
Fターム[4F205AJ08]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 装置又は装置部材の材料の特徴 (629) | 構造の特徴 (179)
Fターム[4F205AJ08]の下位に属するFターム
積層構造(被覆層、表面層の構造など) (76)
多孔質 (18)
Fターム[4F205AJ08]に分類される特許
41 - 60 / 85
環状シームレス成形体製造用の連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置
【課題】環状シームレス成形体の生産性に十分に優れた連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置を提供すること。
【解決手段】軸方向で互いに連結/切り離し可能な2個以上の金型ユニット1を連結させてなり、表面に樹脂溶液を塗布されて、環状シームレス成形体を製造するための連結式金型であって、金型ユニット1が軸方向について一方の端部の樹脂溶液塗布面に隆起した段差部5を有し、隣接する金型ユニット間において段差部を有する端部と段差部を有しない端部とが連結されている連結式金型、および該連結式金型を構成する金型ユニット。上記連結式金型に対して一端側から樹脂溶液を連続的に塗布する環状シームレス成形体の製造方法であって、個々の金型ユニットにおいて段差部を有する端部が樹脂溶液塗布方向の下流側になるように樹脂溶液を塗布する環状シームレス成形体の製造方法。上記連結式金型を有する環状シームレス成形体の製造装置。
(もっと読む)
環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法および製造装置

【課題】膜厚が比較的均一で、かつ破損のない成形体を十分に生産性よく製造できる環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法を提供すること。
【解決手段】軸方向で互いに連結/切り離し可能な2個以上の金型ユニットを連結させてなり、一端側から表面に樹脂溶液を連続的に塗布されて、環状シームレス成形体を製造するための連結式金型であって、樹脂溶液の塗布の際に金型ユニット間のつなぎ目に樹脂溶液を進入させないような構成とした連結式金型。上記連結式金型に対して一端側から樹脂溶液を連続的に塗布する環状シームレス成形体の製造方法。
(もっと読む)
環状シームレス成形体製造用の連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置
【課題】膜厚が比較的均一で、かつ破損のない成形体を生産性よく製造できる環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法および製造装置を提供すること。
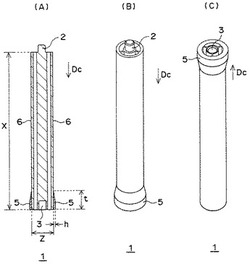
【解決手段】表面に樹脂溶液を塗布されて、環状シームレス成形体を製造するための金型であって、軸方向で互いに連結/切り離し可能な2個以上の金型ユニット1を連結させてなる連結式金型10。上記連結式金型10に対して一端側Aから樹脂溶液4を連続的に塗布する環状シームレス成形体の製造方法。上記連結式金型10を有する環状シームレス成形体の製造装置。
(もっと読む)
環状シームレス成形体の製造方法および製造装置
【課題】膜厚が比較的均一で、かつ破損のない成形体を十分に生産性よく製造できる環状シームレス成形体の製造方法を提供すること。
【解決手段】軸方向で互いに連結/切り離し可能な2個以上の金型ユニットを連結させてなる連結式金型10の表面に対して一端側から樹脂溶液を連続的に塗布しながら、該連結式金型を構成する金型ユニットのうち前記一端側A最端部にある塗布が完了した金型ユニット1aを切り離すとともに、該連結式金型の他端側Bに新規金型ユニット1fを連結させるサイクルを繰り返す環状シームレス成形体の製造方法であって、金型ユニット1aの切り離し前に、該金型ユニット表面の樹脂塗膜を、隣接する金型ユニット1bとのつなぎ目で、エアーの吐出によりカットする環状シームレス成形体の製造方法。
(もっと読む)
環状シームレス成形体の製造用金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法
【課題】離型層に酸化劣化が生じても、酸化劣化が生じた金型部品のみを交換するか、または当該金型部品のみの離型層を再形成することが可能で、経済性に優れた環状シームレス成形体の製造用金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法。
【解決手段】外周面または内周面に有する離型層4の上に成形体用樹脂溶液3を塗布されて、環状シームレス成形体を製造するための金型1であって、樹脂溶液3の塗布領域内の少なくとも1箇所において分割面2が存在する金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法。
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
多孔質ロールを用いたポリビニルアルコール系フィルムの製造方法及びそれによって得られるフィルム
【課題】
ポリビニルアルコール系フィルムの単に生産効率を向上させることが可能であるばかりでなく、ポリビニルアルコール系フィルムにブロッキングを防止するマット面を容易かつ効率的に付与することができる製造方法及びその製造方法によって得られるポリビニルアルコール系フィルムを提供する。
【解決手段】
ポリビニルアルコール系樹脂10〜70重量%からなる水溶液を、回転する加熱されたロールに展延した後、加熱された1μm以下の径孔が100個/cm2以上設けられ、かつ水蒸気が流入可能に孔が形成された多孔質ニップロールを押圧させながら乾燥させること等を特徴とするポリビニルアルコール系フィルムの製造方法及びその製造方法によって得られるポリビニルアルコール系フィルム。
(もっと読む)
引抜成形品の製造方法
【課題】寸法精度に優れ、外観品位の高い引抜成形品を、より高い成形速度で生産性よく製造することのできる引抜成形方法を提供すること。
【解決手段】連続的に給糸した補強繊維に熱硬化性樹脂を含浸させた基材を、加熱した引抜成形用金型空間に挿通するとともに、基材に張力を加えて引き抜くことにより、繊維強化樹脂を成形する引抜成形方法であって、金型空間内での基材中の熱硬化性樹脂の反応率が50〜80%となる部分より、成形方向に垂直な金型空間の断面の面積を、基材入口側金型空間における対応する断面の面積より大きくすること、好ましくは1倍を超え1.1倍以下とすることを特徴とする、引抜成形品の製造方法。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してFRP型、及びFRP成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れるFRP成形品の製造方法及びこの製造方法により作製したFRP成形品を提供することを目的とする。
【解決手段】本発明は、FRP型の織り目模様を施す表面の上にガラス繊維マットを載せて、このガラス繊維マットに不飽和ポリエステル樹脂を含浸させ、この上に織物を載せて、この織物に不飽和ポリエステル樹脂を含浸させた後、前記不飽和ポリエステル樹脂が半硬化となった状態で、前記織物を引き剥がすことにより、前記織物の織り目模様を転写してFRP型を作製する工程と、このFRP樹脂型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
フィラメントワインディング装置
【課題】マンドレルの自動交換を実現するのに好適な取付治具と取付治具の駆動構造を備えているフィラメントワインディング装置を提供する。
【解決手段】マンドレルM1の軸心方向両端に取付治具5を固定する。取付治具5は、チャック6で挟持される保持体10と、保持体10で軸支される軸体12とで構成し、軸体12をマンドレルM1に固定する。取付治具5を挟持するチャック6は、保持体10を挟み固定する一対の挟持体21・22と、一方の挟持体22を接離操作するアクチュエーター23とで構成する。モーター15が配置される側の挟持体21に原動ギヤ18を設け、対応する取付治具5の軸体12に、受動ギヤ16を固定する。チャック6を装着姿勢に切り換えた状態において、取付治具5を両挟持体21・22の対向面の間から軸体12の径方向に沿って相対的に出し入れできるようにして、マンドレルM1の自動交換を実現する。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、基材11と、基材11の表面に形成される離型層14とを有し、離型層14には、水接触角が30°以上50°以下である低水接触領域領域12が複数設けられ、低水接触領域領域12の1つ当たりの面積が0.05cm2以上3.0cm2以下であり、かつ、低水接触領域領域12の総面積が離型層14の全面積の3%以上30%以下である。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物成形体の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、円筒状の基材11と、基材11の表面に形成される離型層と、を有し、基材11の端部12a,12bにおける水接触角が90°以上であり、かつ端部以外の部分14の水接触角が30°から80°であり、上記成形用芯体10の表面に、端部の一部分18a,18bと端部以外の部分14に樹脂を含有する溶液を塗布する塗布工程を有する。
(もっと読む)
FRP成形体の製造方法及び製造システム
【課題】繊維の張力を低減したり、樹脂の粘度を高めることなく、高Vf化を抑制できるFRP成形体の製造方法及び製造システムを提供する。
【解決手段】FRP成形体の製造方法は、フィラメント・ワインディング法によりFRP成形体を製造する方法であって、熱硬化性の樹脂を繊維に含浸させる工程(a)と、中空の回転部材の内部を減圧しながら、樹脂を含浸した繊維を回転部材の周囲に巻き付けることにより、樹脂含浸繊維層を形成する工程(b)とを備える。また、FRP成形体の製造システムは、熱硬化性の樹脂を繊維に含浸させる樹脂含浸部30と、回転部材としてのライナ50を回転駆動する回転駆動部53と、樹脂を含浸した繊維を回転部材の方向に導くことにより、回転部材の周囲に繊維を巻き付ける繊維束ガイド40と、回転部材の内部を減圧する真空ポンプ60とを備える。
(もっと読む)
繊維補強樹脂の成形方法及びそれに用いる成形用型
【課題】繊維補強樹脂中の気泡を確実に除去することを可能にする繊維補強樹脂の成形方法及びそれに用いる成形用型を提供する。
【解決手段】予め樹脂を含浸させて多層で積み重なる繊維織布を型12の型穴14に置く。そのうちの型12は型穴14と外部に繋がる少なくとも一つの穿孔22、32を有する。続いて型12を加熱すると同時に穿孔22、32から型穴14中の気体18を抜き出せば、予め樹脂を含浸させた繊維織布の間の気泡18を確実に抜き出すことが可能なだけでなく、過剰な樹脂まで抜き出すことが可能である。これにより製品の機械的強度をより向上させることが可能となる。
(もっと読む)
溶液製膜方法及び設備
【課題】流延膜を流延ドラムから剥げ残り無く剥ぎ取る他に、流延ドラム表面への析出物の発生を抑える。
【解決手段】流延ドラム32の周面32bに、疎水化層32cを形成する。疎水化層32cをPTFE製とし、水接触角を90°以上にする。流延ダイ30を用いて、ドープ21を流延ドラム32の表面上に流延する。流延ドラム32が回転し、流延ドラム32の表面上に流延膜33を形成する。流延膜33は流延ドラム32上で冷却される。この冷却により、流延膜33から脂肪酸エステルを主成分とする析出物が流延ドラム32の表面に析出しようとするが、疎水化層32cによる撥水性によって、析出物の付着が阻止される。また、撥水性によって、流延膜33の剥ぎ取り時に剥ぎ残りが無くなる。
(もっと読む)
円筒状芯体およびその製造方法、ベルト管状体および画像形成装置
【課題】脱型性の信頼性向上を図る。
【解決手段】円筒状芯体は、円筒状基体と前記円筒状基体の表面に形成された離型層とを有し、前記離型層の表面に存在する凹凸の凸部が研磨され、研磨後の離型層の表面粗さRaが0.1μm以上1.5μm以下であり、研磨後の離型層の凸部の平均間隔Smが20μm以上500μm以下であり、前記離型層の水に対する接触角が50°以上90°以下の範囲である。また、ベルト管状体は、上記円筒状芯体を円筒状金型として用い、前記円筒状金型の表面に、樹脂を含有する樹脂溶液を塗布して形成される。
(もっと読む)
円筒状芯体、ベルト管状体および画像形成装置
【課題】離型層の信頼性向上を図る。
【解決手段】円筒状芯体は、円筒状基体と、前記円筒状基体の表面に形成され樹脂を含有する離型層とを有し、前記離型層は、前記樹脂に層間剥離性を有するフィラーが含有され、前記フィラーは、前記樹脂100質量部に対し1質量部以上5質量部以下で含有され、さらに前記フィラーは、その表面が有機化処理されており、前記円筒状芯体を金型として用い、前記円筒状金型の表面に、樹脂を含有する樹脂溶液を塗布してベルト管状体が形成される。
(もっと読む)
繊維強化プラスチックパネルの製造方法および製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造方法および製造装置を提供する。
【解決手段】 繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間に電気容量センサ10a、10bとなる2本の導線を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、電気容量センサ10a、10bとなる2本の導線間の電気容量を測定し、この測定した電気容量値に基づいて、含浸状況を判断する。
(もっと読む)
耐久性のある表皮層を備えた炭素フォーム成形用具
複合材の成形用具品が、炭素フォームと、一体式の微細粒グラファイト様の表面を形成するように炭素フォームに取付けた封止剤と、表面板材の表皮層とを含む。表面板材は、溶射付着した金属の被覆層、更に好適には、熱又はプラズマ溶射付着した金属で、最適には、プラズマ溶射したインバー金属である。表面板材は、場合により、フラッシュ被覆材を含んでも良い。表面板材は、代わりに、プラスチック材、樹脂材及び炭素−炭素複合材を含む。 (もっと読む)
41 - 60 / 85
[ Back to top ]