
Fターム[4F204FF06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | その他の材料の供給 (42)
Fターム[4F204FF06]に分類される特許
21 - 40 / 42
光学成形品の成形方法
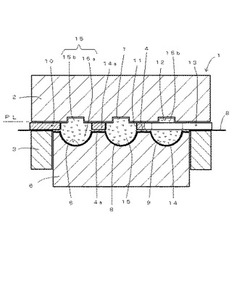
【課題】発光製品の発光部に装着する光学レンズ(光学成形品)を成形する樹脂材料(成形材料)の製品化率を効率良く向上し得て、製品(光学成形品)の生産性を効率良く向上させる成形方法を提供する。
【解決手段】圧縮成形用金型1(上下両型)2、3を用いて、離型テープ12を載置した所要複数個の成形孔11を有するキャリア10を、下型3の所要位置に供給して上下両型2、3を型締めすると共に、離型フィルム8を被覆した下型キャビティ4(キャビティ4の底面に所要複数個の小キャビティ5)内で加熱溶融された樹脂材料9をキャビティ底面部材6で押圧することにより、成形孔11と小キャビティ5とから成る空間部で光学レンズ15を圧縮成形した光学レンズ15を所要複数個有する成形済キャリア13を形成し、更に、成形済キャリア13の成形孔11から光学レンズ15を突き出して分離する。
(もっと読む)
半導体チップの樹脂封止成形方法及び金型

【課題】 半導体チップの圧縮成形用金型1(上型2、下型3)において、金型面(キャビティ7の面を含む)に短尺状(短冊状)の離型フィルム9を被覆させるときに、下型3の型面上に離型フィルム9が重なった状態になることを効率良く防止する。
【解決手段】
まず、下型3の型面に短尺状の離型フィルム9を供給セットすることにより、離型フィルム9を、金型キャビティ7に設けた吸着孔と下型面に設けた吸着孔10とで、金型キャビティ7面と下型3の型面とにこれらの形状に沿って被覆させ、次に、吸着孔10の外周囲に設けた吸引孔12の型面開口部から空気を強制的に吸引排出することにより、吸引孔12の内部に離型フィルム9の端部9a(辺9bを含む)を引き込んで収容する。
(もっと読む)
電子部品の圧縮成形方法
【課題】下型キャビティ8内の金型キャビティ面10に離型フィルム9を吸引して装着する場合に、金型キャビティ面10に形成される「しわ」を効率良く防止する。
【解決手段】まず、キャビティ8内から所要の吸引圧力(吸引作用)で吸引することにより、離型フィルム9をキャビティ面10に接触させない状態で、離型フィルム凹部18を安定して形成保持し(離型フィルムの中間装着)、次に、離型フィルム凹部18内に所要量の顆粒樹脂13を供給することにより、顆粒樹脂13の重量作用と移動作用及び離型フィルム9に対する吸引作用とによる相乗効果で顆粒樹脂13をセンタリングし、更に、離型フィルム凹部18内で顆粒樹脂13を加熱溶融化することにより、溶融樹脂20の重量作用と流動作用及び離型フィルム9に対する吸引作用との相乗効果による均等な押拡作用(均等な装着力)で離型フィルム9を金型キャビティ面10に(完全に)装着する。
(もっと読む)
電子部品パッケージの製造方法
【課題】 圧縮成形時における樹脂材の圧入に対して、電子部品の破損を防止するとともに、前記樹脂材のスルーホール電極面への流れ込みを抑えて導通不良を防止することのできる電子部品パッケージの製造方法を提供することである。
【解決手段】 基板22にチップコイル26を配置するための貫通孔23を設け、前記チップコイル26が実装された基板22の上面を圧縮成形により樹脂材36で封止する電子部品パッケージ21の製造方法において、前記基板22の裏面全体に予め保護シート31を貼着しておき、前記貫通孔23内に配置したチップコイル26の裏面を前記保護シート31に密着させ、樹脂材36で前記基板22の上面を封止した後、前記保護シート31を剥離する工程を備えた。
(もっと読む)
FRP成形品のプレス成形法
【課題】ピンホール等の表面欠陥のないFRP成形品を、プレス成形により成形する方法を提供すること。
【解決手段】FRP成形品をプレス成形法により成形するに際し、金型の内表面をブラスト加工等により目粗し処理し、次いでクロムメッキ等でメッキ仕上した金型を用いることを特徴とするFRP成形品のプレス成形法。FRP成形品としては、筐体の場合に本発明の効果が最も発揮される。
(もっと読む)
人造大理石
【課題】本発明は、機械的強度に優れ、尚且つ従来の人工大理石にはない質感を有する人造大理石を提供することを目的とする。
【解決手段】バサルト繊維を含む繊維補強材と、熱硬化性樹脂と、添加剤とを含有する材料100質量部に対し、厚さ100μm以下、平均径0.1〜10mmの着色高分子フィルム細片5質量部以下を添加した成形材料を加熱加圧成形して得られる人造大理石である。繊維補強材は、10質量%〜100質量%のバサルト繊維を含むことが好ましい。この人造大理石は、キッチン天板に好適に用いることができる。
(もっと読む)
繊維強化樹脂製部品とその製造方法
【課題】 部品に負角部分があっても型抜きが可能な繊維強化樹脂製部品とその製造方法の提供。
【解決手段】(1)外壁11と空間部12とを有し、空間部12のうち負角となる部分13にはフォームコア15が配置されており、フォームコア15に沿って補強リブ18が形成されている繊維強化樹脂製部品10。負角部分13がなくなり、型を抜くことが可能になる。(2)繊維強化樹脂製部品10がスプリングサポートであり、補強リブ18の一端がスプリング座の中心線上にある。スプリング荷重をメンバー19に伝達できる。(3)スプリング座には、カラーナットが埋め込まれている。(4)型に第1の繊維強化樹脂製シートを貼付し、負角部分13にフォームコア15をセットし、第2の繊維強化樹脂製シートを貼付し、第1の繊維強化樹脂製シートと第2の繊維強化樹脂製シートを熱硬化させる、繊維強化樹脂製部品10の製造方法。
(もっと読む)
塩化ビニル系樹脂成形板
【課題】 本発明は、大量に生産性良く押出成形により製造でき、難燃性及び透明性の優れた塩化ビニル系樹脂成形板を提供する。
【解決手段】 平均重合度が400〜800の塩化ビニル系樹脂が塩素化された塩素化塩化ビニル系樹脂を主成分とし、塩素化度が64〜70重量%である塩化ビニル系樹脂組成物を、押出成形法及び連続プレス成形法で成形されたことを特徴とする塩化ビニル系樹脂成形板であり、5mm厚みの成形板において、JIS K 7361−1に準拠して測定した全光線透過率が55%以上であり、JIS K 7105に準拠して測定したヘイズが5%以下及び黄色度が40.0以下である。
(もっと読む)
内張材の製造方法
【課題】良好な吸音性能を確保でき、しかも、表面へのバインダの染み出しを防止できるとともに、製造工数の増大を抑制することができる内張材の製造方法を提供する。
【解決手段】天井材10において、発泡樹脂からなる基材シート11の一方には、多孔質シート12及び表皮材シート14が積層され、基材シート11の他方には、多孔質シート12、シート状ホットメルト接着剤15及び裏面材シート16が積層されている。この天井材10の製造時においては、まず、ポリイソシアネート、水及び触媒が付された基材シート11の両面に多孔質シート12が積層される。次に、一方の多孔質シート12の表面に表皮材シート14が積層されるとともに、他方の多孔質シート12の表面に、シート状ホットメルト接着剤15を介して裏面材シート16が積層される。そして、表皮材シート14の表面に水が付与された状態でこの積層体が熱圧縮成形される。
(もっと読む)
発光性製品及びその製造方法
【課題】蓄光材の使用量を抑えつつ、発光輝度を高くする。
【解決手段】粒状の蓄光材料の層に、加熱により溶融した熱可塑性の透明ウレタン材を流し込み、透明ウレタン材に蓄光材料を混ぜることにより、透明ウレタン材に対する蓄光材料の配合傾斜を厚みd方向に設けた。これにより、蓄光体本体2において、蓄光材が多く配合された蓄光材リッチ層3と、蓄光材が少なく配合され透明ウレタン材が多く配合された透明ウレタンリッチ層4とを設けた。
(もっと読む)
多層物品およびその製造方法
軸対称物体を形成する多層物品を製造する方法であって、該物品は、少なくとも、平均厚さTおよび高さHの側壁に接続される径Dの基部を含み、該方法は、同時押出成形された多層仕込み品を金型のキャビティ中に供給し、次に、物品を形成するために該仕込み品を圧縮することに存し、仕込み品は対称軸に関して軸対称の物体を形成すると共に、仕込み品はそれらの少なくとも一つが薄い機能層であるいくつかの層の放射状スタックからなり、該仕込み品の外径はほぼDに等しくあり、圧縮の方向は該仕込み品の対称軸に平行であると共に、圧縮は仕込み品の一つの面上で行われるが、この方法は、仕込み品が該面の一部上でのみ圧縮されるという事実を特徴とする。  (もっと読む)
(もっと読む)
フィルムまたは塗膜の成膜またはラミネート処理用の膨張膜式押圧装置
フィルムまたは塗膜の成膜もしくはラミネート処理のための膨張膜式押圧装置(1)で次のものから構成される:
− 物品を支えるための支持装置(20);
− 圧縮流体のアキュムレータ(35,36)を含みその面の一部が膨張膜(35)で できている膨張膜装置(30);
− 支持装置および膨張膜装置を膨張膜装置が支持装置と距離をおいて向き合う様に支 える保持枠(10);および
− 圧縮流体を流体アキュムレータ内へ導入および放出して膜を膨張および収縮するた めの圧縮流体の給気/排気装置(40)で、ここに圧縮流体の給気/排気装置はア キュムレータ内の圧力を調節するための圧力放出弁(42)を含む。
(もっと読む)
靴の製造方法
【課題】靴の製造においてアッパーとソールとの間の結合を強化させて靴全体の耐久性及び防水性を向上させる靴の製造方法を提供する。
【解決手段】下面と、アッパーを用意するアッパー用意工程と、熱可塑性材からなるソールを用意するソール用意工程と、靴型と側型と下型とからなっていてそれらの組合わせによりキャビティーを形成する成形金型を用意する成形金型用意工程と、アッパーとソールとをキャビティー内に入れる成形金型入れ工程と、下型を介し、ソールを加熱して軟化させるソール軟化工程と、成形金型を型締め状態で加熱・加圧し、軟化したソールをアッパーの下面に一体的に接合する接合工程と、冷却定型工程と、靴取り出し工程とを備える。
(もっと読む)
燃料電池用セパレータの成形方法とそれに用いる金型
【課題】偏肉や歪みのない燃料電池用セパレータを成形する方法と金型を提供する。
【解決手段】粉末原料Mを上型1と下型2からなる金型のキャビティCへ供給した後それを加熱・加圧して圧縮成形する燃料電池用セパレータSの成形方法において、凹部壁面8で区画されたキャビティ面3の外周近傍には粉末原料Mを供給しないとともに、下型2のキャビティ面3又はキャビティ面3と対向する上型1のキャビティ面の何れか若しくは双方に、前記セパレータSの外周端を形成させる環状凸部4を有する。
(もっと読む)
ギターの木製胴、この木製胴を備えるギター、及びギターの木製胴の製造方法
【課題】 様々な形状の木製胴を低コストかつ簡単に成形できるギターの木製胴とその製造方法、及び、この木製胴を備えるギターを提供する。
【解決手段】 複数の帯状木材を織って形成した木製織物を、所定の胴形状をなすように曲折した木製織物部と、該木製織物部の少なくとも一面に塗布した熱硬化性樹脂を硬化させた硬化樹脂部と、を備えることを特徴とするギターの木製胴。
(もっと読む)
樹脂モールド金型及び樹脂モールド方法
【課題】ストローク量の大きな圧縮金型を用いて圧縮成形を行なう樹脂モールド金型においても、圧縮過程で生じるリリースフィルムの弛みを防ぎ、皺等の発生を防止することにより、高品質な樹脂モールドを可能にする。
【解決手段】上部金型112にバネ136を介して装着したピン134を備え、枠状金型116のクランプ面C2に前記ピン134の先端部134Aが嵌入可能な凹部132と、該凹部132の外周に備わるリリースフィルム吸着孔124に連続してずれ防止溝125を配置構成することにより、圧縮工程において常にリリースフィルム122にテンションを付与する。
(もっと読む)
圧縮成型による漆器素地の製造方法
【課題】 制作日数の短縮化及びコスト低減と、高温殺菌や機械的力が過酷に加わる業務用漆器としての耐久性、耐熱性、安全性に優れた漆器の製造方法を提供する。
【解決手段】 天然繊維を天然漆で接着して繊維シートを作成し、雌型、雄型の型に配置して圧縮成型した漆器素地を利用して、漆器制作日数の短縮化とコスト低減を図り、木製漆器と比較して弾力性に富み、壊れや割れが少なく、外気の温度、湿度の影響も皆無で軽くて丈夫な漆器を製造する。
(もっと読む)
真空下において、振動・圧縮を用いてメタクリレート樹脂を含む屋外用の人工石板を製造するための方法
本発明は、屋外に特に適する板を製造するための方法に関する。本発明の方法は、(i)充填剤を形成する様々な粒度分布の異なる材料を粉砕する段階、(ii)触媒と、必要に応じて着色剤とを一緒に樹脂を貯蔵する段階、(iii)材料が樹脂と一緒に均質化するまで上述した構成物質を混合する段階、(iv)真空下において、振動・圧縮によって得られるペーストを成形および圧密する段階、(v)重合により樹脂を硬化させるために、樹脂を加熱する段階、ならびに(vi)樹脂を冷却および研磨する段階からなる工程を含む。 (もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
長尺磁石成形体、その製造方法、及び、その製造装置、並びに、磁石コンパウンドの充填密度調整装置、マグネットローラ、及び、現像ローラ
【課題】金型における磁石コンパウンドの充填密度を制御することができる磁石コンパウンドの充填密度調整装置を低コストで提供する。
【解決手段】(A)縦断面が長方形のキャビティ3を備えた金型2、(B)長軸方向で分割され、それぞれの位置での磁石コンパウンド5の押し込み深さが調整可能とされる多数のパンチブロック6で構成されるパンチ7、及び、(C)該パンチ7と金型2を位置決めする位置決めピン4を有する磁石コンパウンドの充填密度調整装置10とする。前記パンチ3を構成する各パンチブロック6による押し込み深さは、好ましくは、予め、該金型2に充填された磁石コンパウンド5を磁場中で圧縮成形したテスト用の長尺磁石成形体の長軸方向位置における磁束密度の測定値から、次の実験式 K=−3.15Ln(Y)+92.6 (式中、Lnは自然数であり、Yは、磁束密度低下量(mT)であり、そして、Kは、磁石コンパウンドの圧縮率(%)である。)に基づいて設定される。
(もっと読む)
21 - 40 / 42
[ Back to top ]