
Fターム[4F204FQ37]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 成形用バッグ (170)
Fターム[4F204FQ37]に分類される特許
101 - 120 / 170
補強された繊維複合構成材の製造方法ならびに、補強された繊維複合構成材を製造するためのバキュームマットおよびアレンジメント
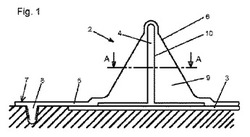
航空機および宇宙機のための繊維複合構成材(1)を補強する方法では、少なくとも一つの補強部材(4)を再現可能に収容する、少なくとも一つの収容部(6)を有するバキュームマット(5)が準備される。少なくとも一つの補強部材(4)は、バキュームマット(5)の少なくとも一つの収容部(6)に挿入される。少なくとも一つの補強部材(4)が挿入されたバキュームマット5は、補強される繊維複合構成材(1)に、シールするように再現可能に取り付けられ、成形部(2)を形成する。そして少なくとも成形部(2)が硬化され、少なくとも一つの補強部材(4)を繊維複合構成材(1)に接続する。その後、バキュームマット(5)は、補強された繊維複合構成材(1)から離され、再使用のために備えられる。 (もっと読む)
筒状の構造部材を製造する方法およびデバイス
本発明は、筒状の構造部材を製造するための方法を提供する。本発明では、まず筒状の構造部材の外周面に対応した形状の成形型内周面を有する、筒状の成形型が準備される。そして、拡張していない状態で、その支持表面と成形型内周面との間に拡張間隔を残すように、成形型内に配置されるように形成された拡張可能な支持体が、筒状の繊維織物によって覆われる。支持体が成形型内に配置されると、繊維織物が成形型内周面に支持体の拡張によって押し当てられ、押し当てられた繊維織物に硬化性樹脂マトリクスを含浸する。視点を変えると、本発明によって、筒状の構造部材を製造するためのデバイスが提供される。  (もっと読む)
(もっと読む)
樹脂構造体の製造方法

【課題】 ハニカム形状などの複雑な形状の内部形状を有する中空構造体であっても、その成形を容易に行うことができるとともに、内部の樹脂層と外殻樹脂層とを密着させることができる樹脂構造体の製造方法を提供する。
【解決手段】 ハニカム形状のマクロセル構造体20におけるプリプレグの柔軟性が残留する範囲の硬化深度までマクロセル構造体20を予備加熱して硬化させる。次に、予備加熱したマクロセル構造体20の側壁に沿ってプリプレグ31,32を配置し、予備構造体40を生成する。続いて予備構造体40におけるプリプレグ31,32の内側を真空吸引しながら予備構造体40を加熱する。その後、成形型5内で予備構造体40に対して内圧付与を行うとともに本加熱して予備構造体40を硬化させ、樹脂構造体1を製造する。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 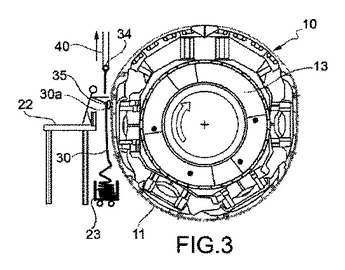 (もっと読む)
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
ピンを差し込んで性能を補強した複合材積層構造物、前記複合材積層構造物の製造方法、装置、及び前記装置の製作方法
本発明は、複合材積層構造物の厚さ方向にピンを差し込んで複合材積層構造物の層間性能を補強するか、複数の積層部材を接触連結する、ピンを差し込んで性能を補強または複数部材を連結した複合材積層構造物、前記複合材積層構造物の製造方法、装置及び前記装置の製作方法に関する。本発明の複合材積層構造物の製造装置は、層間分離性能補強または複数の積層部材間の接触連結のためにピンを差し込む複合材積層構造物の製造装置であって、硬化前または硬化後の状態の複合材積層構造物21上にのせられて、垂直方向に形成された複数個の穴53内に、それぞれ前記複合材積層構造物21内に挿入されるピン51が備えられる下部ガイド50と、前記下部ガイド50上にのせられて、前記ピン51と対応する位置に垂直方向に移動自在に形成されるガイドピン41が備えられる上部ガイド40と、を含んで構成される。 (もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げることにより、横断面に少なくとも一つ以上の屈曲部を有する柱状の部材を所望の型に賦形したのちに加熱硬化させるドレープ成形方法において、大型の部材を良質に成形するドレープ成形条件を簡易に特定できる手段を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に少なくとも一つ以上の屈曲部を有する柱状に賦形したのちに加熱硬化させるドレープ成形方法であって、積層に要する間の熱履歴を与えた、プリプレグに使用しているマトリックス樹脂の粘度を測定し、該マトリックス樹脂の粘度が100Pa・s以上1000Pa・s以下となる温度を特定し、該温度にてプリプレグ積層体を賦形することを特徴とするドレープ成形方法。
(もっと読む)
FRPの製造方法
【課題】材料収率の向上に寄与するFRPの製造方法を提供する。
【解決手段】樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記樹脂拡散媒体2は、少なくとも一端部が密閉されており、かつ、該密閉されている部分の全部または一部を、前記強化繊維基材の一部と重ねて配置するFRPの製造方法に関するものである。また、樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記強化繊維基材1の少なくとも一端部には、前記樹脂拡散媒体2を配置せず、かつ、該一端部に板材を配置するFRPの製造方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】簡易な設備を用いて、難含浸部だけ樹脂の含浸性を向上させるようにし、最終的に樹脂をプリフォーム全体に完全に含浸させることができるようにして、安定して優れた品質の繊維強化プラスチックを得ることが可能な繊維強化プラスチックの製造方法を提供すること。
【解決手段】金型2上に、部分的に目付が高い、あるいは、密度が高い難含浸部が存在する強化繊維プリフォーム1を配置し、前記強化繊維プリフォーム1全体をバッグ材4で密閉し、該バッグ材4の内部を減圧した後に、樹脂9aを前記強化繊維プリフォーム1に注入する繊維強化プラスチックの製造方法であって、前記強化繊維プリフォーム1の難含浸部を含む部分に配置された膨張抑制部または加圧部で、前記バッグ材4の膨張を抑制し、該バッグ材4の一部を外部から加圧した状態で、前記加圧部のバッグ材4の内部に樹脂9aを加圧して注入することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20から第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
複合材料からなる湾曲部材の製造方法
複合材料からなる湾曲部材を製造する方法であって、a)湾曲した繊維を有する、少なくとも1つの乾燥した扁平な強化層(1)を用意するステップと、b)該乾燥した扁平な強化層(1)に樹脂フィルム(2)を結合し、前記強化層内への前記樹脂の注入を生じさせて少なくとも1つの前注入材料層を得られるように前記の結合された強化層と樹脂フィルムに熱と圧力とを制御しながら加えるステップと、c)前記前注入材料の前記樹脂に適合する樹脂に含浸された真っ直ぐな繊維を有する少なくとも1つのプリプレグ層(31,32)を用意するステップと、d)層構造体(1”)を得られるように前記少なくとも1つの前注入材料層と前記少なくとも1つのプリプレグ層とを所定の配置に従って相互に重ね合わせるステップと、e)前記湾曲部材を得られるように前記層構造体(1”)を成形支持ツール(30)上に配置して重合サイクルの支配下に置くステップと、を有する。 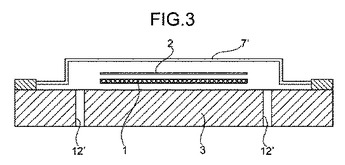 (もっと読む)
(もっと読む)
完全な外形を有する一体型翼構造体の製造方法
翼構造体(10)を製造する方法が記載されている。第1金型半体(51)上及び第2金型半体(52)上に複数の予備含浸材料層を配置し、翼構造体の第1の生の外板(22)及び第2の生の外板(21)を形成する。成形装置(80)上に連続して複数の予備含浸材料層を置き、翼構造体の生の前縁外板(23)を形成する。予備含浸材料の生の翼桁(30)が形成される。発泡プラスチック材料の楔状物体(40)を形成し、該物体は翼構造体の後縁における前記第1及び第2の外板間に置かれるよう設計されている。生の翼桁を第1の生の外板(21)上に協調して位置づけ、取り外し可能な支持部材(100)も翼桁に隣接して位置づけられる。第2の金型半体を反転して第1の金型半体上に置き、第2の生の外板を翼桁及び支持手段上に位置づけ、生の翼構造体を生産する。生の翼構造体は、真空バッグを用いて重合サイクルを受ける。 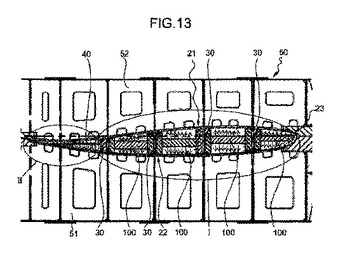 (もっと読む)
(もっと読む)
繊維強化樹脂構造体の内圧成形方法
【課題】繊維強化樹脂構造体の内部に置いて熱媒体を導入するバッグ内の温度を均一化しつつ、バッグを繊維強化樹脂構造体の内部に密着させることにより、均一な物性の繊維強化樹脂構造体を成形すること。
【解決手段】金型内に配置された中空の繊維強化樹脂構造体2内部に置かれたバッグ1内に所定温度に加熱された加熱媒体を導入する成形方法において、加熱媒体を、前記バッグの導入口5を通じて内部に導入し、導入された前記加熱媒体を、前記バッグ1の前記導入口より断面積の小さい排出口6を通じて外部に排出すること。
(もっと読む)
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 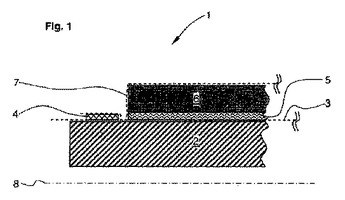 (もっと読む)
(もっと読む)
J形状断面を持つ複合材料の梁を製造するための硬化方法及び装置
J形状断面を持つ複合材料の梁を製造するために、2つの端部支持具(30)によりテーブル(50)に平行に支持される棒(20)を含む硬化装置を準備する。未硬化複合材料のJ形状梁(A)を準備して装置(10)に配置し、梁の底部フランジ(D)の位置を合わせ、これがテーブル(50)に面し、ウェブ(C)と上部フランジ(B)が棒(20)の2つの側部(22、21)のそれぞれに対して置かれるようにする。梁(A)を真空バッグ(V)で覆い、梁の樹脂を硬化するために加圧器中で圧力と熱を加える。 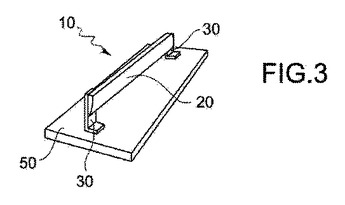 (もっと読む)
(もっと読む)
繊維複合構造部材の処理装置及び繊維複合構造部材の処理方法
繊維複合構造部材102の表面部112の上に配置された未硬化繊維層104を繊維複合構造部材に連結する連結装置100を提供する。連結装置は圧力クッション390を備え、圧力クッション390は、表面部より上に配置される圧力キャップ120,308と、圧力キャップの外周縁部107に圧密に連結された圧密キャップマット106とを備え、圧力キャップ及びキャップマットにより限定された圧力領域を形成する。連結装置は、圧力領域にキャップマットを繊維層に押付ける過圧を導入する圧力導入手段302をさらに備える。 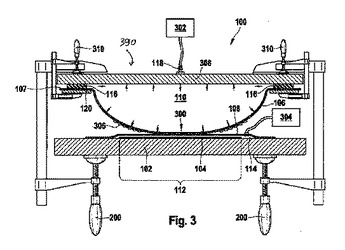 (もっと読む)
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て繊維強化プラスチックを成形する。(1)少なくとも積層体の一部に、切り込みにより強化繊維が10〜100mmの長さに分断した切込プリプレグ基材のみが積層されている領域が形成されるように複数のプリプレグ基材を積層して積層体を得る積層工程、(2)成形型成形型のダブルコンター部に前記領域を配置し、前記領域を伸張させてダブルコンター部に沿わせて成形する成型工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
電子部品の圧縮成形方法及び装置
【課題】基板6に装着した電子部品5を圧縮成形する場合に、離型フィルム13を被覆した下型4のキャビティ10内に顆粒樹脂7を均一な厚さで効率良く供給し得て、製品(樹脂成形体12)の生産性を効率良く向上させる。
【解決手段】まず、離型フィルム13に下型キャビティ10の形状に対応したフィルム凹部14を設けて凹部付フィルム15を形成すると共に、フィルム凹部14に所要量の顆粒樹脂7を投入して振動させることにより、顆粒樹脂7を平坦化して均一な厚さに保形して平坦化樹脂載置フィルム16を形成し、次に、平坦化樹脂載置フィルム16をインローダ2に係着すると共に、インローダ2にて平坦化樹脂載置フィルム16におけるフィルム凹部14をキャビティ(凹部)10に合致・嵌装(嵌合セット)することにより、凹部付フィルム15を被覆したキャビティ10内に平坦化顆粒樹脂7を供給セットする。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
繊維強化複合材料の製造装置及びその製造方法
【課題】気圧差を利用して繊維質基材に液状樹脂を含浸し硬化させて複合材料を形成するVaRTM(Vacuum assisted Resin Transfer Molding)技術において、繊維体積含有率Vfが高くさらに面内分布の均一な繊維強化複合材料の製造技術を提供する。
【解決手段】繊維質基材(31)を気密状態にして載置する成形型(32)と、大気圧よりも低圧で液状樹脂(L)を収容し注入管(13)が繊維質基材(31)の近傍に接続される第1密封容器(10)と、吸引管(23)が繊維質基材(31)の近傍に接続する第2密封容器(20)と、第1密封容器(10)を大気開放して気圧差(ΔP)を生じさせる開放弁(11)と、この気圧差(ΔP)の維持/解消を切り替える切替弁(41)を有する連通管(40)と、第2密封容器(20)に接続してその内部を減圧するとともに、連通管(40)を通じて第1密封容器(10)の内部も減圧する真空ポンプ(50)を備えるな繊維強化複合材料の製造装置(90)であることを特徴とする。
(もっと読む)
101 - 120 / 170
[ Back to top ]