
Fターム[4F204FQ37]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 成形用バッグ (170)
Fターム[4F204FQ37]に分類される特許
121 - 140 / 170
繊維強化複合材料の製造装置及びその製造方法

【課題】気圧差を利用して繊維質基材に液状樹脂を含浸し硬化させて複合材料を形成するVaRTM(Vacuum assisted Resin Transfer Molding)技術において、繊維体積含有率Vfが高くさらに面内分布の均一な繊維強化複合材料の製造技術を提供する。
【解決手段】繊維質基材(31)を気密状態にして載置する成形型(32)と、大気圧よりも低圧で液状樹脂(L)を収容し注入管(13)が繊維質基材(31)の近傍に接続される第1密封容器(10)と、吸引管(23)が繊維質基材(31)の近傍に接続する第2密封容器(20)と、第1密封容器(10)を大気開放して気圧差(ΔP)を生じさせる開放弁(11)と、この気圧差(ΔP)の維持/解消を切り替える切替弁(41)を有する連通管(40)と、第2密封容器(20)に接続してその内部を減圧するとともに、連通管(40)を通じて第1密封容器(10)の内部も減圧する真空ポンプ(50)を備えるな繊維強化複合材料の製造装置(90)であることを特徴とする。
(もっと読む)
繊維強化複合材料の製造方法

【課題】より一層簡便で且つ安価な方法によって良好なSMC成形品の表面平滑性を得ることにある。
【解決手段】炭素繊維に不飽和ポリエステル樹脂を含浸してシート状のCFRP基材(プリプレグ)を形成しておく。続いて、CFRP層の間に、樹脂が未含浸の不織布を介装してプリプレグ積層体を形成し、成形型によって前記プリプレグ積層体に対し所定の加圧力を付与して加圧成形することにより、SMC成形品が得られる。
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
繊維強化複合材料の製造方法
【課題】 トリガとなるための他の材料を取り付けることなく、しかも温度管理が容易となる繊維強化複合材料の製造方法を提供する。
【解決手段】 プリプレグ10を硬化させることにより、繊維強化複合材料本体と、繊維強化複合材料本体より強度が低い脆弱性繊維強化複合材料を備える繊維強化複合材料を製造する。繊維強化複合材料本体は、デバルク温度下でプリプレグ10にバック圧をかけ、所定の含浸温度下で所定の含浸時間保持する含浸工程と、所定の硬化温度で所定の硬化時間保持する硬化工程を経て製造される。また、脆弱性繊維強化複合材料は、繊維強化複合材料本体を製造する際に含浸工程を省いて製造される。
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 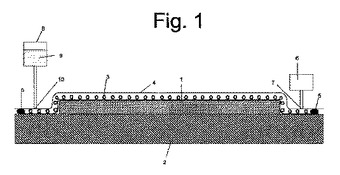 (もっと読む)
(もっと読む)
熱硬化性材料を硬化するための方法及び装置
熱硬化性材料(8)を硬化するための方法及び装置である。この方法は、液体加熱媒体を有する材料を加熱する手順と、硬化センサ(12)により、材料の電気的又は光学的な特性を計測する手順と、液体加熱媒体の温度を、計測された材料の特性に従って調整する手順と、を具備する。 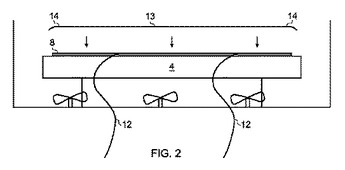 (もっと読む)
(もっと読む)
複合材および金属部品の製造、成形および接合システム
【課題】複合材若しくは接合金属部品を製造するための改良されたシステムおよび方法を提供する。
【解決手段】複合材若しくは接合金属部品を製造するシステムは、弾性的に変形可能なチャンバ壁をそれぞれ有した第1および第2の圧力チャンバ1,2と、高められた温度および圧力の流体を前記圧力チャンバを通して循環させるための手段と、その内部に複合材若しくは接合金属レイアップが配置される型キャビティを与える少なくとも一つの別個な型部分を有した、少なくとも一つの型組立体70と、を備え、このシステムを用いるときに、前記圧力チャンバは、前記弾性的に変形可能なチャンバ壁が互いに対向するように一体に保持され、前記少なくとも一つの型組立体が前記チャンバ壁間に収容された前記レイアップ72を含みつつ、前記レイアップが圧縮されて硬化され若しく成形されるように高められた温度および圧力の流体が各圧力チャンバを通って循環する。
(もっと読む)
航空機の胴体のための複合材料構造物およびその製造方法
本発明は、所定の方向に分離することができる雄型治具上に成形される航空機の胴体の閉じた複合材料構造物を提供し、上記構造物は、単一の外側パネルと、上記パネルに一体化された複数の内側の軸方向補強材とを備え、雄型治具の膨張率は、構造物の複合材料の膨張率よりも大きくなっており、このようにパネルおよび一体化された内側の補強材より形成され、既に製造された構造物を、1つの工程において取り外すことができる。本発明は、さらに、閉じた構造物のような物を製造する方法を提供する。  (もっと読む)
(もっと読む)
航空機用の複合翼スラット
航空機の翼スラットは、レイアップおよび減圧バッグ技術を用いて複合材料から形成される。スラットのレイアップは、上側複合外板と下側複合外板との間に挟まれた中心ハニカムコアと、予備硬化された桁と、予備硬化された補強材とを含む。レイアップが硬化され、レイアップ用鋳型から取出された後、前縁補強リブと予備形成された複合機首外板とが装着され、スラットが完成される。 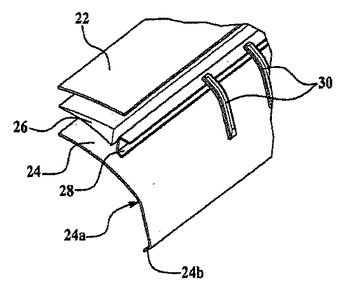 (もっと読む)
(もっと読む)
真空ラミネート装置および真空ラミネート方法
【課題】真空ラミネート装置と真空ポンプとの位置合わせずれを緩和しつつ、真空ラミネート装置を真空ポンプに接続することが可能な真空ラミネート装置、真空ラミネート方法の提供。
【解決手段】真空ラミネート装置の排気口1bには、排気口1bを介して通気口に空気が流れ込むのを防止する逆止弁1dを取り付けるとともに、排気口1bの先端を球面状に構成する。特に、太陽電池モジュールの真空ラミネート方法に適用して好適なものである。
(もっと読む)
複合構造体の形成及び硬化のためのシステム及び方法
本発明の実施形態は、複合プリフォームに樹脂を通過させて該複合プリフォームを形成するためのシステムを提供する。システムには樹脂フローチャンバ及び第一チャンバが設けられ、第一チャンバは真空又は圧力チャンバであり得る。樹脂フローチャンバは第一側面及び第二側面と一体に形成された第一及び第二端部を有する。第一端部は第一排出管を有する。複合プリフォームは樹脂が繊維プリフォームを通過可能なように樹脂フローチャンバ内に配置される。第一チャンバは、樹脂フローチャンバの第一側面上に配置されるとともに第二排出管を有する。樹脂フローチャンバ及び第一真空チャンバは気体を通すが樹脂を通さない第一ガス透過性フィルムによって分離されている。  (もっと読む)
(もっと読む)
プリフォームの製造方法およびプリフォーム並びに繊維強化プラスチック桁材
【課題】本発明は、面外しわの発生頻度を著しく低減させることができるプリフォームの製造方法、およびプリフォームを提供せんとするものである。
【解決手段】本発明のプリフォームの製造方法は、少なくとも熱可塑性樹脂を含む樹脂材料を付与した強化繊維基材を複数枚積層した強化繊維積層体を屈曲させて得られるプリフォームを製造する方法であって、所定の加圧密着工程、所定の加熱保持工程、および所定の減圧工程を順次経ることを特徴とするものである。
(もっと読む)
複合部品の製造方法
複合部品を製造する方法であって、その方法は、凸面領域を有する雄形ツール上に加工材を載置するステップと、加工材に圧力を加えることで雄形ツール上の加工材を圧密化する圧密化ステップであって、加える圧力をチャージが雄形ツールの凸面状領域に係合する位置で増大するように加工材表面上で変化させる該圧密化ステップと、凹面状領域を有する雌形ツール上で加工剤を養生するステップと、を有する。加工材を成形し、また一連の工程で圧密化し、積層体を形成する。加工材を第1温度T1で形成し、第2温度T2で圧密化し、また第3温度T3で養生し、ただしT1<T2<T3とする。  (もっと読む)
(もっと読む)
真空積層装置
【課題】劣化の少ない加圧膜体を備えた簡易な構成の真空積層装置を提供する。
【解決手段】相対向して近接離隔可能な上盤6及び下盤17を備え、前記上盤6及び/又は下盤17が近接した際に、前記上盤6又は下盤17のいずれか一方の対向面に設けられた加圧膜体8といずれか他方の対向面との間に形成される真空チャンバ内で、成形材7を前記加圧膜体8により加圧し、前記成形材7を加熱・積層成形する真空積層装置25において、前記加圧膜体8は、弾性体からなり、その中央部24の硬度は周辺部22の硬度より低いものとした。
(もっと読む)
複合材料製構造部材の成形方法および複合材料製構造部材
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とすること。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
プリプレグ積層体の成形装置及び成形方法
【課題】プリプレグ積層体1の曲げ加工を安定化させて、その精度を向上させる。
【解決手段】成形装置Aは、マンドレル5の角部51に隣接して配置されて積層体1に相対すると共に、マンドレル5に対し相対移動が可能な規制型6を備える。加熱手段62により積層体1を加熱しつつ、膨張性バッグ3を膨張させて積層体1に対する曲げ加工をしている最中に、規制型6をマンドレル5に対して相対的に移動させることによって、積層体1の端縁側部分の位置を規制型6により規制する。
(もっと読む)
発泡体コアを有するFRP製成形品の成形法
【課題】FRP製成形品あるいはその部品として使用される、発泡体コアを有するFRP製成形品を、生産効率良く成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP製成形品を成形するに際し、(1)目的とする成形品の成形型と相似な縮小型を用いて、発泡体コアを加圧・圧縮法によって作成する工程、(2)前記成形品の成形型の内表面に沿ってプリプレグを敷設した後、このプリプレグ上に発泡性シートを重ねて配置し、次いで、(1)で得られた発泡体コアを、前記成形品の成形型内部に、前記プリプレグ及び発泡性シートを介して配置する工程、(3)前記成形品の成形型内部を減圧して後又は減圧しながら、成形型を加熱し、前記発泡性シートを発泡させると共にプリプレグを硬化させる工程からなる成形法。
(もっと読む)
複合材成形用通気パッドおよび複合材成形方法
【課題】複合材成形における気道の確保
【解決手段】 複合材成形用通気パッド20は、可撓性を有するモノフィラメント31を、織製し又は編んだ網材22で形成した。また、必要に応じて、網材22の表面に不織布21、23を取り付けてもよい。
(もっと読む)
角部を有するFRP製中空部材の成形方法
【課題】
複雑な形状を有するFRP製中空部材、特に、角部を有する様な中空部材を、内圧成形法で容易に一体的に成形する方法を提供すること。
【解決手段】
角部を有するFRP製中空部材の成形方法であって、成形型のキャビティ内表面にプリプレグを積層・敷設し、このプリプレグで形成される中空部分に圧力バッグを挿入し、内圧成形法により一体成形する方法において、前記積層・敷設されたプリプレグの層間で且つ成形型のキャビティ内表面の角部に対応する部分に、プリプレグで被覆された樹脂ブロックを配置して成形する成形方法。
(もっと読む)
121 - 140 / 170
[ Back to top ]