
Fターム[4F205AJ08]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 装置又は装置部材の材料の特徴 (629) | 構造の特徴 (179)
Fターム[4F205AJ08]の下位に属するFターム
積層構造(被覆層、表面層の構造など) (76)
多孔質 (18)
Fターム[4F205AJ08]に分類される特許
21 - 40 / 85
成形用スタンパー、反射防止フィルムの製造方法及び反射防止フィルム
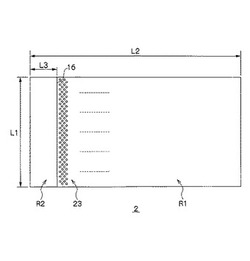
【課題】賦形型が樹脂で目詰まりせず、影も観察されず、且つ泡の巻き込みもない反射防止フィルムの製造に使用する成形用スタンパーを提供する。また、その成形用スタンパーを用いた反射防止フィルムの製造方法を提供する。
【解決手段】可視光領域の波長より小さい周期からなる突起を有し且つその突起の高さが150nm〜450nmの反射防止層を形成するための賦形型23が形成された賦形領域R1と、その賦形型23が形成されていない非賦形領域R2とを有する四辺形のスタンパーであって、非賦形領域R2が、四辺形の一辺に沿って所定の幅L3で設けられ、賦形領域R1に引き延ばす硬化性樹脂14を載せるために用いられる成形用スタンパー2により上記課題を解決する。さらに、この成形用スタンパー2を用いて反射防止フィルム10を製造する。
(もっと読む)
超広幅フィルム製造用キャスティングベルト

【課題】本発明は、超広幅フィルム製造用キャスティングベルトに関する。
【解決手段】本発明は、ソルベントキャスティング工程による光学フィルム製造時に使用されるキャスティングベルトに関し、より詳細には、液晶ディスプレイの偏光板や光学補償フィルムなどに使用されるフィルム製造時に、ドープをキャスティングしてゲル状フィルムを生成するために使用される広幅フィルム製造用キャスティングベルトに関する。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び表示装置
【課題】流延工程において、支持体と流延膜との密着性を向上させ、エアーの混入を抑制し、平面性に優れた、配向角偏差の少ない光学フィルムの製造方法、該製造方法で製造した光学フィルム、該光学フィルムを用いた偏光板及び表示装置を提供すること。
【解決手段】流延工程において、樹脂溶液を流延する前に、流延膜の幅方向両端部と接する支持体の表面の表面エネルギーが、流延膜の幅方向中央部と接する支持体の表面の表面エネルギーよりも高くなるように支持体の表面に活性化処理を施す。
(もっと読む)
成形金型、及びその加熱方法
【課題】遠心成形に適した物理的強度を満たし、しかも誘導加熱の効率を一層向上できる成形金型、及びその加熱方法を提供する。
【解決手段】成形金型1は、その外周面3にマイクロクラッククロムメッキを施した円筒体である。マイクロクラッククロムメッキのメッキ層は、その表面から下地までの厚さが2μm以上であれば良く、硬度がビッカース硬さHv600以上であることが好ましい。メッキ層の割れの密度は400[c/cm]以上であることが好ましい。外周面3に転がり接触するスピンドルローラ15は、成形金型1を水平姿勢で支持し、電動機の出力を成形金型1に回転力として伝達する。電磁誘導コイル17は、外周面3に10mm以下の間隔を空けて対向している。
(もっと読む)
無端ベルトの製造方法
【課題】遠心成形法により、無端ベルトを製造する際に、塗布型から塗布膜を容易に剥離できるようにする。
【解決手段】塗布型1の内周面に、凹部4を形成する。凹部4は、塗布型1の内周面に形成される塗布膜2の軸方向端部に対応する位置に形成される。凹部4に、塗布膜2を乾燥固化させるときの乾燥温度より高い気化温度で気化する充填部材3が充填される。遠心成形法により、塗布型1に塗布膜2を形成する。塗布型1を加熱して、塗布膜2を乾燥固化し、さらに気化温度以上に加熱する。充填部材3が気化して、凹部3から消失する。塗布膜2の端部と塗布型1の内周面との間に隙間ができる。この隙間を利用して、塗布膜2を塗布型1から剥がす。
(もっと読む)
複合要素を製造するための装置および方法
【課題】本願発明の課題は、繊維複合要素を製造するための装置を提供することである。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
(もっと読む)
補強された両端部を有する複合材料ロッドを製造する方法
本発明は、複合材料接続ロッド(24)を製造する方法であって、複合材料から作成されたスリーブ(24)と、固い全体を構成するために、前記スリーブ(24)の両端部(35、40)に固く接続された複合材料の中実の挿入体(26、27)と含むマンドレル(22)を製造するステップと、繊維を編み組みする装置を用いて編み組みされた繊維の1又は複数の層を前記マンドレル(22)の周りに適用するステップと、補強された両端部(28、29)を有するロッド本体を接続する複合材料を形成するために、編み組みされた繊維の層(23)とマンドレル(22)の少なくとも両端部とを固く接合させる結合を確立する、編み組みされた繊維の1又は複数の層(23)に樹脂を注入するステップと、接続ロッド本体のそれぞれの端部(28、29)に、編み組みされた繊維の層と挿入体(26)とを貫通する孔(31、32)を作成するステップとを含む方法に関する。航空分野において、本発明を使用することができる。 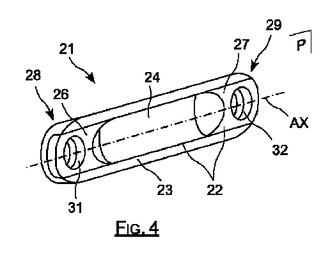 (もっと読む)
(もっと読む)
遠心成型用金型および遠心成型装置
【課題】本発明の目的は、金型本体の保護層の保護が可能な遠心成型装置を提供することにある。
【解決手段】遠心成型装置10は、樹脂を成型するための遠心成型用金型12、その遠心成型用金型12を回転させるローラ14とを備える。遠心成型用金型12は、円筒状の胴部16に外径の大きな凸条部18を設けたものである。ローラ14は凸条部18に接し、胴部16のメッキ層(保護層)20には接しない。ローラ14は凸条部18にのみ接しており、回転するときに、胴部16のメッキ層20が摩耗されることはない。胴部16のメッキ層20は摩耗されず、正確な温度測定をおこなえる。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 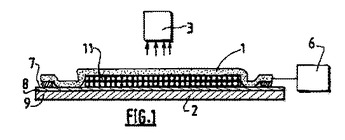 (もっと読む)
(もっと読む)
一体型ヒートパイプを有するマンドレル
一体型ヒートパイプを有するマンドレルは、フィラメントを巻き付けたパイプセグメントおよび容器の製造に使用され、加熱および硬化プロセス中にパイプまたは容器の内部の均一な加熱を行う。ヒートパイプの伝熱特性を使用して加熱または冷却を行うことができる。 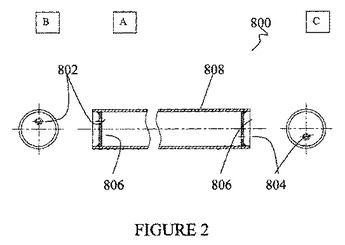 (もっと読む)
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
スピゴット型を有するパイプ部品を回転成形するための方法およびモールドアセンブリ、ならびにそれらによって得たパイプ部品
本発明は、パイプ部品(1)を回転成形するための方法およびモールドアセンブリに関し、そのパイプ部品(1)は、本体(2)と、スピゴット型(3)とを備え、そのスピゴット型(3)は、使用の際に、外側部品と嵌合する外面形状(6)を有する少なくとも1つの専用部分を有する。少なくとも冷却の間、支持構造(8)がパイプ部品(1)に設けられ、そのパイプ部品(1)の少なくとも冷却の間、専用部分(5)の外面形状(6)がモールド(22)の内面形状と一致するように、前記専用部分(5)を前記モールド(22)と接触させるのを維持する。支持構造は、成形の間、パイプ部品の一部となり得る。 (もっと読む)
成形皮膜を生成する方法およびそのための型構成
各皮膜が型(1)の型表面(2)に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9、24、27、34)を製造する方法であって、型自体により提供される第1の型表面を使用することにより、または第1の型表面の一部だけを覆う1つまたは複数の型挿入物を上記型表面上に置くことにより第1の型表面を変え、それにより別の第2の型表面を提供することにより、成形される皮膜の形状に適合する型表面(2)を提供するステップと、提供される型表面(2)により整った形にされるプラスチック配合物を適用するステップと、型表面(2)に適用されるプラスチック配合物を整った形にするステップと、実効型表面(2)から成形皮膜(9)を取り外すステップと、を含む方法。使用される少なくとも1つの型挿入物(7)は可撓性があり、一方では型挿入物(7)は、型挿入物自体の型表面と隣り合う挿入物の側面が、隣接する型表面に角を形成して配置される第1の型表面の壁に対して、具体的にはプラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片で直立する壁に対して接するという点で第1の型表面上に配置される。各皮膜が型の型表面に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9)を成形するための型構成であって、構成は、第1の型表面を有する基礎型、および第1の型表面上に配置され、かつ第1の型表面の一部だけを覆う1つまたは複数の型挿入物を含む型構成。少なくとも1つの型挿入物が可撓性の性質があり、第1の型表面が、隣接する型表面に角を形成して、具体的には型挿入物の第1の型表面から直立して配置される1つまたは複数の壁を持ち、型挿入物が、プラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片でそのような壁に対して型挿入物自体の型表面と隣り合う型挿入物の側面と接する。 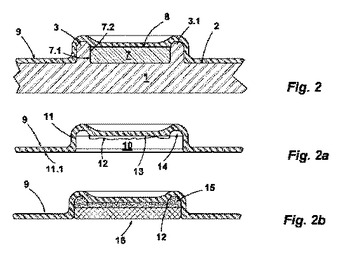 (もっと読む)
(もっと読む)
有機マトリックス複合材から作られる構造部品を製造する方法、および得られる部品
本発明は、補強材(5、7)をその軸方向延長部(XX)に含むマンドレル(3)の上に繊維状材料のロービングを編組することによってプリフォームを形成する繊維構造体(9)を製造するステップと、プリフォームに有機樹脂を含浸させるステップと、この樹脂を硬化させるステップとを含み、前記補強材が、連結部材を収容するために軸(XX)に直角の軸を備えるボア(5’、V)を有する前記カバーを形成する、有機マトリックス複合材から作られる構造部品を製造する方法に関する。方法は、突出する複数突刺(30)が、前記ボア(5’、7’)の両側にあるそれの表面の少なくとも一部を覆って補強材(5、7)の中に組み込まれ、ロービングが前記突刺を取り巻いて少なくとも部分的に交差するように、編組が、突刺を取り巻いて行われることを特徴とする。  (もっと読む)
(もっと読む)
溶液製膜方法
【課題】ポリマーフィルムの擦り傷やしわ等を防止する。
【解決手段】溶液製膜設備は、弾性率が1.0GPa〜10.0GPaの範囲であるときのフィルムを支持する支持手段としてローラ48を搬送路に備える。ローラ48は、溶媒を含む状態でバンドから剥がされたポリマーフィルム12を搬送する。ローラ48は、周方向に沿って形成された、断面略半円形状の谷部60および山部61を有する。谷部60および山部61は、軸方向に交互に並んでおり、そのピッチPv、Pmは0.01mm以上2mm以下、谷部60の底点60aから山部61の頂点61aまでの高さHv−mは0.01mm以上1mm以下となっている。谷部60および山部61の曲率半径Rv、Rmは、0.1mm以上0.5mm以下となっている。
(もっと読む)
伸縮性のある製品を製造するための方法
本発明は、天然エラストマーおよび他の合成のエラストマーなどの材料で主に構成された可撓性で伸縮性のあるおよび/または弾性製品を製造するための方法を提供する。加工物の型の上に製品材料を噴霧することによって伸縮性のある製品を製造する方法と、直立位置の繊維の上に製品材料を噴霧することによって孔の開いた製品を形成する方法である。本発明は、製品の両側を繊維で被覆する方法および、または壁から製品を除去する必要がなく、少なくとも壁に面する側で製品の表面を被覆する方法を提供する。 (もっと読む)
プリフォーム作製方法およびプリフォーム
【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
半硬質器具
本発明は、炭素繊維複合材料製品などポリマーマトリックス複合材料製品の成形で使用するための製造器具(13、14)及び方法に関する。器具は、硬化前に製品が構築される場所たる空洞(15)をそのあいだに規定する第一及び第二部分を含む。器具の第二部分(13)の剛性は、積層体への圧力を全硬化中維持するために、硬化条件下での器具の第二部分の所要の歪みに基づいて選択される。第二上位部分(13)は変動する厚み(16A、16B及び16C)を持つことを示し、これがこれら領域の異なる剛性につながる。 (もっと読む)
繊維強化樹脂部材の製造方法
【課題】少なくとも曲がり部を有するマンドレル外周において、軸方向糸を滑らせることなく配置することがき、もって軸方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】少なくとも曲がり部を有する長尺のマンドレル1aに該マンドレル1aの軸方向に延びる軸方向糸Q,…と該軸方向に対して所定角度傾斜した斜向糸P,…を供給して、軸方向糸と斜向糸とが相互に編み込まれてなる繊維織物を製造する第1の工程と、該繊維織物に樹脂を含浸硬化させることによって繊維強化樹脂部材を製造する第2の工程とを有し、第1の工程ではマンドレル1aの曲がり部に鋼製ピン2や樹脂フィルム3などの滑り止め部材を装着しておき、軸方向糸Q,…が該滑り止め部材にて位置決めされた姿勢でその上に斜向糸が巻装される。
(もっと読む)
炭素繊維強化樹脂製中空ロール及びその製造方法並びに炭素繊維強化樹脂製グラビア製版ロール
【課題】熱寸法安定性に優れており、高精細な印刷に好適であって、かつ軽量化を実現するとともに、曲げ剛性を向上させることができるようにしたCFRP(炭素繊維強化樹脂)製中空ロール及びその製造方法並びにCFRP製中空ロールを具備した炭素繊維強化樹脂製グラビア製版ロールを提供する。
【解決手段】炭素繊維強化樹脂製グラビア製版ロールに用いられる炭素繊維強化樹脂製中空ロールであって、前記中空ロールが中空ロール本体と該中空ロール本体の内周面に複数本の炭素繊維強化樹脂製補強材を配置してなる補強構造とからなり、前記中空ロールの軸方向の線膨張係数を−1×10−6/℃〜1×10−6/℃に設定するようにした。
(もっと読む)
21 - 40 / 85
[ Back to top ]