
Fターム[4F204FQ15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型 (880)
Fターム[4F204FQ15]に分類される特許
121 - 140 / 880
樹脂製歯車
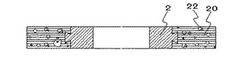
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
圧縮成形装置、及び金型

【課題】効率的な熱成形が可能な圧縮成形装置、及び金型を提供することを課題とする。
【解決手段】金型に原料10を投入して加熱し加圧して成形する圧縮装置1であって、原料10を圧縮成形する領域を囲む型枠を形成する第一の金型3と、型枠に入れた原料10を圧縮する第二の金型6と、第二の金型6を支持して加熱する熱源部7と、を備え、第二の金型6は、熱源部7側に一端16が位置し、原料10を押圧する押圧面14側に他端17が位置するヒートパイプ13と、ヒートパイプ13の長手方向に沿ってヒートパイプ13を包む断熱層15と、を有する。
(もっと読む)
浴室用洗い場床
【課題】模様に方向性や規則性がある場合に、床パン本体の模様と排水口カバーの模様とがずれてデザイン性が損なわれることのないようにする。
【解決手段】排水口カバー側の模様シート60の少なくとも1辺には、他辺と異なる形状に形成され、当該模様シート60を成形型70内の所定の向きにセットする際の方向決めの指標を構成する方向規定部61が設けられている。これに対し、方向規定部61と対応する排水口カバーの辺のみに、当該排水口カバーを着脱するための取っ手用切り欠き部が形成されていることが好ましい。この場合、方向規定部および取っ手切り欠き部は同形状であることがさらに好ましい。
(もっと読む)
レンズアレイの製造方法及びレンズアレイの製造装置
【課題】レンズの得率の向上を図ることのできるレンズアレイの製造方法及びレンズアレイの製造装置を提供する。
【解決手段】樹脂を、複数のレンズが相互に連結されたレンズアレイに成形するレンズアレイの製造装置は、上型及び下型と、上型と下型との間に形成されるキャビティの外縁から、該キャビティ内のエアを強制的に排気する排気手段と、を備える。排気手段によってキャビティ内のエアを排気しつつ、上型と下型との間隔を狭めて樹脂を圧縮し、樹脂をレンズアレイに成形する。
(もっと読む)
両面レンチキュラーレンズシートの作製方法
【課題】基材の両面に形成するレンチキュラーレンズの光軸の位置精度を高く保ちつつ、高い生産性を両立することが出来る両面レンチキュラーレンズシートの提供。
【解決手段】支持体の両面に形成されたレンチキュラーレンズ形成用塗膜に金型を押圧して、両面にレンチキュラー形状のレンズを成形する両面レンチキュラーレンズシートの作製方法において、少なくとも前記支持体の片面にガイドを形成するガイド形成工程と、前記ガイドにより前記金型の位置合わせを行い、レンチキュラー形状のレンズを成形するレンチキュラー形状のレンズ成形工程とを有することを特徴とする両面レンチキュラーレンズシートの作製方法。
(もっと読む)
レンズ製造方法およびレンズ製造装置
【課題】ひびや割れや曇り等の発生を低減し、精度を向上したレンズを製造できるレンズ製造方法およびレンズ製造装置を提供することを目的としている。
【解決手段】第1ヒータプレート群を加熱して、成形金型200を所定温度に予備加熱する予備加熱工程と、第2ヒータプレート群を加熱して、予備加熱工程における温度よりも高い所定温度に、成形金型200を本加熱する本加熱工程と、第2ヒータプレート群300cの上方ヒータプレート310を下方ヒータプレート320に向かって可動させ、上金型220でレンズ用素体400を加圧して、レンズを成形する成形工程を有しており、本加熱工程では、胴型210に設けた貫通孔250を介して成形金型200の温度を非接触型温度計500で測定しながら、上方ヒータプレート310、下方ヒータプレート320の温度を制御する構成である。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
光学素子成形方法および光学素子成形装置
【課題】プリフォーム内の残留応力による光学素子の転写不良を抑制した光学素子成形方法を提供する。
【解決手段】プリフォームPを下型5に形成された窪みに配置し、配置されたプリフォームPを所定の成形温度より高い温度で溶融するように加熱し、加熱されたプリフォームPを所定の成形温度まで冷却し、所定の成形温度に達したプリフォームPを上型6と下型5と胴型7とで囲まれる空間内で圧縮して光学素子を成形する。
(もっと読む)
光学素子の製造方法及び成形用型組立体
【課題】成形型の凹状の成形面とガラス素材との間に閉じた空間を形成する成形型において、形状精度の高い光学素子の成形方法を提供する。
【解決手段】対向配置された一対の上型及び下型18であって、それらの間にはガラス素材20が配置される該一対の上型及び下型18と、一対の上型及び下型18を嵌挿するスリーブとを有し、ガラス素材20は、加熱、軟化、加圧されて成形され、一対の上型及び下型18の少なくとも下型18に形成された凹状の成形面18aには、ガラス素材20と該成形面18aとの間に形成された閉じた空間22から気体を逃がす微細流路24が形成されている。
(もっと読む)
人工大理石プレス成形の方法と装置
【課題】樹脂材料の漏れを防止すると同時に、金型内の空気を排出し、硬化後の人工大理石の表面を平坦平滑にし、空洞が発生せず、さらに材料及び再加工費を節約する人工大理石プレス成形の方法及び装置を提供。
【解決手段】(a)金型と、(b)所定の温度まで加熱した金型により樹脂材料を加熱して樹脂材料を硬化させるための加熱装置18と、(c)金型を所定の圧力で持続的に加圧することで、樹脂材料をプレス成形し、かつ金型を所定の圧力で持続的に加圧する装置16と、(d)伸縮して金型を封止することで、樹脂材料の漏れを防止し、金型との間の間隙から金型中の空気を排出する封止部材と、を備える装置であって、金型が樹脂材料の硬化収縮に追随して所定の圧力で樹脂材料を持続的に加圧すると同時に、封止部材が伸縮して金型を封止することで、金型が樹脂材料を持続的に加圧する際の漏れを防止する、人工大理石プレス成形の方法および装置。
(もっと読む)
プリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置
【課題】被積層体(ワーク)の積層対象ピースに貼り付けて積層するプリプレグシートの裁断ピースのみを積層シューで押圧することを可能にし、裁断ピースを所定位置に正確に位置決めすることを可能にするプリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置を提供する。
【解決手段】プリプレグ積層体の長さ方向T1に交差する方向に繊維方向T2を向けてプリプレグシート8を積層するためのプリプレグ積層ヘッドを、被積層体Wの幅方向両外側にそれぞれ配設され、プリプレグシート8を被積層体W上に重ねるように案内する一対のガイドローラと、一対のガイドローラの間に繊維方向T2に進退自在に配設され、一対のガイドローラの間に案内されたプリプレグシート8を一面側から押圧して被積層体Wに貼り付けるための積層シュー31とを備えて構成する。そして、積層シュー31をプリプレグシート8の幅方向に分割して形成する。
(もっと読む)
複合成形品
【課題】ポリノルボルネン系樹脂の成形体からなる基材にBMC又はSMCからなる積層材を積層して一体化する場合に、大きな変形を抑制する。
【解決手段】基材4の線膨張係数に対応する収縮の度合いをXとし、積層材5を基材4に積層して成形する際に積層材5に起こる成形時収縮の度合いをYとしたとき、Y/Xが0.75以上1.25以下となるように積層材5の成形時収縮の度合いYが設定されている。
(もっと読む)
レンズの製造方法
【課題】光学歪みが殆ど生じていないレンズを作製することが可能な製造方法を提供する。
【解決手段】本発明に係るレンズの製造方法は、樹脂製のレンズを、該レンズとなるレンズ中間体に対してプレス成型を施して製造する方法であって、第1工程と第2工程とを有している。ここで、第1工程では、プレス成型用の金型内にレンズ中間体を嵌めた後、金型にプレス圧力を加えずにレンズ中間体の温度を、該レンズ中間体を構成している樹脂材のガラス転移温度Tgより高い第1所定温度T1まで上昇させる。第2工程では、第1工程の実行後、レンズ中間体の温度をガラス転移温度Tg以上の温度に維持した状態で金型にプレス圧力を加え、その後、該金型にプレス圧力を加えた状態でレンズ中間体の温度をガラス転移温度Tgより低い第2所定温度T2まで低下させる。
(もっと読む)
複合材料蓋の形成方法
外側蓋キャップと内側シール用ライナーとを有する複合材料蓋を製造する方法は、該キャップの頂部壁部分に隣接する環状凹部を規定する環状リップを有する環状スカート部分を備える蓋キャップを提供する過程を具備する。溶融プラスチックは、該頂部壁部分に隣接する内側シール用ライナーを形成するために、該蓋キャップ内で圧縮成形され、該シール用ライナーの周辺は該蓋キャップの該環状凹部内に位置付けられる。該ライナー形成時に、該溶融プラスチックの流れを制御するために、該環状凹部内に複数の円周方向に隔てられたガセットが提供され、該ガセットにより、該シール用ライナー内のボイドの形成を弱めるよう空気の通気を容易にする。 (もっと読む)
強化繊維成形体及びその製造方法
【課題】強度・剛性が向上する等の強化繊維成形体を得る。
【解決手段】この発明の強化繊維成形体は、四角形状である基材5aは、各頂点からそれぞれ周方向に離れた切込み始点Aから内側に切込み終点Bまで切断されて形成された切込み部6a〜6dと、隣接した各切込み終点B同士を結ぶ第1の折線イと、各切込み終点Bから外側方向に延びた第2の折線ロを有し、基材5aは、第1の折線イで折曲されて底面部の構成要素である底面及び側面部の構成要素である側面となる本体部5a1と、第2の折線ロで折曲されて隣接した側面に重層して連結した重ね部5a2とから構成されている。
(もっと読む)
真空RTM成形方法
【課題】真空RTM成形方法において、厚さが大きく樹脂含浸性が低いプリフォームを用いた場合にも、未硬化樹脂が効率的にプリフォームに供給されるとともにすみやかにプリフォーム内厚さ方向に含浸され、厚さの大きい繊維強化複合材料を未含浸なく短時間で成形すること。
【解決手段】真空RTM成形方法において、型の上に、複数の強化繊維基材を貫通する孔を有するプリフォームを配置し、その上に不透性材質からなり貫通孔を有する中間部材を、その孔位置をプリフォームの孔と略一致させて配置し、その上に樹脂拡散メディアを配置し、中間部材との間につくられる閉空間に前記樹脂メディアが配置されるようにバッグ材を配置した後に、前記閉空間の内部を減圧にするとともに、前記樹脂拡散メディアに樹脂を注入して、前記中間部材の孔を通してプリフォームに樹脂を含浸する。
(もっと読む)
光学素子成形用プリフォーム及び光学素子成形方法
【課題】簡単かつ安価に高品質の光学素子を成形することができる光学素子成形用プリフォームおよびこのようなプリフォームの製造方法を提供する。
【解決手段】光学素子成形用プリフォームは、光学面を有する素子本体を形成する素子本体形成部12と、素子本体形成部12の外周部に配置され、成形後に光学面を支持するフランジ形成部14とを備え、上型、下型および胴型を備える成形機によって加熱圧縮されて変形したときに、フランジ形成部の外周部が、胴型の内周面に当接する複数の当接部と、当接しない複数の非当接部とを形成する。
(もっと読む)
タイヤ製造用ブラダーの製造方法
【課題】離型性に優れるとともにブラダー寿命の点でも良好な2層構造のタイヤ製造用ブラダーを、効率よく安定して製造できるタイヤ製造用ブラダーの製造方法を提供する。
【解決手段】外表面と内表面とが異なる2種のゴム組成物A,Bで構成されたタイヤ製造用ブラダーを、ブラダーの内表面を形成する中子11と、外表面を形成する上下分割型12a,12bとからなる加硫用金型10を用いて製造するにあたり、2種のゴム組成物A,Bを、加硫用金型10内に2重の円環状に配置して、金型の型閉めにともない2種のゴム組成物A,Bを押し潰すことで、中子11と上下分割型12a,12bとから形成されるキャビティ13内に2種のゴム組成物A,Bを流し込んだ後、2種のゴム組成物A,Bの加硫を行う。
(もっと読む)
航空機翼構造の成形方法
【課題】飛行性能及び外観性の向上が図れる航空機翼構造の成形方法を提供する。
【解決手段】中空構造物用プリプレグ成形体26、28が、それぞれに対応する成形型としての前縁型、前中間用シリコン樹脂製中子型35、後中間型、後縁用シリコン樹脂製中子型51び後縁用金属製中子型53に前縁用プリプレグ、前中間用プリプレグ、後中間用プリプレグ、後縁用プリプレグを両端部が重なる形で巻き付けるように形成され、その重なり部が中間桁となる領域に配置される。
(もっと読む)
抄造圧縮機
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用し、且つ、ブッシュを中心とし軸線方向上下から圧縮する効果を得ることを可能とする抄造圧縮機を提供する。
【解決手段】台座21と、中空下圧縮型13と、筒状金型9と、中空上圧縮型12とを備える。中空下圧縮型13の内部には、下弾性体18により下面を支持されるブッシュ支持台10を有すると共に、内周壁に段部19が設けられている。筒状金型9の内部には、ブッシュ2の上面に設置される上支持台11を有している。中空上圧縮型12の内部には、上弾性体17により上面を支持される押下部材14を有すると共に、内周壁に段部20が設けられている。
(もっと読む)
121 - 140 / 880
[ Back to top ]