
Fターム[4F204FQ15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型 (880)
Fターム[4F204FQ15]に分類される特許
201 - 220 / 880
複合材料の成形方法及び複合材料の製造装置
【課題】
成形速度が大きくボイド等のない高品質の複合材料を得る複合材料の成形方法の提供。
【解決手段】
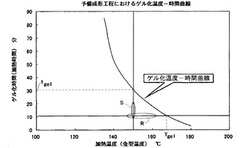
プリプレグを予備成形工程と放射線照射工程とにより成形する方法であって、プリプレグについて一定の加熱温度Tに対するゲル化時間tを予めプロットしたゲル化温度−時間曲線において、予備成形工程における実際の加熱温度に対するゲル化時間tgelを求め、予備成形工程における実際の加熱時間tをゲル化時間tgelの30〜70%の範囲とする。または、ゲル化温度−時間曲線において、予備成形工程における実際の加熱時間に対するゲル化温度Tgelを求め、予備成形工程における実際の加熱温度Tを、Tgel−20℃〜Tgel−5℃の範囲とする。放射線照射工程は、加熱のみによる完全硬化後のプリプレグ固有のガラス転移温度Tg以上の温度で硬化すべく放射線の照射を行う。
(もっと読む)
光学素子の製造方法および光学素子の製造装置

【課題】成形型の形状に影響されることなく、成形型内における成形素材の位置ずれを防止して、高精度の成形品を製造する。
【解決手段】スリーブ16の中で対向する下型14と上型15の間に成形素材90を配置して加熱および加圧して光学素子に成形する成形装置M1において、下型成形面14aの成形素材90の配置位置に、成形温度で分解して消失する熱分解材料Aを塗布する供給ノズル19を設け、熱分解材料Aを介して成形素材90が下型成形面14aの中心に安定して接着固定された状態で、所望の成形温度で成形を行う。下型14に対する成形素材90の位置ずれに起因する製品不良の発生を確実に防止できるとともに、熱分解材料Aは成形温度で分解して消失するため、光学素子の外観品質が低下することもない。
(もっと読む)
結晶性液晶ポリマーの成形方法及びその成形体
【課題】 ポリイミド等のスーパーエンジニアリングプラスチックスに代わる樹脂として結晶性液晶ポリマーに着目し、高い強度があり、且つ寸法的に比較的大きな液晶ポリマーの成形品を得る方法を提供すること。
【解決手段】 結晶性液晶ポリマーの粉末を所定の金型に入れ、冷圧で圧縮して前記ポリマーの予備成形体を作成する第一工程、及び該予備成形体を加熱加圧する第二工程を含むことを特徴とする、結晶性液晶ポリマーの成形方法。
(もっと読む)
ハイブリッド硬化体及び樹脂組成物並びにこれらを用いた複合透明シート
【課題】耐熱性、透明性、接着性及び応力緩和性に優れ、且つボイドやクラックといった欠陥のない硬化体を提供する。
【解決手段】(i)X線小角散乱法(SAXS)を用いて測定される散乱プロファイルのギニエ(Guiner)プロットにより求められる相分離構造のサイズ(Rg)が50nm以下であること、(ii)下記式(1):
緩和指標=(200℃におけるT2)/(25℃におけるT2)・・・(1)
(式中、T2は固体1H−NMRのソリッドエコー法によって得られる緩和時間である)で表される緩和指標が1.2〜10であること、及び(iii)黄色度(YI)が30以下であることを満足し、シリコーンを含有するハイブリッド硬化体である。
(もっと読む)
繊維強化樹脂、繊維強化樹脂の製造方法、繊維強化樹脂の製造装置
【課題】強度と寸法精度に優れた繊維強化樹脂を製造し、量産時の製品の品質のばらつきを抑制する。
【解決手段】成形型のキャビティ部に強化繊維基材を設置し、成形終了時よりも距離X1開いた状態の成形型のキャビティ部に樹脂を注入する第1工程、キャビティ部の樹脂を排出させながら、成形終了時よりも距離X2開いた状態まで成形型を閉じる第2工程、キャビティ部の樹脂排出を停止し、型締め圧を予め設定した値に保持して樹脂を硬化させながら、成形終了時の距離まで成形型を閉じる第3工程を、この順序で行う。これによって強化繊維基材に樹脂を均質に含浸させ、適切な樹脂量を確保しつつ、製品にヒケが発生するのを防止して樹脂を硬化させることができる。
(もっと読む)
高度複合構成要素の製造方法
【課題】積層材料成形品を製造するための方法を提供する。
【解決手段】本方法は、一つの態様では、凝固して樹脂層を形成する樹脂を表面上に適用する工程と、樹脂層とほぼ平行なx方向に沿って強化手段を提供する工程と、x方向に対して角度をなし且つ樹脂層とほぼ平行なy方向に沿って強化手段を提供する工程と、x方向及びy方向に対してほぼ垂直なz方向に強化手段を提供する工程とを含む。本方法は、別の態様では、液化樹脂を金型の金型表面に適用し、樹脂が凝固して金型の金型表面上に樹脂層を形成する工程と、弾性変形可能なチャンバ壁を各々有する第1及び第2の圧力チャンバ間に金型を配置し、チャンバ壁は、これらのチャンバ壁間に配置された金型に関して向き合って配置される、工程と、金型に面する向き合った表面に液化樹脂を適用し、向き合った表面上の樹脂は、凝固して向き合った樹脂層を形成し、積層材料レイアップが樹脂層間に配置される、工程と、各圧力チャンバを通して高温高圧の流体を循環し、樹脂層を液化し、積層材料レイアップを圧縮し、樹脂で含浸し、硬化する工程とを含む。 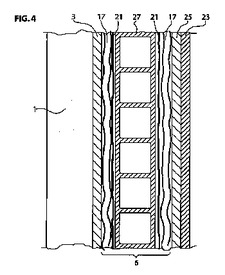 (もっと読む)
(もっと読む)
精密ホットプレス装置における転写部の加熱冷却制御方法及び装置
【課題】過加熱及び過冷却を押さえ、急速な加熱及び冷却を可能とする精密ホットプレス装置における転写部の加熱冷却制御方法及びその装置を提供する。
【解決手段】転写部の温度が目標温度に達する前に、加熱手段又は冷却手段によって転写部へ与えた又は奪ったエネルギー量(熱量)と観測された転写部に出入りするエネルギー量とを比較し、両エネルギー量の差から余剰又は過冷却エネルギー量を算出し、余剰又は過冷却エネルギー量に基づいて転写部の加熱又は冷却を行う。転写部の温度は、ヒータ等の加熱手段や冷却手段が出力する加熱又は冷却の熱量、及び熱の伝達時間を計算し、加熱手段から発生する熱量を、冷却にて打ち消すことにより、転写部の温度の目標温度への急速な制御が可能となる。
(もっと読む)
転写装置および転写方法
【課題】複数の被成型品に対しそれぞれの型に形成された転写パターンを転写する際に、転写不良の発生を未然に防止して高精細な転写ができるようにした転写装置を提供する。
【解決手段】固定フレーム74に対して接近・離反する方向に移動自在に設けられたフレーム37Aと、被成型品と型とを重ねて設置することが可能な被成型品・型の設置体13と、フレーム74を移動させる1台のサーボモータ95とを備え、固定フレームとフレーム74との間には、フレーム37Bが介在され、固定フレームとフレーム37Bの対向面間とフレーム37Aとフレーム37Bの対向面間に被成型品・型の設置体13がそれぞれ設けられている。
(もっと読む)
転写装置および転写方法
【課題】型に形成されている微細な転写パターンを被成型品に転写する転写装置において、簡素な構成で、転写不良の発生を防止する。
【解決手段】被成型品Wに、型Mに形成されている微細な転写パターンを転写する転写装置3であって、水平方向を向いていて仮組立体TAが面接触する平面である設置面33を備えた設置体13と、設置面33から水平方向に突出し、仮組立体TAの中央貫通孔に嵌まることで、仮組立体が重力で落下することを防止する支持体27と、両端面が軸方向に垂直な平面に形成され、支持体が仮組立体の中央貫通孔に嵌まることで仮組立体の落下を防止しているときに、仮組立体が嵌まっている位置よりも支持体の先端側に仮組立体と並んで嵌まることで、支持体からの仮組立体の外れを防止するリング状の外れ防止体18と、設置面と平行に対向し、仮組立体の他方の面を外れ防止体を介して押圧するための押圧体15とを有する。
(もっと読む)
含フッ素樹脂組成物、成形体およびその製造方法
【課題】フッ素樹脂と強化繊維とからなり、強度に優れ、表面平滑性が高く、パーティクルが発生し難い成形体、ならびにこのような成形体の原料に適した含フッ素樹脂組成物、このような成形体の製造方法を提供すること。
【解決手段】テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体からなるフッ素樹脂繊維(A)および強化繊維(B)を重量比で(A):(B)=70〜90:10〜30の割合(但し、両者の合計は100である。)で含んでなる含フッ素樹脂組成物。
(もっと読む)
加熱方法及び加熱システム
【課題】過熱蒸気を利用して加熱を行う際に、新規に供給する過熱蒸気量を低減し、エネルギー効率の向上及び環境負荷の低減を図る。
【解決手段】加熱システム10のボイラ12は、水蒸気供給管14によって過熱蒸気発生装置20に接続され、該過熱蒸気発生装置20は、第1の過熱蒸気供給管22によって、加熱炉30の第1の吹出用配管32に接続される。加熱炉30は、過熱蒸気36の吹出口34を有する第1の吹出用配管32と、吹出口42を有する第2の吹出用配管40を備えている。加熱炉30の過熱蒸気は、吸引ポンプ50により回収されて大部分が再加熱装置64へ送られ、再利用可能な温度に加熱されて、第2の過熱蒸気供給管70により前記第2の吹出用配管40に送られる。前記加熱炉30における第1の吹出用配管32及び第2の吹出用配管40からの過熱蒸気の供給量の比率は、予め設定されている。
(もっと読む)
成形体及び成形方法
【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
椀状樹脂成形品の製造方法
【課題】割金型である凹金型1と凸金型2とを用いるが、両金型の隙間の成形キャビティ内に原料樹脂5を加圧下に注入することなく、簡単に、効率的に表面平滑性に優れた椀状樹脂成形品を製造する方法を提供する。
【解決手段】凹金型1と凸金型2とを用いて椀状樹脂成形品を製造する方法であって、凹金型1の中に溶融した原料樹脂5を投入し、ついで凸金型2を下降させて該溶融原料樹脂5を上方から押圧するとともに、密閉下に結締し、しかる後、凹金型1が上に、凸金型2が下になるように天地反転して加熱炉にて加熱硬化させる。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2を、スタンパ5を用いて加圧成形する免震プラグ6の製造方法において、該加圧成形を複数回行い、かかる複数回の加圧成形のうち、少なくとも1回の加圧成形を、軸線方向に対して傾斜した加圧面4を有する第一のスタンパ5を用いて行なう免震プラグ6の製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置8用の免震プラグ6を成形するに当たり、粉体材料2を、周辺部に比し中央部が陥没した形状に加圧成形し、次いで、かかる加圧成形された粉体材料2の受圧面7を加圧方向に対し直交する平面状に加圧成形する製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
シートの圧縮成形用金型及びシートの製造方法
【課題】
解決しようとする課題は、加熱軟化させた繊維強化熱可塑性樹脂製シートを圧縮成形するに際し、冷却固化が不十分だと離型後のシートの膨張によって取付け座面の板厚が不均一となって所望の板厚精度が得られず、逆に所望の板厚精度を得るために冷却固化を十分に行うと成形サイクルが長大となりコストの増大を引き起こすという点である。
【解決手段】
シートの圧縮成形用金型の該相手部品取付け座面の中央近傍の相手部品取付け用下孔に相当する箇所の金型クリアランスを、相手部品取付け座面に相当する箇所の金型クリアランスより大きくすることにより前記課題を解決した。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】側壁を形成する中型7を有する金型3内に充填された粉体材料2に、加圧成形を行って免震装置用の免震プラ6グを成形するに当たり、かかる中型7と粉体材料2との界面においてせん断応力が生じるように中型7に対して外力を付与しつつ加圧成形を行なう製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
レンズシート製造方法
【課題】 活性エネルギ線硬化性組成物の重合収縮等によるレンズの変形を抑止しつつ、簡便に厚み制御を向上させることができるレンズシート製造方法を提供する。
【解決手段】 ロール金型とニップロールとの間に透光性基材を供給し、ロール金型の外周面と、透光性基材との間に活性エネルギ線硬化性組成物を配置し、透光性基材を通して活性エネルギ線を照射して活性エネルギ線硬化性組成物を硬化させレンズ部転写パターンと相補的な形状を有するレンズ部を形成するレンズシート製造方法であって、ニップロールの外径が、ロール金型の外径1/2以上ロール金型の外径以下の範囲とされている。
(もっと読む)
201 - 220 / 880
[ Back to top ]