
Fターム[4F204FW21]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形品の後処理・後加工 (254) | 機械的処理 (102)
Fターム[4F204FW21]の下位に属するFターム
バリ取り(脱型後の) (16)
切断 (40)
切削、研磨 (18)
変形、形状調整 (11)
Fターム[4F204FW21]に分類される特許
1 - 17 / 17
ウエザーストリップ
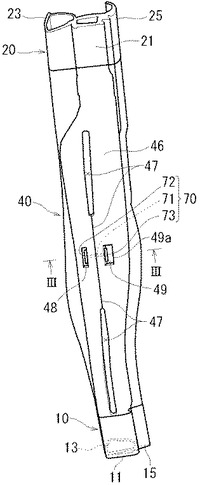
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
樹脂基複合材の製造方法

【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
圧縮成形法及び同成形法により成形される強化熱可塑性部品
繊維強化部品は、異なる長さを有し、かつ当該部品のほぼ全体に亘ってランダムに配向した繊維で強化した圧縮成形熱可塑性樹脂により形成される。 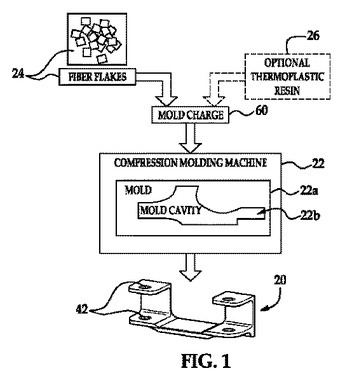 (もっと読む)
(もっと読む)
樹脂成形体の製造方法及び樹脂成形体
【課題】樹脂成形体におけるクリープの抑制を目的とする。
【解決手段】樹脂成形体1は、熱硬化性樹脂であるエポキシ樹脂をマトリックスにし、炭素繊維からなる強化繊維を含有した繊維強化複合材で成形されている。容器2内部は、加熱装置により所定温度に加熱されている。樹脂成形体1は、容器2内に備えられた支持台3の上に固定される。支持台3上の樹脂成形体1に対して、加圧装置4が下降し、樹脂成形体1を圧縮することで、樹脂成形体1に圧力が加えられる。加圧状態が所定時間保持された後、加圧装置4が樹脂成形体1から離れ、加圧が終了する。加圧された樹脂成形体1は加圧により形成された変形部5を有する。加圧後の樹脂成形体1の変形部5は、変形しており、締結後のクリープを抑制する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】貫通孔を形成する際に穿孔工具の回転中心がぶれることを防止でき、尚且つ、穿孔工具で形成される貫通孔の両端にエッジが形成されない樹脂成形品及びその製造方法を提供する。
【解決手段】穿孔工具により貫通孔2が形成された樹脂成形品である。貫通孔2の中心軸方向の両側に貫通孔2側に行く程小径となって貫通孔2に連続するテーパー孔11が形成される。各テーパー孔11の内周面が、樹脂成形品の成形時において形成された面で且つ穿孔工具により穿孔されずに残った面で構成される。
(もっと読む)
光学成形品の成形方法
【課題】発光製品の発光部に装着する光学レンズ(光学成形品)を成形する樹脂材料(成形材料)の製品化率を効率良く向上し得て、製品(光学成形品)の生産性を効率良く向上させる成形方法を提供する。
【解決手段】圧縮成形用金型1(上下両型)2、3を用いて、離型テープ12を載置した所要複数個の成形孔11を有するキャリア10を、下型3の所要位置に供給して上下両型2、3を型締めすると共に、離型フィルム8を被覆した下型キャビティ4(キャビティ4の底面に所要複数個の小キャビティ5)内で加熱溶融された樹脂材料9をキャビティ底面部材6で押圧することにより、成形孔11と小キャビティ5とから成る空間部で光学レンズ15を圧縮成形した光学レンズ15を所要複数個有する成形済キャリア13を形成し、更に、成形済キャリア13の成形孔11から光学レンズ15を突き出して分離する。
(もっと読む)
樹脂シートの製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】溶融樹脂を型ローラ44とニップローラ46でニップしてシート状に成形した樹脂シートAの表裏面に保護フィルム52をラミネートした状態でアニール処理して成形時の残留歪みを除去する際に、保護フィルム52として粘着力が0.05〜0.3N/25mmの弱粘着層を有するものを用いる。
(もっと読む)
カウンター
【課題】製品の部位によって異なる特性を得ることができ、製品コストの上昇を抑制することができるようにすること。
【解決手段】カウンター10は、相互に異なる第1及び第2の成形材料M1,M2を同時に圧縮して成形される。カウンター10は、第1の成形材料M1により形成されるカウンター本体12と、第2の成形材料M2により形成され、カウンター本体12に連なって設けられるボウル13とを備えている。カウンター本体12と、ボウル13とでは、特性が異なっている。
(もっと読む)
プレス金型及びプレス成形方法
【課題】「ばり」取り作業が不要となるプレス金型を提供する。
【解決手段】プレス金型10は、スタンパブルシート12が所定形状の製品になるように挟み込まれて成形される成形空間14を形成する雄型20と雌型30を備えている。雄型20には、スタンパブルシート12がプレス加工に先立って載置される直方体状の載置台22と、この載置台22の下に連続して位置する下台24と、これら載置台22及び下台24を支える基台26が形成されている。雌型30には、直方体状の空間(この空間の一部が成形空間14を構成する)の上面と外壁面を取り囲むように形成された成形面32と、この空間の底面の周縁部に相当する位置にあって、成形面32の下端に直交して広がる仕切面34とが形成されている。成形面32の下端部と仕切面34とによって段差36が形成されている。
(もっと読む)
繊維強化複合体の製造方法
【課題】良好な切断面を有する繊維強化複合体を精確かつ簡便に低コストで製造する方法を提供する。
【解決手段】強化繊維にマトリックス樹脂を含浸したプリプレグを、キャビティ20及び30を有する成形型2及び3を用いて硬化させることにより繊維強化複合体を製造する方法であって、成形型2及び3のキャビティ20及び30が繊維強化複合体の外形に対応した形状を有し、キャビティ20及び30にプリプレグを挟持した状態で、キャビティ20及び30の縁(壁面20c及び30d)に沿ってプリプレグの余肉を切除した後、マトリックス樹脂を硬化させる方法。
(もっと読む)
高強度高結晶性四フッ化エチレン樹脂圧縮成形体
【課題】予め電離放射線を照射した四フッ化エチレン樹脂粉末を室温で圧縮成形したのち焼成する工業的な汎用技術により、実用強度を保持し、高い結晶化度と高い延伸性ならびに引裂き強度、さらには、ガス透過度、圧縮クリープ、線膨張率などを著しく改善した四フッ化エチレン樹脂の成形品を提供する。
【解決手段】電離放射線の吸収線量が0.5kGy〜3kGyである四フッ化エチレン樹脂成形用粉末を用い、それを成形した樹脂の結晶融解熱量が27J/gから40J/gの範囲にあって、その引張り破断強度の保持率が電離放射線を照射しない成形用粉末を用いたときの1/2以上である高い延伸性を持つ、四フッ化エチレン樹脂圧縮成形体。
(もっと読む)
プラスチック光学素子の熱圧着成形
プラスチック素子を形成する方法は、第一の金型に、ある量の液体前駆体材料を分注することと、分注された液体前駆体材料の上部で前記第一の金型上にキャリア・テープを位置決めすることと、キャリア・テープと第一の金型とに接触するように、第二の金型を移動させることと、第一の金型と第二の金型とに圧力を印加することとを含む。液体前駆体材料は、液体シリコーンを含んでもよい。シートの形式で多数のレンズを生産してもよく、成形後にシートから個々のレンズを分離してもよい。成形の間に、プラスチックを少なくとも部分的に硬化させてもよい。  (もっと読む)
(もっと読む)
充填材入りフッ素樹脂シートの製造方法および充填材入りフッ素樹脂シート
【課題】フッ素樹脂の充填率が低く充填材の充填率が高い場合であっても、高い応力緩和特性と高い気密特性(シール性能)とが両立した充填材入りフッ素樹脂シートおよびその製造方法を提供すること。
【解決手段】フッ素樹脂、充填材および加工助剤を含有するシート形成用樹脂組成物を、ロール温度を40〜80℃として圧延する工程を含み、該加工助剤が、分留温度が120℃以下である石油系炭化水素溶剤を30質量%以上(ただし、加工助剤重量を100質量%とする。)含んでなる
ことを特徴とする充填材入りフッ素樹脂シートの製造方法。
(もっと読む)
ポリイミド類からのブロック共重合体を生成するための製造方法並びに粉末及び成型品の生産のためのブロック共重合体の使用方法
本発明は、粉末状のポリイミド−ポリイミド共重合体の準備のための製造方法について記述してある。結果物としてのポリイミド−ポリイミドブロック共重合体とそれを用いて生成された材料は、直接成型法か又は高温圧縮成型法により成型品に加工が可能である。同材料による高分子性の成型品は機械的及び熱的な機械加工及び成型による生産が可能となる。 (もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理を簡単かつ廉価に実施する。
【解決手段】内装部品(ドアトリムアッパー)20は、軽量で保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22とを備えている。そして、発泡樹脂シートSを加熱軟化処理後、成形金型40内に投入し、成形金型40の型締めにより、発泡樹脂シートSを所望の曲面形状にプレス成形するとともに、その内面側に樹脂リブ22を射出成形により一体化する。そして、発泡樹脂基材21の成形時に、製品キャビティCの外周に設けられた潰し用ブロック44,45,46により、巻込みシロ25を一体に形成し、成形後、成形金型40から脱型して、この巻込みシロ25を簡単に巻込み処理することで、外周部見栄えと強度をアップさせる。
(もっと読む)
熱伝導性基板の製造方法
【課題】本発明は熱伝導性基板の製造方法に関するもので、金型形状の簡素化を目的としたものである。
【解決手段】回路形成用導体2に外枠11と端子5とつなぎ桟12と接続部13とを設け、下金型6の上に回路形成用導体2と、部分硬化状態で可撓性を有するシート形状の熱硬化性樹脂組成物1と、放熱用金属板4とを順次下方から上方へと積み重ねた後、上金型7を載せ、中金型8によって熱硬化性樹脂組成物1を押さえた際に流れ出る熱硬化性樹脂組成物1をせき止められるよう、つなぎ桟12および接続部13が回路形成用導体2に配置されている熱伝導性基板の製造方法とすることにより課題を解決する。
(もっと読む)
1 - 17 / 17
[ Back to top ]