
Fターム[4F205AA04]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | ポリオレフィン (339) | ポリエチレン系 (98)
Fターム[4F205AA04]の下位に属するFターム
HDPE (10)
LDPE (4)
LLDPE (4)
EPM、EPDM、EPT (1)
エチレン−酢酸ビニル共重合体 (2)
Fターム[4F205AA04]に分類される特許
41 - 60 / 77
繊維強化熱可塑性樹脂テープ製造装置及び繊維強化熱可塑性樹脂テープの製造方法
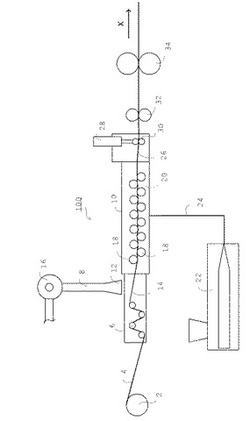
【課題】長繊維テープの製造を目的とし、繊維強化熱可塑性樹脂テープを製造する際に、毛羽に起因する工程トラブルを低減させる。
【解決手段】炭素繊維束を開繊する複数の開繊バー6と、前記開繊バーの後段に設けた毛羽吸引器8と、前記毛羽吸引器の後段に設けてなり内部に複数の摺接バー18を有する含浸ヘッド10を備える熱可塑性樹脂含浸機と、前記熱可塑性樹脂含浸機の後段に設けた引取りローラ34とを有する繊維強化熱可塑性樹脂テープ製造装置100を用いて、開繊操作で発生する毛羽を前記毛羽吸引器で吸引して除去する。
(もっと読む)
回転成形法による多層成形品

【課題】ポリエチレン系樹脂層とポリプロピレン系樹脂層とを積層させた回転成形法による多層成形品であって、層間の接着強度に優れた回転成形法による多層成形品及びその製造方法を得る。
【解決手段】ポリエチレン系樹脂から形成されたポリエチレン系樹脂層と、ポリプロピレン系樹脂から形成されたポリプロピレン系樹脂層と、ポリエチレン系樹脂層とポリプロピレン系樹脂層の間にこれらの層と接して配置され、ポリエチレン系樹脂と、該ポリエチレン系樹脂より融点が高いポリプロピレン系樹脂の混合物から形成された混合樹脂層とを備えることを特徴としている。
(もっと読む)
中空引抜成形品の製造方法
【課題】中子治具を検討することにより均等な肉厚製品を得、高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を提供する。
【解決手段】複数本の繊維系に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型1が、成形品の外形を形成する外型2と、冷却媒体が通過可能な中空部分を有する中子治具3とからなり、該中子治具3を外型2温度よりも低温にして成形を行う中空引抜成形品の製造方法。
(もっと読む)
二重壁構造の角形容器およびその製造方法
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
圧力容器
圧力負荷された流動性またはガス状の媒体のための圧力容器であって、巻き体として被着されかつ合成樹脂内に埋め込まれている繊維から成る第1の補強部(22)が設けられており、第1の補強部(22)に対して付加的に第2の補強部(23)が設けられており、該第2の補強部(23)が、第1の補強部(22)の破断伸びよりも小さな破断伸びを有しており、第1の補強部(22)がそれ自体単独で、圧力容器(20)内の媒体の圧力から生ぜしめられる力を全体的に受け止めるために十分であり、第2の補強部(23)の破断を表示するための手段が設けられている圧力容器(20)が提供される。 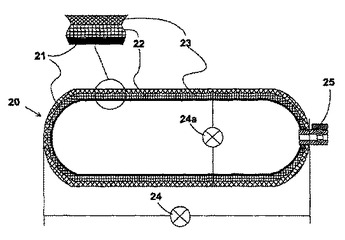 (もっと読む)
(もっと読む)
引抜成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引抜成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型が、熱硬化性樹脂組成物を含浸された繊維糸を引き込む第1の金型1、該第1の金型1に続く第2の金型2及び引抜成形品が引き出される第3の金型3を含む複数個の金型を組み合わせて一体に構成され、かつ、第1及び第2の金型が筒型であり、第3の金型が割型であることを特徴とする。
(もっと読む)
回転成形用エチレン系重合体パウダーおよび回転成形容器
【課題】熱安定性、成形加工性に優れる回転成形用エチレン共重合体パウダーを提供する。
【解決手段】下記(A)〜(F)を満足するエチレン系重合体よりなり、平均粒径が50〜800μmであるエチレン系重合体パウダーを用いる。(A)密度(d)が925〜960kg/m3、(B)MFRが1〜30g/10分、(C)末端ビニル数が1,000C当たり0.2個以下、(D)160℃で測定した溶融張力(MS160)とMFRの関係が、MS160>90−130×log(MFR)、(E)190℃で測定した溶融張力(MS190)とMS160の関係が、MS160/MS190<1.8、(F)流動の活性化エネルギー(Ea)と密度の関係が127−0.107d<Ea<88−0.060d
(もっと読む)
着色した回転成形物品。
【課題】着色した回転成形物品。
【解決手段】ビステトラヒドロインデニル成分をベースにした触媒系を用いて製造したエチレンのコポリマーと顔料とをドライブレンドしたものに、任意成分としてポリエーテル-ブロックコポリアミドを進化したものを用いて回転成形する。
(もっと読む)
回転成形法による中空成形体の製造方法
【課題】耐薬品性等に優れ、かつ漏れ等が生じにくい緻密性の高い仕切板が設けられた中空成形体を回転成形法で製造する。
【解決手段】内部空間A1,A2,A3を仕切る仕切板3,4が設けられた中空成形体1を回転成形法により製造する方法であって、少なくとも表面全体に樹脂層3b,4bが設けられた仕切部材3,4を金型内に設置してその位置を固定した後、該金型を加熱して金型内に投入した粉末状の熱可塑性樹脂を加熱溶融させるとともに金型を回転させて、金型の内壁面に溶融した樹脂を付着させ、中空成形体の壁部2を形成するとともに、仕切部材表面の樹脂層と溶融した樹脂とを一体化させ、仕切部材からなる仕切板3,4と中空成形体の壁部2とを一体的に形成して内部に仕切板3,4が設けられた中空成形体1を成形することを特徴としている。
(もっと読む)
粉末成形用樹脂組成物及び成形体
【課題】 耐ブロッキング性に優れ、良好な粉体流動性を示し、溶融性、および耐熱性に優れた粉末成形用樹脂組成物を得ることを課題とする。
【解決手段】 メタアクリル系重合体を主成分とするメタアクリル系重合体ブロック(a)およびアクリル系重合体を主成分とするアクリル系重合体ブロック(b)からなり、メタアクリル系重合体ブロック(a)およびアクリル系重合体ブロック(b)のうち少なくとも一方の重合体ブロックに酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、1分子中に平均1.1個以上のエポキシ基を有するアクリル系重合体(B)とからなるアクリル系重合体粉体(C)100重量部に対し、平均粒子径30μm以下であり、かつ粉体(C)より小さい平均粒子径を有する樹脂粉末(D)を0.01〜30重量部を添加してなる粉末成形用樹脂組成物とする。
(もっと読む)
回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用
【課題】回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用。
【解決手段】本発明は回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用に関する。これら添加剤は、溶融プロセスの段階中に、より高温方向へのより広範な温度範囲をもたらすので、プロセス安定性を高める。
(もっと読む)
樹脂被覆発泡ペレット
【課題】 外観の美しい、二重壁発泡構造の箱形容器の提供。
【解決手段】 少なくとも熱可塑性樹脂、発泡剤および架橋剤を含有する発泡ペレットが、さらに熱可塑性樹脂で被覆されている樹脂被覆発泡ペレットと、熱可塑性樹脂を含有する樹脂組成物を用い、回転成形して得られる二重壁構造の箱形容器。樹脂被覆発泡ペレットの作用により、外皮が十分に厚く形成されているため、外皮が薄くなって発泡層が透けて見えたりすることによる外観不良がない。
(もっと読む)
セルロースアシレートフィルム積層体、偏光板及び液晶表示装置
【課題】ケン化時のムラを防止し、ケン化液の寿命を向上させて生産性が向上し、且つRe、Rthが小さく、欠陥やムラのないセルロースアシレートフィルムを得るためのセルロースアシレートフィルム積層体の提供。またこのフィルム積層体を用いた、高性能の偏光板の保護フィルムの作製、及びこれらを用いて廃材の少ない環境に配慮した液晶表示装置の提供。
【解決手段】特定のレターデーション範囲を有するセルロースアシレートフィルムと、熱可塑性フィルムとを含有するフィルム積層体。
(もっと読む)
環状塗布装置、環状塗布方法、及び無端ベルトの製造方法
【課題】浸漬塗布よりも塗液の必要量が少なくて済む環状塗布を利用して、芯体を塗布しても、環状シール材が被塗布物である芯体の表面と擦れることによる磨耗を防止し、塗膜への磨耗紛の付着をなくすことが可能な環状塗布装置及び環状塗布方法を提供すること。
【解決手段】例えば、芯体昇降装置40により、芯体保持部材43及び塗布槽保持部材44で芯体10及び環状塗布槽20を一体的に保持しつつ、同期して上昇させるので環状塗布槽20における環状シール材23の穴23Aへの嵌め込み状態が変化しない状態、即ち常に環状塗布槽20の環状シール材23の穴23A周辺部が常に芯体10の上昇方向に湾曲した状態となり、環状シール材23の穴23A周辺部が芯体10の下降方向の力を受けることがなくなり、環状シール材23の磨耗が防止され、塗膜21Aへの磨耗粉の付着が防止されるほか、環状シール材が下向きに湾曲して塗液が漏れることもなくなる。
(もっと読む)
多層構造体、及び多層構造体の製造方法
【課題】溶液中に形成される逆ミセルの鋳型を利用して、パターニングされ、形態、細孔の径、その密度等が制御された細孔を有する薄膜及び基板等からなる多層構造体、及び該薄膜の細孔内に機能性物質が埋め込まれた多層構造体を提供する。
【解決手段】有機ポリマー及び両親媒性物質からなりかつ細孔(P)を有する薄膜(A)、基板(B)、並びに薄膜(A)と基板(B)の層間の少なくとも一部を形成している中間層(C)から構成される多層構造体であって、薄膜(A)と相対する中間層(C)側の面に基板(B)と中間層(C)、又は中間層(C)から形成されるパターニングされた疎水性部(S)が設けられ、薄膜(A)中の細孔(P)が疎水性部(S)と相対する薄膜部(Ap)に偏在するようにパターニングされ、かつ両親媒性物質が細孔(P)の辺縁部に存在している多層構造体。
(もっと読む)
ポリエチレン粉末混合物から作られた回転成形物品
【課題】ポリエチレン粉末混合物から作った回転成形物品
【解決手段】多層の回転成形物品に接着性、難燃性および低透過性を与える層を作るための、ポリエチレン樹脂と官能化ポリオレフィンまたはアイオノマーとから成るドライブレンドと、熱可塑性樹脂との使用。
(もっと読む)
ポリエチレンを含む混合物から製造される単層回転成形物品
【課題】回転成形(rotomoulded)で得られる単層の物品。
【解決手段】この単層物品はポリエチレンと、官能化ポリオレフィンと、ポリエーテルエステル、飽和ポリエステル、ポリカーボネートまたはポリアミドの中から選択される一種または複数の他の成分とを混合したブレンドを用いて製造される。
(もっと読む)
二重層回転成形方法
【課題】回転成形によって製造された二重層物品。
【解決手段】(a)50〜100重量%のポリエチレン(PE)と50〜0重量%の官能化されたポリオレフィンとから成る組成物で作られた内側層と、(b)ポリエーテルエステル、飽和ポリエステル、ポリカーボネートまたはエチレン-酢酸ビニル(EVA)から選択され材料の外側層とから成り、2層間の接着が上記内側層の組成物によって行なわれる。
(もっと読む)
発泡複合体及びその製造方法
【課題】
用途に応じて選択された、種々の表皮を有する発泡複合体を製造する方法を提供すること。
【解決手段】
発泡体コアと、発泡体コアを覆う表皮とを有する発泡複合体の製造方法であって、架橋剤を含む架橋性樹脂粉末(1)、熱可塑性樹脂粉末(2)、及び架橋剤及び発泡剤を含むポリオレフィン粒状体(3)を金型内に投入し、金型を回転しながら加熱することを特徴とする発泡複合体の製造方法。
(もっと読む)
引き抜き成形法及び該方法によって製造される物品
本発明は、長繊維強化成形組成物の製造方法であって、以下の工程:
(a)張力下のマルチフィラメントの少なくとも一つのマルチフィラメントストランドを、表面を超えて送って(passing over a surface)、それにより、少なくとも一つのストランドにおいて、マルチフィラメントをばらばらにひろげて(spread apart)開かれたマルチフィラメントストランドを形成し;
(b)張力下の開かれた(opened)マルチフィラメントストランドを第1の含浸装置に導入し;
(c)第1の熱可塑性成形組成物を第1の含浸装置に導入し、ここで、第1の熱可塑性成形組成物は、少なくとも一つの熱可塑性ポリマー、熱可塑性ポリマーとマルチフィラメントの表面との間の共有結合の形成を触媒する少なくとも一つの触媒を含み、及び所望の場合には、触媒の活性に悪影響を与えない他の添加剤を含む;
(d)少なくとも一つの開かれたマルチフィラメントストランドに、可塑化された第1の熱可塑性成形組成物を含浸し;
(e)第1の含浸装置から形成された繊維強化ストランドをドローオフ(draw-off)し;
(f)繊維強化ストランドを第2のダイに送り;
(g)第1の熱可塑性成形組成物とは異なり、少なくとも一つの熱可塑性ポリマー及び添加剤を含む第2の熱可塑性成形組成物を第2のダイに導入し;
(h)繊維強化ストランドを、第2のダイにおいて可塑化された第2の熱可塑性成形組成物で被覆(sheathing)し;
(i)第2のダイから第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドをドローオフし;
(j)適当な場合には、第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドを、冷却し、成形し、ペレット化し、及び/又は更に加工する;
工程を包含することを特徴とする方法に関する。 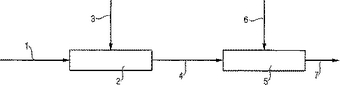 (もっと読む)
(もっと読む)
41 - 60 / 77
[ Back to top ]