
Fターム[4F204FW23]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形品の後処理・後加工 (254) | 機械的処理 (102) | 切断 (40)
Fターム[4F204FW23]に分類される特許
1 - 20 / 40
成形樹脂塊の圧縮分割機
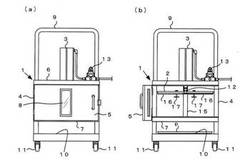
【課題】成形樹脂塊の圧縮と分割を同時処理することで、熱溶融した成形樹脂塊を迅速かつ容易に扁平にすると共に、複数に分割して小さくすることができ、その後の取り扱いを容易に行えるようにして、処理後の成形樹脂塊を小型の粉砕機でも処理できる。
【解決手段】成形樹脂塊mを載せたプレートpを入れる筺体4の開口部に開閉扉5を設けた装置本体1と、装置本体1内で、往復動機構3により昇降し、プレートp上の成形樹脂塊mを押し潰すプレス板2と、プレス板2の下面に取り付けられた、成形樹脂塊mを分割する分割刃16と、圧縮の際にプレス板2に張り付いた成形樹脂塊mを押し落とす落とし具17と、を備えた。
(もっと読む)
半導体発光装置の製造方法。

【課題】製品間における発光色のばらつきや発光面内における発光色のむらを防止できる半導体発光装置の製造方法を提供する。
【解決手段】基板10の素子搭載面に複数の発光素子20を搭載する。基板上における複数の発光素子の配列に対応して配列された複数のキャビティ122を基準面に有する金型120に平均粒径が5μm以上の蛍光体粒子32を含む蛍光体含有樹脂30を供給する。発光素子の各々がキャビティの各々に収容され且つ素子搭載面aと基準面bとが蛍光体含有樹脂を間に挟んで密着した状態で蛍光体含有樹脂を圧縮成形する。圧縮成形する工程において、素子搭載面と基準面の間に介在する蛍光体含有樹脂の厚さLを蛍光体粒子の平均粒径の15倍以上に設定する。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
レンズの製造方法
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
ゴムシートの製造ラインおよび製造方法
【課題】設備の大型化を伴わずにシートの厚みのバラツキを抑制することができるゴムシートの製造ラインおよび製造方法を提供する。
【解決手段】第1カレンダーロール1と、第1カレンダーロール1との協働によりゴム材料5からゴムシート6aを連続的に圧延成形する第2カレンダーロール2と、第3カレンダーロール3と、正回り方向へ回転し、第3カレンダーロール3との協働によってゴム材料5からゴムシート6bを連続的に圧延成形する第4カレンダーロール4と、を備え、一対のゴムシート6a、6bを重合した状態の下で、第2カレンダーロールと第4カレンダーロールとの協働によってゴムシート6を圧延成形できる様に構成され、得られたゴムシート6の両側部を裁断するゴムシートの製造ラインである。ゴム材料5を一対のカレンダーロールの両側の2ヶ所の供給部に連続的に供給でき、かつ、2ヶ所の投入部間の距離aが、ゴムシートの幅bよりも大きい。
(もっと読む)
成形体の製造装置及び製造方法
【課題】 成形体の形状精度を低下させることなく、成形体の生産性を向上することができる成形体の製造装置及び製造方法を提供する。
【解決手段】 本発明は、成形体の形状に合わせて形成された型部12a及び12bを有する一対の金型本体7a及び7bを備え、一対の金型本体7a及び7bのうちの一方の金型本体7aに塗布された熱可塑性樹脂18を他方の金型本体7bで押付けて成形体を成形する成形体の製造装置である。型部12a及び12bを一対の金型本体7a及び7bに複数有し、他方の金型本体7bが熱可塑性樹脂18を一方の金型本体7aへ押付けている状態で、隣り合う型部12a及び12bの間に位置する熱可塑性樹脂18の部分に開口を形成する開口形成手段13を備える。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
タイヤ部材用トップ反の製造方法
【課題】トップ反を裁断して得られたタイヤ部材を生タイヤに貼り付け加硫を行う際、エンズ分布が不均一になることがないタイヤ部材用トップ反の製造方法を提供する。
【解決手段】平行かつ所定間隔で配列してなるテキスタイルコード3と、テキスタイルコード3と略直角方向に向く横糸とが織り合わされたテキスタイル部材5に、トッピングゴム6を被覆してタイヤ部材用トップ反8を製造する方法であって、環状溝22がロール軸方向に所定間隔で形成されると共に、環状溝22間に切断刃23が突出して設けられた溝付きロール21をテキスタイルコード3と略直角方向に配置し、テキスタイル部材5を溝付きロール21に通過させることにより、横糸4を切断刃23で切断すると共に、テキスタイルコード3を環状溝22に嵌め込んで整列させ、その後、横糸4が切断されたテキスタイルコード3をカレンダー装置1に搬入して、ゴムをトッピングする。
(もっと読む)
ゴムマット及びその製造方法
【課題】衝撃吸収効果、疲労軽減効果、スリップ抑制効果などが優れており、更には耐久性も優れている、ゴムマットを提供する。
【解決手段】ゴムマット10は、本体部101と、本体部101の周縁のエッジ部102とを有しており、本体部101は、発泡ゴム層1上に、補強シート2、更には、非発泡ゴム層3が積層されて一体化された三層構造を有しており、非発泡ゴム層3の表面に、一体に多数の突起部31を等間隔で千鳥状に配置し、エッジ部102は、非発泡ゴムからなる。
(もっと読む)
輪郭成形複合構造物を製造する方法と本方法によって製造された構造物
輪郭成形された複合構造物は、実質的に一定の幅を有する単向性繊維プリプレグ層セグメントによって形成された少なくとも一つの層を含む複合チャージを積層することによって製作される。層セグメントは隣り合わせで重なり合った状態に配置され、層セグメントの長手方向の中央線は、構造物の輪郭線に対して極性配向に位置合わせされている。チャージは構造物の形に成形され硬化される。  (もっと読む)
(もっと読む)
成形装置、成形型の製造方法、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器
【課題】多数の高精度転写体を形成した転写体集合基板を短時間・高量産性で形成できる成形装置、製造方法を提供する。
【解決手段】転写型としての転写マスタ9のサイズを1パターンと小さくすると共に、光照射装置11を基板保持部4の上方に配置して該光照射装置11から紫外線などの光を斜め下方向に照射し、透明基板の裏面または基板保持部4の基板保持面で光を反射させ、該反射光を転写体材料に照射して光硬化させる。
(もっと読む)
健康シート
【課題】製造が容易で、安価な健康シートの製造方法及び健康シートを提供する。
【解決手段】フェノール樹脂を除いた炭化水素を主要構成成分とする人工高分子化合物あるいはフェノール樹脂を除いた炭化水素を主要成分とする有機固形廃棄物の無酸素乾留熱分解物である一次の炭化物、あるいは当該炭化物を賦活化処理した二次の活性炭のうち少なくとも一種もしくはこれらの混合物と、シリコンゴムとを混練する工程と、成形型に入れて加圧する工程と、180℃〜200℃にて5分間の1次加熱する工程と、180℃にて3〜4時間の2次加熱する工程と、成形型から取り出し裁断する工程とからなる。
(もっと読む)
試験用ローラ及び試験装置
【課題】材料の加工に適したローラの表面特性を容易に特定する。
【解決手段】ローラの材料に対する表面特性を試験するための試験用ローラ1であって、異なる表面特性を有すると共に同軸上に配列される複数のリング部材4を備え、当該リング部材4の外周面によって材料に対して加工を行う加工面が形成されている。前記リング部材同士が当接されて前記加工面が面一とされている。
(もっと読む)
グラスウールの加熱圧縮成形方法
【課題】従来のフェノール樹脂を加熱硬化させながら同時に圧縮成形を行う方法での、成形に長時間を要し、コスト高になることを避ける成形方法を提供する。
【解決手段】グラスウール原反フィーダー11から予備加熱ステーション2、次いで加熱圧縮成形ステーション3を経由して、トリミングステーション4まで該グラスウール1を裁断することなく移送、加工し、該トリミングステーション4で裁断することにより前記課題を解決した。
(もっと読む)
予備成形金型、予備成形装置、予備成形方法および予備成形樹脂
【課題】計量機構の精度や数に頼ることなく、区分管理した場合の各樹脂(樹脂個片)の樹脂量の精度を確保しつつ、計量時間の増大を防止する。
【解決手段】半導体チップが搭載された被成形品に対する封止材料としての樹脂を予め所定の形状に成形するための加熱圧縮金型141であって、対向して配置される予備成形上型と加熱下型142を備え、加熱下型142を構成する加熱圧縮下型144の表面144Bに、相手金型の対向面に接触することのないエッジ144Aを形成する。
(もっと読む)
繊維基材の成形方法及び成形装置
【課題】繊維基材の圧縮成形と切断とを行う際のバリの発生を抑制できる繊維基材の成形方法及び成形装置を提供する。
【解決手段】加熱された繊維基材11を当該繊維基材11の外縁部の少なくとも一部が成形型12,13からはみ出している状態で圧縮成形する圧縮成形工程と、前記圧縮成形工程の後、前記成形型12,13を型締めしたままの状態で、前記繊維基材11の前記成形型12,13からはみ出している部分11cを切断刃25により切断する切断工程と、を含む。圧縮成形の際ではなく圧縮成形後に切断するので、バリの発生を抑制できる。
(もっと読む)
合成樹脂表皮材の製造方法
【課題】絞押された合成樹脂シートで製造される製品・部品の所定に位置・場所に所望の加飾(デザイン)を連続的に生産性よく施すのに好適な合成樹脂表皮材の製造方法の提供
【解決手段】長尺の合成樹脂シート10をアキュームレータ12を介して連続的に供給する第1の工程と、供給された長尺の合成樹脂シート10をプレス盤18Aと該プレス盤に対応する絞プレス盤18Bとの間で挟圧して絞押する第2の工程と、絞押された長尺の合成樹脂シートを裁断する第3の工程と、を有する合成樹脂表皮材の製造方法である。
(もっと読む)
光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置
【課題】被接合部材との位置決めを良好に行うことができ、被接合部材との接合を良好に行うことができる光学部品製造することができる光学部品の製造方法、及び光学部品製造装置と、上述のような光学部品の成形に用いられる型を製造することができる型の製造方法、及び型製造装置を提供する。
【解決手段】造形装置10は、光硬化性樹脂と、この光硬化性樹脂に光学部品部404、及び凸部406を形成するための形状を有する第1の転写体102とを互いに接触させ、光硬化性樹脂を第1の転写体102にならって変形させる変形工程と、変形した光硬化性樹脂を硬化させる硬化工程と、光硬化性樹脂と第1の転写体102とを互いに離間させる離間工程とを有し、光硬化性樹脂に第1の転写体102の形状を転写する転写工程を複数回繰り返してレンズアレイ402を製造する。
(もっと読む)
1 - 20 / 40
[ Back to top ]