
Fターム[4F204FQ15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型 (880)
Fターム[4F204FQ15]に分類される特許
41 - 60 / 880
繊維強化プラスチックの成形方法とその成形装置
【課題】開断面をもつ繊維強化プラスチック成形品の成形時の、成形金型として片側の金型だけを使って、金型の製作コストを半減させると同時に、押圧成形の成形コストを低減させる繊維強化プラスチック成形品の成形方法とその成形装置を提供する。
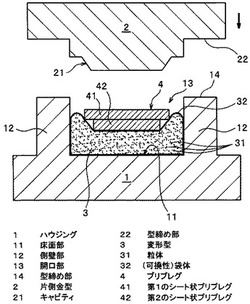
【解決手段】押圧成形用の一対の成形型のうち、一方を従来と同様の金型(2)を使い、他方の成形型を内部に多数の粒体(31)を収容した可撓性袋体(32)からなる変形自在な変形型(3)を使う。側壁部(12)を有するハウジング(1)の床面部(11)に前記変形型(3)を載置し、その上にプリプレグ(4)を載せて、プリプレグ(4)を片側の金型(2)に所定の加重をかけて押圧する。このとき、片側金型(2)のキャビティ面にてプリプレグ(4)の片面を成形し、同時にプリプレグ(4)の他面をプリプレグの片面側の変形に追随させて変形する変形型(3)によって押圧成形する。変形型(3)の変形は内部の粒体(31)の流動によりなされる。
(もっと読む)
免震装置用の免震プラグの製造方法及び免震プラグ、並びに、その製造装置

【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグ、その製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】粉体材料2を一対のスタンパ5で挟み込んで加圧成形する免震プラグ9の製造方法において、少なくとも2回の加圧成形を、スタンパ5の軸線方向Xにて垂直断面視したときに、スタンパの中央部12が加圧方向に突出したV字型の加圧面を有する凸状スタンパ6、及び、スタンパの中央部12が加圧方向とは反対の方向に陥没したV字型の加圧面を有する凹状スタンパ7を用いて行うにあたり、それらスタンパ6、7により加圧成形した後に、スタンパ6、7を、その軸線中心に回転させてから再度加圧成形を行なう免震プラグの製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】成形用金型による中空状の断面をもつ成形品の成形時に、加圧気体や加圧流体を用いる大型のプレス機を不要として、中子の内圧を高めて変形させることができ、しかも、中子の内圧を高めたときに、上型が下型から離れる方向に移動することを防いで、高品位の成形品が得られる金型間隔保持手段を備えた、成形用金型を用いた繊維強化プラスチックの圧縮成形方法を提供する。
【解決手段】粒体4aを伸延性ある包装材で包装した中子4 を用い、上型2 を下降して下型1との間でプリプレグ3 を加圧して圧縮成形するとき、金型間隔保持手段20を作動させて、左右一対の押え部材21a,21a で上型2 が上方に移動することを阻止する。同時に、下型1に設けたピストンロッド5aをキャビティ内に突出させて、中子4 の一部を押圧する。中子4 をピストンロッド5aで押圧することにより、中子4 の粒体4aを流動させながら変形させ、中子4 とプリプレグ3 間にあった空隙をなくす。得られる成形品には内部にボイドがなく高品質が得られる。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
医療用栓体
【課題】 輸液の漏洩や注射針の抜けのない医療用キャップを提供する。
【解決手段】 前記金型における下金型が円形のステージ上に複数設けられており、当該ステージを回転させながら、前記ステージ上の異なる位置で、それぞれの下金型表面上に、押し出し機から押し出して切り出された形状で原材料であるエラストマー樹脂を供給する工程と、前記下金型と上金型が、両金型の接近によって該金型内で前記原材料へ直に圧力を与え、前記原材料を圧潰しながら前記金型内に充填して、上記下金型と上金型とで構成される当該金型内に充填された前記原材料をコンプレッション成形し続いて上記金型を分離する工程と、成形された栓体を冷却する工程と、冷却された成形品である栓体を金型から取り出す工程とを順次行う。
(もっと読む)
成形品
【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
繊維強化樹脂板材の製造方法
【課題】工程数を増加させることなく、高い剛性を備えた繊維強化樹脂板材を製造する。
【解決手段】長繊維に熱硬化性樹脂が含浸したプリプレグを具備するシート状物13の少なくとも一部に、角パイプ12などの金属製部材を配置し、シート状物13の両側端部を角パイプ12に巻き付けて角パイプ12の外周を覆うなどして、プリフォーム14を製造する。ついで、金型で圧縮成形して、平板状のFRP板材本体の片面に2本の角パイプ12を備えたFRP板材を製造する。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
レンズの製造方法
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
複合材硬化用支持治具
【課題】たわみの発生を抑えることができるとともに、形状精度の高い成形材を得ることができる複合材硬化用支持治具を提供する。
【解決手段】加熱対象となる成形材Wが収納されて高温ガスが循環するオートクレーブ1内で、成形材Wを支持する複合材硬化用支持治具20において、オートクレーブ1内に載置される下段支持部30と、該下段支持部30の上面35に載置されるとともに成形材を下方から支持し、下段支持部よりも線膨張係数の小さい材料からなる上段支持部とを設ける。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
電子部品の製造装置
【課題】装置の小型化が可能な電子部品の製造装置を提供する。
【解決手段】電子部品保持部50の型対向面50Aに、電子部品60を有する基板61を保持させると共に共通ピン53を型20に向けて立設する。共通ピン53が、離型シート30を貫通して、型20の上面20Aの共通ピン穴22に挿入されることにより、電子部品60が成型部21内の樹脂R中に位置決めされる。
(もっと読む)
圧縮成形金型および圧縮成形方法
【課題】圧縮成形時の樹脂流動を一定にする圧縮成形金型を提供する。
【解決手段】上下金型のうちの一方の金型が、中央に位置し、他方の金型面に対して接離可能に設けられた第1可動キャビティブロック16と、第1可動キャビティブロック16を同心状に囲み、前記他方の金型面に対して接離可能に設けられた1または複数のリング状の外周可動キャビティブロック18、20と、外周可動キャビティブロック18、20を同心状に囲むリング状のクランパ22と、第1可動キャビティブロック16、外周可動キャビティブロック18、20およびクランパ22によって囲まれるキャビティ23と、第1可動キャビティブロック16、および外周可動キャビティブロック18、20をそれぞれ独立して他方の金型に対して接離動させるアクチュエーターとを具備することを特徴とする。
(もっと読む)
樹脂製蓋体、樹脂製蓋体の製造方法
【課題】 簡易な構造で、再生プラスチック(再生樹脂)等を用いても外観に優れ、また、表面に凹凸を形成してもしわ等の発生がなく、安価な樹脂製蓋体を提供する。
【解決手段】 トラフ用蓋1は、平面視略矩形の形状を有する。トラフ用蓋1は、主にトラフ用蓋1を構成する本体層3と、トラフ用蓋1の上面を被覆する被覆層5からなる複層構造である。本体層3は樹脂製であり、ある程度の強度と耐久性があれば材質は特定しないが、コスト及び軽量化などの施工性を考慮すると、再生プラスチック(ポリエチレン、ポリプロピレン等)等からなる樹脂組成物が使用できる。被覆層5は、樹脂発泡体であり、例えばポリプロピレンの発泡体を用いることができる。
(もっと読む)
熱転写成形装置及び熱転写成形方法
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、かつ、時間当たりの生産性の向上も実現できる熱転写成形装置並びに及び熱転写成形方法を提供する。
【解決手段】被加工材を収容し減圧状態を維持する搬送成形ユニット10と、加熱盤部21を積層して備え加熱盤部同士の間に搬送成形ユニットを挟持して加熱及び加圧し搬送成形ユニット内の被加工材を加熱成形する加熱成形部20と、冷却盤部31を垂直方向に積層して備え冷却盤部同士の間に搬送成形ユニットを挟持して冷却及び加圧し複数の搬送成形ユニット内の被加工材を冷却する冷却部30と、搬送成形ユニットを掴持するチャック部41を備え搬送成形ユニットを載置かつ搬送する搬送装置40とを有し、搬送装置が、搬送成形ユニットを加熱成形部、冷却部の前進方向の配置順で搬送する熱転写成形装置1並びに同装置1を用いた熱転写成形方法である。
(もっと読む)
樹脂モールド装置
【課題】モールド金型にワークと共に搬入された樹脂が金型クランプ面からの加熱により硬化が進まないように搬入して金型クランプ時のモールド樹脂の流動性を確保することで成形品質を向上させた樹脂モールド装置を提供する。
【解決手段】プレス部Cに備えたモールド金型には、半導体チップ粘着面側に樹脂が供給されたキャリアプレートKを金型クランプ面より離間させて支持するワーク支持部37が金型クランプ状態において金型クランプ面より金型内に退避可能に設けられている。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
免震プラグの製造方法および製造装置並びに免震プラグ
【課題】成形不良の発生を抑制しつつ空気含有率の低い免震プラグを製造することができる免震プラグの製造方法および製造装置を提供する。また、端面が平坦で空気含有率が低い、減衰性能や変位追従性に優れる免震プラグを提供する。
【解決手段】塑性流動材および硬質充填材を含有する粉体材料を金型内で加圧成形して免震構造体用の免震プラグを製造する方法であって、金型内に充填された粉体材料の少なくとも一方側を、加圧方向側に位置する頂辺で交差する二つの平面を加圧面として有する楔形プッシャーを用いて加圧する予備加圧成形工程と、予備加圧成形工程において楔形プッシャーで加圧した粉体材料を、加圧方向に直交する平面を加圧面として有する平面プッシャーを用いて加圧して免震プラグとする最終加圧成形工程とを含む免震プラグの製造方法である。また、その製造方法に適した製造装置および該製造方法で作製した免震プラグである。
(もっと読む)
複合材製造方法
【課題】高強度の複合材が得られる複合材製造方法を提供する。
【解決手段】凹部10を有する成形型1に強化繊維基材2を載置し、凹部10を挟んで配置される少なくとも一対の固定部材4によって強化繊維基材2を成形型1に固定する。このとき、強化繊維基材2と成形型1の凹部10の底面12との間に間隙が設けられた状態で、強化繊維基材2を固定部材4によって成形型1に固定する。この後、成形型1に固定された強化繊維基材2をバッグフィルム20で覆い、成形型1とバッグフィルム20との間に形成された成形空間内を減圧して、減圧された成形空間内でマトリックス樹脂を流動させる。そして、強化繊維基材2とマトリックス樹脂とが一体的に成形された複合材28が得られるように、マトリックス樹脂を固化する。
(もっと読む)
41 - 60 / 880
[ Back to top ]