
Fターム[4F204EE06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料の前処理・コンディショニング (343) | 加熱 (35)
Fターム[4F204EE06]に分類される特許
1 - 20 / 35
ブッシング及びその製造方法
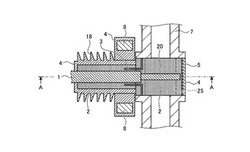
【課題】複合絶縁部材の接着強度を向上させてコンパクトで絶縁性能及び機械強度に優れ、更に製造コストの低減も可能なブッシング及びその製造方法を提供すること。
【解決手段】導体1と、導体1と一体にモールド成形され、導体1を覆うエポキシ樹脂により形成されたモールド部材2と、モールド部材2の表面にシランカップリング剤が塗布された後、導体1を覆うモールド部材2と一体にモールド成形され、モールド部材2を覆うとともに主剤及び硬化剤からなる二液性の付加型液状シリコーンゴムにより形成されたモールド部材4と、を備えたブッシングを提供する。
(もっと読む)
積層体の製造方法及び積層体

【課題】異なる素材からなる複数の層同士の接着強度を向上させることによって、各層間の剥離が容易に発生するのを防止することができる積層体の製造方法を提供する。
【解決手段】異素材層2を形成するに際し、成形体1の表面における異素材層2との接触領域1aを、成形体1の軟化温度の80%以上の温度で加熱することにより、該接触領域1aを形成する発泡性樹脂粒子1bを軟化させると共に膨張させて接触領域1aに凹凸を形成し、該凹凸の凹部に入り込むように異素材層2が形成されることを特徴とする。
(もっと読む)
注型成形品の製造方法
【課題】成形時間を短縮でき、注型成形品の生産効率の向上が可能な注型成形品の製造方法を提供する。
【解決手段】注型用樹脂材料を注型型に注入して加熱硬化させる注型成形品の製造方法において、前記注型型に注入する前に前記注型用樹脂材料を加熱し、前記注型用樹脂材料の粘度がその加熱温度で最低粘度に到達した後も加熱し続けて粘度を上昇させ、前記注型用樹脂材料の粘度が前記最低粘度よりも高くかつ加熱前の注型用樹脂材料の粘度よりも低い前記注型用樹脂材料を前記注型型に注入することを特徴とする。
(もっと読む)
液化二酸化炭素供給装置及びこれを備えるポリウレタンフォーム製造装置
【課題】液化二酸化炭素を効率良く冷却して気化を防止することができる小型且つ安価な構成の液化二酸化炭素供給装置を提供する。
【解決手段】本装置は、上流側の第1圧力室24及び下流側の第2圧力室25が形成された金属製シリンダ23を有するピストンポンプ式の計量ポンプ11を備え、液化二酸化炭素を供給する液化二酸化炭素供給装置2であって、金属製シリンダ内の第1圧力室を形成する部位を温度調節する温度調節手段(冷却部12)を備える。この冷却手段はペルチェ素子58を有することが好ましい。
(もっと読む)
注型材料の予熱装置
【課題】樹脂タンク内の注型材料の樹脂温度を短時間で所定温度まで上昇させる。
【解決手段】注型材料2を充填する樹脂タンク1と、樹脂タンク1内に挿入するとともに、注型材料2を予熱する複数本のヒータ3a、3bと、注型材料2の樹脂温度を測定する温度センサ12と、樹脂タンク1を載置する回転架台13と加振架台14からなるタンク載置架台とを備え、温度センサ12で樹脂温度を測定しながらヒータ3a、3bを運転するとともに、複数本のヒータ3a、3bとタンク載置架台とを相対回転させることを特徴とする。
(もっと読む)
注型材料の予熱装置
【課題】樹脂タンク内のエポキシ樹脂の樹脂温度を短時間で所定温度まで均一に上昇させる。
【解決手段】エポキシ樹脂のような注型材料2を充填する樹脂タンク1と、注型材料2内に挿入されるとともに、注型材料2を予熱するヒータ3と、ヒータ3を注型材料2の上面から底面までの間で上下移動させる上下可動装置7と、注型材料2の樹脂温度を測定する温度センサ11と、樹脂タンク1を載置する回転架台12と加振架台13からなるタンク載置架台とを備えたことを特徴とする。
(もっと読む)
摩擦転写成形法
【課題】本発明は、高い加工効率及び材料利用率を有し、且つ複雑な形状を成形することができる摩擦転写成形法を提供することを目的とする。
【解決手段】本発明に係る摩擦転写成形法は、工具を提供するステップと、凹部が開設された表面を有する金型を提供するステップと、部材を提供して、前記部材を前記金型の凹部が開設された表面に設置するステップと、前記工具を前記部材に押し込み、前記工具を回転させながら前記凹部の開設方向に沿って移動し、前記部材の材料を局部的に摩擦することによって、前記金型の凹部内に前記部材と一体に成形される凸部を形成するステップと、を備える。
(もっと読む)
環状ポリエステルオリゴマーを高分子量化したポリエステル樹脂で封止した電気・電子部品の製造方法
【課題】従来から電気・電子部品の封止に使用されるエポキシ系の熱硬化性樹脂は、熱硬化時の異臭の問題があり、一般の熱可塑性樹脂を用い封止すると流動性に問題があり封止する形態に制限があった。
【解決手段】電気・電子部品を樹脂封止する工程を含む樹脂封止型電気・電子部品の製造方法において、環状ポリエステルオリゴマーを融点以上の温度で溶融させ封止金型に注入し、封止金型内部で前記環状ポリエステルオリゴマーを熱重合反応させることにより得られるポリエステル樹脂で電気・電子部品を樹脂封止することを特徴とする樹脂封止型電気・電子部品を製造する。
(もっと読む)
電磁波照射成形用のゴム型及び電磁波照射成形方法
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
アタッチ部材及びその使用方法
【課題】被服類に付加価値を付けるために加工処理を施した時に、ポケット部や折り返し部に入り込んでも容易に発見できるアタッチ部材とその使用方法を提供する。
【解決手段】フレキシブルな素材で成形された長尺材の端部に係止部を設けたアタッチ部材において、少なくとも一部に金属粉を混入させる。その使用方法は、長尺材からなる前記アタッチ部材の端部に係止部材を設け、その係止部材を止着しループを形成することで被服用タグの吊持用とし、被服に加工処理を行なった後に、金属探知機によって前記アタッチ部材の残留の有無をチェックする。
(もっと読む)
液状物質の計量供給方法及び装置
【課題】液状物質200 の定量計測を高精度に行うと共に、この定量液状物質を所定の供給個所へ効率良く且つ確実に供給する。
【解決手段】液状物質の貯溜部100 と、液状物質の計量部300 と、計量した定量液状物質の吐出部400 と、液状物質の吐出部400 への圧縮エア給気部500 及び通路切替部600 とを備えると共に、通路切替部600 を介して液状物質の貯溜部100 と計量部300 、計量部300 と吐出部400 、吐出部400 と圧縮エア給気部500 との各連通路601 を接続又は遮断することにより、貯溜部100 内の液状物質200 を計量部300 に移送して計量し、次に、計量した定量の液状物質201 を吐出部400 を経て所定の個所へ供給し、次に、通路切替部600 及び吐出部400 へ圧縮エア502 を給気して当該部位に定量液状物質201 の一部が滞溜するのを効率良く防止する。
(もっと読む)
RTM成形方法
【課題】比較的大きな三次元面状体に対しても、樹脂注入から含浸・硬化までの成形工程を、高速で実施し、かつ、従来問題となっていた製品外観や製品精度を向上させ、製品コストの低減をはかることが可能なRTM成形方法を提供すること。
【解決手段】複数の型からなる成形型のキャビティー部に強化繊維基材を配設し、型締めした後、樹脂を注入して成形するRTM成形方法において、前記強化繊維基材と接する成形型の少なくとも一面に樹脂注入口を設け、冷熱媒体が流れる機構を備えてなる樹脂注入部より吐出される樹脂を前記樹脂注入口から注入することを特徴とするRTM成形方法。
(もっと読む)
複合材の製造方法
複合材の製造方法およびその製造装置を提供する。複数層の積層体を積み上げテーブルに組み立て、各層はそれぞれ、複数の乾燥繊維等の補強素子を有する。複数層の積層体の第1部分を結合して部分的に結合した複数層の積層体を形成し、複数層の積層体の第2部分は非結合のままにする。この部分的に結合した複数層の積層体を1対の金型間の型キャビティ内でプレス成形して整形した予形成体を形成し、このプレス成形中、積層体の第2部分の複数層は互いにスライドする。液状マトリクス材料を型キャビティ内の整形した予形成体に注入して、その後硬化させる。 (もっと読む)
廃タイヤ利用による骨材合成2次製品
【課題】廃タイヤの利用において、骨材合成2次製品を多種に亘り提供する。
【解決手段】ワイヤーを取り除いた、廃タイヤをチップ状に裁断し、高炉等にて熔化させ、その中へポルトランドセメントコンクリートに使用されるところの骨材を混入させ、加熱状態を保持したまま攪拌する事で、フレッシュコンクリートと同様の流動状態とし、それを耐熱性の型枠に流し込み成形する。又、2次製品の性質に適合させる為、材料の比率や骨材の配合を変える事により、多種に亘る2次製品の製造が可能となる。
(もっと読む)
光素子の樹脂封止成形方法及び装置
【課題】LEDチップ5を樹脂封止成形して形成される製品(LED成形品17)における発光樹脂部16の天面19に、離型フィルム11に形成された所要形状の転写用パターン13を効率良く転写して光学的パターン(レンズパターン)20を形成する。
【解決手段】離型フィルム11における転写パターン13の所要範囲14をキャビティ底面15の範囲18内に収容・被覆した状態で、離型フィルム11を介してキャビティ底面部材10にて個別キャビティ8内で硬化(固化)する樹脂に所要の圧力にて加圧することにより、個別キャビティ8内で当該キャビティ8の形状に対応して成形される発光樹脂部16の平面形状の天面19(発光面)に、所要形状の転写用パターン13を転写して光学的パターン20を形成する。
(もっと読む)
RTM成形用樹脂注入装置およびそれを用いたRTM成形装置とRTM成形方法
【課題】注入樹脂の不都合な硬化を防止して望ましい円滑な樹脂注入操作を可能とし、かつ、使い捨てのチューブ等を用いなくても樹脂流路の開閉を可能とする熱硬化性樹脂を用いてRTM成形を行う方法の提供。
【解決手段】熱硬化性の液状樹脂28を、強化繊維基材5が配置された金型4内部へと注入するために金型4に取り付けられ、外部から供給される液状樹脂28を導入する樹脂導入路と、導入された液状樹脂28を金型4内へと注入する樹脂注入路8とからなる樹脂流路が内部に形成され、樹脂導入路と樹脂注入路8が連通される樹脂注入状態と、該連通が遮断される流路閉止状態とを切り替え可能な樹脂流路開閉機構10と、樹脂導入路の温度T1と、樹脂注入路8の金型側先端部の温度T2の差(T2−T1)を30℃以上とする温度調整手段とを有することを特徴とするRTM成形用樹脂注入装置1、およびそれを用いたRTM成形装置とRTM成形方法。
(もっと読む)
ブレードの連続製造方法及び連続製造装置
【課題】連続成型法における成形精度の向上及び歩留まりの向上。
【解決手段】外周に成形溝及び内部に加熱装置を備えた成形ドラムを用いて、合成樹脂を成形用原料とするブレードの素材を連続製造する方法において、該成形溝の幅を複数のブレード用弾性ゴム部材の幅に相当する幅とし、成形ドラムから搬出される広幅の帯状のブレード素材を前記ブレード用弾性ゴム部材の幅に切断する工程を設けたことを特徴とするブレード素材を製造する方法。
(もっと読む)
コンタクトレンズを形成するための熱硬化方法および熱硬化システム
【課題】多数のコンタクトレンズを迅速に製造できると同時に、既存の方法およびシステムに付随する問題を低減できる、ヒドロゲルコンタクトレンズ特にシリコーンヒドロゲルレンズを含むコンタクトレンズを製造する新規なシステムおよび方法を提供することにある。
【解決手段】複数の硬化ゾーンと、複数の硬化ゾーンの間でコンタクトレンズモールド組立体を移動させるモールド前進システムと、化学的に実質的に不活性な環境(この環境内で、コンタクトレンズプリカーサー材料が、硬化ゾーン内に置かれたコンタクトレンズモールド組立体内で重合される)を作る硬化ゾーン内のコントロールされた雰囲気とを有している。コンタクトレンズを製造する方法は、レンズ硬化システム内のコンタクトレンズモールド組立体内でコンタクトレンズプリカーサー材料を硬化させる段階を有している。
(もっと読む)
樹脂トランスファー成形法及び複合材料
【課題】下型に敷設した繊維強化材上に上型を重ねた後、キャビティ内を減圧しながら、樹脂を上型と下型が形成するキャビティ内に注入して繊維強化材に含浸させ、次いで硬化させる樹脂トランスファー成型法において、硬化後に未含浸部やボイド等のない厚さの均一な成型品が得られる樹脂トランスファー成型法を提供することにある。
【解決手段】キャビティ内に180度C以上で溶融させたマトリックス樹脂である熱硬化性イミドオリゴマー樹脂を、繊維強化材に含浸して樹脂注入圧力が上昇しだすまでは、60cc/分以上250cc/分以下の速度で注入する。
(もっと読む)
繊維強化プラスチック
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】積層した強化繊維束21からなる強化繊維織物20に、樹脂30を含浸した繊維強化プラスチック10であって、前記繊維強化プラスチック10の表層部11は、バネ性を有する形状に屈曲した強化繊維40に樹脂30が含浸されてなる。
(もっと読む)
1 - 20 / 35
[ Back to top ]