮によっても、型の転写面と樹脂材料との密着が維持され、型の転写面の形状、が正確に転写でき、またレンズ部間の距離精度が高いウェハレベルレンズアレイの製造方法の提供。
【解決手段】一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部1と、を有し、該レンズ部及び該基板部1が樹脂材料で一体に形成されるウェハレベルレンズアレイの製造方法であって、前記レンズアレイの一方の表面に整合する第1の型102の転写面と、該レンズアレイの反対側の表面に整合する第2の型104の転写面との間に前記樹脂材料を配置し、前記レンズ部の前記樹脂材料を硬化する第1の硬化工程と、該基板部を含む前記基板部の前記樹脂材料を硬化する第2の硬化工程と、をこの順で有するウェハレベルレンズアレイの製造方法。
(もっと読む)
眼用レンズを成形型から剥離する方法およびそれに用いる剥離用治具並びに剥離装置
【課題】本発明の目的は、成形型に固着した含水性の眼用レンズを、素材に負担のない処理によって迅速かつ効果的に剥離することができる剥離方法を提供することである。
【解決手段】雄型と雌型よりなる眼用レンズ成形型内で重合性モノマー混合物を重合し、型を開いた後の工程において、いずれか一方の型に固着した含水性の眼用レンズを剥離する方法であって、該型に固着した状態で眼用レンズを水性媒体に所定時間接触させる第一工程、前記眼用レンズ周辺エッジの少なくとも一部を押圧することにより、該エッジの一部に剥離部を形成させる第二工程、剥離部を有する前記眼用レンズ表面を押圧して、型から剥離する第三工程、を含むことを特徴とする。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
ウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部からなるウェハレベルレンズアレイを樹脂で一体に成形するための成形型であって、
該成形型は、前記樹脂を挟み込んでエネルギーを付加することにより該樹脂を成形し硬化させる一対の型部材からなり、該一対の型部材の少なくとも一方の型部材の前記樹脂と接する型面に、成形時に前記型面と前記樹脂との界面に存在する空気を外部に排出するエア抜き孔が設けられている。
(もっと読む)
成形型及びプラスチックレンズの製造方法
【課題】プラスチックレンズの外周面に発生する凹凸の面積を小さくし、且つ、成形型内に生じた気泡を抜け易くする。
【解決手段】成形型1は、対向する第1のモールド21及び第2のモールド22と、テープ部材23と、押圧部材である注入補助部材3とを備える。テープ部材23は、第1モールド21及び第2のモールド22の外周間を連結して第1及び第2のモールド21,22間にキャビティ24を形成すると共に、ノズル貫通部23aを有する。このノズル貫通部23aには、プラスチックレンズ材料51を吐出するノズル101が貫通する。注入補助部材3は、テープ部材23におけるノズル貫通部23aの周囲の一部を押圧する。
(もっと読む)
81 - 100 / 377
[ Back to top ]