
Fターム[4F204EB12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 予め形成された挿入物等との一体化成形 (1,633) | インサート成形 (461)
Fターム[4F204EB12]に分類される特許
161 - 180 / 461
ゴムローラの成形金型、製造装置及びその製造方法
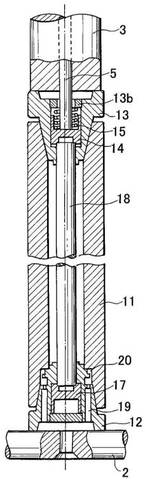
【課題】成形金型内に液状ゴム材料を注入し、硬化・成形するための、振れ精度が良くランナー部の廃棄材料が少ないゴムローラの成形金型、製造装置及び製造方法を提供する。
【解決手段】円筒状内面を有するパイプ金型本体と、該パイプ金型本体の両端に嵌合されて軸体を該パイプ金型本体の中心軸と同心となるように保持するゴム材料の注入側及び非注入側の駒と、から少なくとも構成されるゴムローラの成形金型であって、該非注入側の駒は、該軸体の両端角部をセンタリングしつつ軸方向に押圧支持するスライド機構を有し、及び、該非注入側の駒の端面には、外部より該スライド機構を押圧する手段を導入するための穴が設けられていることを特徴とするゴムローラの成形装置。
(もっと読む)
繊維強化樹脂構造体の製造方法

【課題】コア材の周囲にボイドの無い状態で繊維強化樹脂を形成することができ、複雑な最終形状にも追従できる繊維強化樹脂構造体の製造方法を提供する。
【解決手段】コア材12の表面に未硬化の樹脂15aと強化繊維15bとを有するプリプレグ15を配置し、コア材12を成形型1内に配置し、成形型1内を脱気し、コア材12を加圧方向yから加圧することにより、樹脂15aを強化繊維15bに含浸させ、樹脂15aを加熱して硬化させ、コア材12の周囲に繊維強化樹脂16を成形する繊維強化樹脂構造体10の製造方法であって、加圧方向に対して傾斜した傾斜面11a、11bにより分割されたコア片11B,11A,11Bからなるコア材を用い、含浸時に、コア片11Bを加圧方向から加圧することにより、コア片11Aをコア材11Aに隣接するコア片11Bの傾斜面11bに沿ってスライドさせて、成形型1の内面に向かって、コア材12の表面を加圧する。
(もっと読む)
オープンモールド工法による全周面モールド方法及びそのモールド型
【課題】 オープンモールド工法を利用して、クローズドモールド工法で生じるモールド型の複雑化、組立分解の煩雑さ、真空脱泡処理に必要な設備装置の複雑化を取り除き、残留気泡やピンホールの所要品質に適合する安価なモールド成形品のモールド方法及びそのモールド型を提供しようとすることにある。
【解決手段】 全周面モールドを行う被モールド品から引出されるケーブルが多方向かつ多本数の場合でも、オープンモールド工法を利用して、第1のモールド型31a,31b、第2のモールド型41a,41bによるモールド成形品のモールド方法及びそのモールド型を提供する。
(もっと読む)
複合光学素子の製造方法
【課題】簡単な金型構造で、かつガラス基材の直径も大きくすることなく、非球面成形金型から容易に離型が可能な複合光学素子の製造方法を提供することを目的とする。
【解決手段】成形すべき光学機能有効面の反転形状およびその外縁面を有する成形面を持ち、外縁面に外部から供給されるガスを射出する孔部を持つ成形型を準備する第1工程、成形面上またはガラス基材上にエネルギー硬化型樹脂を吐出し、エネルギー硬化型樹脂を挟むように成形面とガラス基材とを配置する第2工程、エネルギー硬化型樹脂が予め定められた厚みになるようガラス基材または成形型を所定の位置まで移動する第3工程、エネルギー硬化型樹脂にエネルギー線を照射して、エネルギー硬化型樹脂を硬化させて硬化樹脂層を成形する第4工程、孔部からガスを射出して硬化樹脂層に吹きつける第5工程、ガラス基材と硬化樹脂層が一体となった複合光学素子を成形型から離型する第6工程とを備える。
(もっと読む)
樹脂成形品及びその製造方法
【課題】基材と表皮材の間に発泡樹脂を注入した際に、該発泡樹脂が複数に分割された基材同士の接合部から漏れ出すことを防止することのできる樹脂成形品及びその製造方法を提供する。
【解決手段】樹脂製の基材36の表面に表皮材38が被覆されており、基材36と表皮材38がそれらの間に注入された発泡樹脂40により接合一体化されているドアトリム10のアッパーベース12であって、基材36は複数の基材36a、36bに分割されており、その分割された基材36a、36b同士の接合部50に弾性材料からなるシール部材46が挟まれていることを特徴とするドアトリム10のアッパーベース12。シール部材46としては、スラブウレタンからなる部材を用いるのが好ましい。
(もっと読む)
発泡可能な反応性樹脂を含む支持材の成形体
本発明は、下記の工程:a)発泡可能な反応性樹脂を支持材に導入する工程、およびb)前記発泡可能な反応性樹脂を含む前記支持材を圧縮変形する工程を含むプロセスによって製造され得る成形体を提供する。 (もっと読む)
野外ベンチ用ウレタン成形パネル及びその製造方法
【課題】野外ベンチ用ウレタン成形パネル及びその製造方法を提供すること。
【解決手段】上部から下部に向かって両側に一対のねじ孔3が長手方向に沿って形成されると共に、一側ねじ孔3の外側に一定間隔をおいて上部から下部に向かって貫いてウレタン注入口5が形成されたコア材10と、前記コア材10の両側に各々形成された一対のねじ孔3に各々挿入されて前記コア材10の下部面でナット22によって螺合されて各々位置が固定される一対のボルト20と、前記コア材10の両側に各々設置された一対のボルト20が金型から外側に突出され、前記コア材10を金型に設置されて金型に形成されたウレタン注入口を通して導入されるウレタンを前記コア材10の外周面に圧縮発泡されて一定の厚さに被覆された圧縮発泡ウレタン層30と、前記圧縮発泡ウレタン層30の外周面にエナメルがスプレー塗布されたエナメル層40とからなる、野外ベンチ用ウレタン成形パネル。
(もっと読む)
光学素子の製造方法及び光学素子
【課題】遮光用被膜にかかわらず紫外線をレンズ部の全域に照射することのできる光学素子の製造方法及び光学素子を提供する。
【解決手段】基板1に、紫外線を透過させ可視光を透過させない特性を有し、可視光を透過させる開口部4aを有する遮光膜4を形成し、基板1の遮光膜4の開口部4aの位置及び該位置と対向する位置にそれぞれ、レンズ成型面22a、26aを有する金型22、26によって紫外線硬化樹脂からなる樹脂材料21、25を押圧してレンズ形状を形成し、基板1の一方側から紫外線を照射することによって樹脂材料21、25を硬化させ、基板1の両面にレンズ部2、3を形成する。
(もっと読む)
電子写真用導電ローラとその製造方法
【課題】周方向の抵抗ムラが小さい電子写真用導電ローラとその製造方法を提供する。
【解決手段】円筒状のパイプ(7)とパイプの両端にそれぞれ配設された軸芯体を保持するための二つの駒(8a)(8b)とを有する金型を用い、前記パイプに沿って軸芯体を金型内に設置し、前記二つの駒(8a)(8b)の一方に設けられた注入穴より樹脂層材料を金型内に注入し、金型を加熱することにより樹脂層材料を硬化させて軸芯体の周りに樹脂層を形成する工程を有する電子写真用導電ローラの製造方法において、樹脂層材料が、粘度、フィラー充填量及び10%硬化時間が特定の範囲にある付加反応型液状シリコーンゴムであり、樹脂層材料を金型に注入する平均速度が特定の範囲にあり、樹脂層の長さ、樹脂層の厚さ並びに注入側、中央部及び出口側の加熱温度(T1)(T2)(T3)が特定の関係を満たす電子写真用導電ローラの製造方法。この方法で製造されたローラ。
(もっと読む)
レンズ基板の製造方法
【課題】低粘度の樹脂材料を用いてもレンズ内に気泡を発生させないようにすることのできるレンズ基板の製造方法を提供する。
【解決手段】透明な基板1上に凹状のレンズ形成部11を備えた金型10によりレンズ3を成形する製造方法であって、基板1に凸部2を形成し、凸部2を形成した位置に対し、レンズ形成部11に樹脂材料14を充填した金型10によってレンズを成形する。基板1の凸部2は、基板1を基板形成金型20によりプレス成形することで形成される。
(もっと読む)
現像ブレード用金型及び現像ブレードの製造方法
【課題】弾性部材の形状に応じて形成したキャビティ部が材料を充填し難い複雑な形状でも、確実に充填して現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート2上に長手方向LDに沿って弾性部材を接着し、更に前記硬質プレートが長手方向での両側部に切欠き部を有すると共に、当該切欠き部を跨ぐようにして前記弾性部材が成型してある現像ブレード1の製造用金型30であって、前記弾性部材の形状に応じた形状のキャビティ部CAに材料を注入するゲート部35の位置が、前記長手方向LDで前記切欠き部と本体部中央側との境界CL上或いはこれより外側、または、前記境界より内側に10mm以内に設定してある。この金型のキャビティCA内に材料を注入するゲート部35の位置が、長手方向LDで最適に設定してあるので、切欠き部に対応する細径部が存在している場合でも材料を確実に充填し、充填不良やバリの発生を抑制可能となる。
(もっと読む)
ポリウレタンフォームローラ及びトナー供給ローラ
【課題】成形原料が、ポリイソシアネート成分中のTDI割合が大きくて、かつNCOインデックスが100を超えているにもかかわらず、高通気度で安定した適度な硬度を有するポリウレタンフォームローラを提供する。
【解決手段】ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、クラッシング後に、さらにポリウレタンフォーム層が15℃乃至40℃、水蒸気量5g/m3乃至40g/m3の環境下で硬度安定化処理し、ローラの硬度は150g乃至300g、通気度は2.5L/min以上とする。
(もっと読む)
成形体部分と一体となるウレタンフォームを成形する方法および成形体
【課題】裁断屑をリサイクルして成形された成形体部分を使用して、優れた遮音特性、断熱特性をもつウレタンフォームを提供する。
【解決手段】本発明は、所定の剛性をもつ成形体部分を成形する工程と、成形された成形体部分を成形型に配置する工程と、成形体部分が配置された成形型内に発泡体原料を注入する工程と、注入後に所定の形状をもつウレタンフォームを成形する工程と、を含むウレタンフォーム成形方法である。成形体部分を成形する工程は、裁断屑を解繊する裁断屑解繊工程と、解繊された裁断屑にバインダー繊維を混入させる工程と、該バインダー繊維が混合した裁断屑をフェルト状のマットに成形する成形工程と、フェルト状のマットの少なくとも一部に熱反応性の硬化剤を浸透させる工程と、硬化剤が浸透された裁断屑を熱プレス成形によって成形体部分を形成する工程と、を備える。
(もっと読む)
繊維強化複合体の製造方法
【課題】
本発明は、所望の形状に容易に成形できると共に、ボイドの発生を従来に比べ飛躍的に少なくする製造方法を提供することを目的とする。
【解決手段】
本発明1の繊維強化複合体の製造方法は、所望の形状に型付けした繊維体にVaRTM(真空含浸)工法にて前記樹脂溶液を含浸し、引き続き、真空引き状態で、加熱して、前記溶媒を除去して後、硬化することを特徴とする。
(もっと読む)
ローラの製造方法、成形材料の選別方法及び成形材料
【課題】平滑な弾性層を備えたローラを高い生産性で再現性及び歩留まりよく製造することのできるローラの製造方法、平滑な弾性層を形成することのできる成形材料、及び、このような成形材料を高い信頼性で選別する選別方法の提供。
【解決手段】0.01〜100sec−1の範囲から選択される複数の剪断速度(X)で前記成形材料のノーマルフォースを測定して得られる複数の第一種法線応力差(Y)の、剪断速度に対する一次近似式Y=aX+b(4.5<a<6.5、−120<b<200)を満足する成形材料を軸体の外周面で硬化するローラの製造方法、前記第一種法線応力差を求めて、一次近似式Y=aX+bを算出し、この一次近似式の変数aが4.5<a<6.5の範囲にあり、かつ、変数bが−120<b<200の範囲にある成形材料を選別する成形材料の選別方法、及び、前記一次近似式を満足する液状シリコーンゴム組成物。
(もっと読む)
難燃フェノール樹脂発泡体積層板とその製造方法
【課題】面材を用いたフェノール樹脂発泡体積層板において、外観を含め実用特性を損なうことなく、有機溶剤を用いることもなく、生産性良く、良好な難燃性を付与する。
【解決手段】フェノール樹脂発泡体を2枚の面材間に挟持してなる難燃フェノール樹脂発泡体積層板の面材を有する面に、水に難溶性のリン系難燃剤と加熱乾燥後に水に難溶性の有機高分子化合物とホルムアルデヒド捕捉剤とを含む塗工液を塗布して加熱乾燥させ、係る難燃剤と有機高分子化合物を面材表面及び面材内に付着させる。
(もっと読む)
電子機器用筐体
【課題】
従来の電子機器筐体に用いられたFRP板材は、FRP層の周囲に樹脂層の突起を受け入れる孔や長孔を設けるので、結合力は十分であるが、FRP層および電子機器筐体の強度が確保できないという課題を有している。
【解決手段】
炭素繊維織物または一方向に引き揃えた炭素繊維を補強材とするFRP層に樹脂層を積層した電子機器用筐体を、前記FRP層の側面の一部または全部に、側面に沿って少なくとも一つの溝が設けられ、前記溝に前記樹脂層の樹脂を一体的に充填してFRP層と樹脂層を結合することを特徴とする電子機器用筐体を提供する。
(もっと読む)
ゴムクローラの製造方法及びその成型用金型
【課題】ゴムクローラを効率よく製造できる方法及び形成用金型を提案する。
【解決手段】内側モールド4と、この内側モールド4に合わさる外側モールド5との相互間に、クローラの内周壁を形成するインナーゴムシート、補強層を形成する埋設部材及び接地部を形成するアウターゴムシートをそれぞれ順次に積層配置して加圧、加硫、成型してゴムクローラを製造するに当たり、前記内側モールド4に、インナーゴムの内表面につながり該内側モールドの周りに沿い間隔を掛けて配列された複数のキャブティを有するモールドを設置し、このモールドのキャビティ内にゴム材料をそれぞれ供給、充填することによりインナーゴムと一体になる駆動突起用の凸部を形成する。
(もっと読む)
モールドイン成形用係止部材を用いた樹脂成形体の製造方法
【課題】成形型内の凹部に簡単かつ確実に保持でき、しかも成形型凹部の巾方向の間隙の封止に優れ、樹脂組成物の係合素子側への流入を確実に阻止する。
【解決手段】基板の表面に多数の係合素子2を有し、かつ基板の少なくとも1面にフェライトを含有する層を有し、さらに該基板表面の巾方向の両端部に長さ方向に連続したシール用突部4を有し、かつ該シール用突部が三角形又は円弧状の断面形状を有し、さらに基板の成形と同時に形成したものであるモールドイン成形用係止部材を、その表面の係合素子を成形型の凹部7に嵌入し、かつ該基板表面の両端部にあるシール用突部を成形型凹部の肩部と接合するように成形型に装着し、該成形型凹部の底面に設けられた磁石と成形用係止部材のフェライトの吸引力により成形用係止部材をシールし、次いで成形型内に樹脂を導入し硬化することを特徴とする係止部材付き樹脂成形体の製造方法。
(もっと読む)
ハニカムパネルの製造方法
【課題】第1に、コスト面に優れ、第2に、強度面にも優れ、第3に、更に重量面にも優れると共に、第4に、曲面成形が容易であり、取扱いも容易であり、物性付与等も可能な、ハニカムパネルの製造方法を提案する。
【解決手段】この製造方法は、ハニカムコア2の両端面に繊維強化プラスチック製の表面板3が接着されたハニカムパネル1を、RTM工法を適用して製造する。そして、ハニカムコア2のセル空間5に、予めバルーン15が充填されており、このバルーン15が、吸引,減圧工程においてセル空間5内に膨張,充満する。すなわち、準備されるハニカムコア2は、事前にゴム製や樹脂製のバルーン15が、セル空間5内に残余隙間空間16を存しつつ挿入されている。そしてバルーン15は、吸引,減圧を利用して、セル空間5内で球状その他の形状に膨張し、セル空間5の残余隙間空間16をほぼ埋めて充満する。
(もっと読む)
161 - 180 / 461
[ Back to top ]