
Fターム[4F205HA02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | ワインディング成形 (394)
Fターム[4F205HA02]に分類される特許
141 - 160 / 394
自動繊維配置機用の簡易繊維張力調整
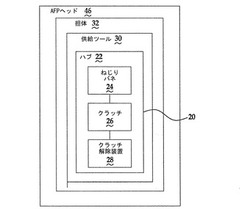
【課題】標準サイズのテープスプールを使用する簡易AFP機に使用できる、簡易繊維張力調整装置を提供する。
【解決手段】繊維スプール用に繊維張力調整装置が提供される。ハブは回転可能に支柱に取り付けられ、ハブには、繊維スプールが取り付けられる。ハブ上の手段によって、スプールから引き出されている繊維に抗力が加えられて、繊維の張りが維持される。
(もっと読む)
FRP製筒状体とその製造方法

【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
フィラメントワインディング用滑り防止装置
【課題】小型で軽量な装置とするとともに、形状の異なるワークであっても容易に対応でき、巻き付け時の繊維部材3の滑りを確実に防止する。
【解決手段】円筒部10とドーム部11とを有するライナ1の外周表面にFW法により繊維部材3を多層に巻き付けて強化繊維層を形成するのに用いられ、FWシャフト100の外周に軸方向に移動自在に配置されたリング部22と、リング部22からドーム部11に向かって放射状に延びる複数の繊維係止アーム24と、複数の繊維係止アーム24の先端で形成される開口部の径を可変する可変機構と、を有する。
(もっと読む)
複数のファイバ相互混合層を備えてなる複合体製フライホイールリムならびにその製造方法
【課題】応力や歪みに耐え得る複合体ベースのリムを提供すること。
【解決手段】複合体ベースのリム(100)であって、複数のファイバ層(110〜140)を具備してなり、その中の少なくとも1つの層が、少なくとも1つの低弾性率ファイバと高弾性率ファイバとから形成されたファイバ相互混合層とされ、低弾性率ファイバの弾性率が、高弾性率ファイバの弾性率よりも、少なくとも34500MPa(5Mpsi)だけ小さく、各層のフープ応力に対する強度が、最内層(110)から最外層(140)に向けて、各層ごとに順次的に増大しており、少なくとも1つのファイバ相互混合層のフープ応力に対する強度が、このファイバ相互混合層の全体にわたって実質的に一様なものとされている。
(もっと読む)
複合材料からなる構造要素をチューブに連結する連結方法
本発明は、筒状部(30)を備えていて、複合材料から形成される構造部材がこの筒状部から突出している構造部品を製造する製造方法に関し、この製造方法は、重ねて配置された幾つかの繊維プライからなるスタックを含む平坦なプリフォーム(59)を成形することを含み、それによりそれらプライが、構造部を形成するようになっているプリフォームの少なくとも一部において一緒に固定されるとともに、チューブに連結するための連結部を形成するようになっているプリフォームの少なくとも別の部位において、2つの反対側に在るリーフレット(54)を形成するように分離可能になっている。さらに、チューブ(30)を連結部のリーフレット間に挿入することを含み、それによりそれらリーフレットがチューブを少なくとも部分的に包囲するようになる。さらに、チューブをプリフォームに連結することを含み、それによりチューブが筒状部を形成するようになるとともに、プリフォームが構造部品の構造部材を形成するようになる。 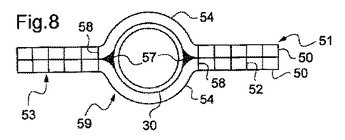 (もっと読む)
(もっと読む)
直動装置の製造方法
【課題】従来よりも摺動特性に優れ、かつ大幅に軽量化した直動装置を製造する。
【解決手段】直動装置の内方部材を、芯材に、引張強度が2GPa以上で、かつ引張弾性率が50GPa以上の有機繊維からなるフィラメント束を、液状熱硬化性樹脂を含浸させながら所定角度で巻き付け、熱硬化させた後、得られた柱状体を該内方部材の形状に加工する。また、外方部材を、芯材に、引張強度が2GPa以上で、かつ引張弾性率が50GPa以上の有機繊維からなるフィラメント束を、液状熱硬化性樹脂を含浸させながら所定角度で巻き付け、熱硬化させた後、芯材を抜き取り、得られた筒状体を外方部材の形状に加工する。
(もっと読む)
一体型ヒートパイプを有するマンドレル
一体型ヒートパイプを有するマンドレルは、フィラメントを巻き付けたパイプセグメントおよび容器の製造に使用され、加熱および硬化プロセス中にパイプまたは容器の内部の均一な加熱を行う。ヒートパイプの伝熱特性を使用して加熱または冷却を行うことができる。 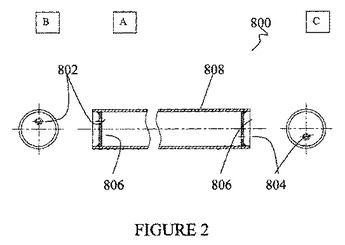 (もっと読む)
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、気泡除去部230によって、物理的に除去する。
(もっと読む)
繊維巻取装置
【課題】ガイド部での繊維擦れを防いで、繊維を巻き付けた成形品の強度の向上を図る。
【解決手段】繊維Wを巻いたボビン21を回転支承するクリールスタンド10と、クリールスタンド10から供給される繊維Wを巻き取る巻取部と、クリールスタンド10と巻取部70とを結ぶ経路60の途中に設けられ、ボビン21からの前記繊維の引き出し方向を規定するガイド部61とを備えるFW装置において、クリールスタンド10は、ボビンの位置を軸心方向に変化させる往復機構11bとモータ11cとを備え、モータ11cに対して、前記位置を定めるための制御信号T1を出力する制御部80を備える。
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、超音波気泡除去部230によって超音波を照射することによって除去する。
(もっと読む)
管状体及びその製造方法
【課題】ボイド率を効果的に低下させうる管状体の製造方法の提供。
【解決手段】本発明の製造方法は、マンドレル2に、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体6を得る工程と、上記中間成形体6の外周面にラッピングテープを巻き付ける工程と、上記ラッピングテープが巻き付けられた上記中間成形体6を加熱することにより、上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープとして織物テープ8が用いられている。上記硬化工程が、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、上記第一加熱ステップの後になされ、120℃以上200℃以下の温度で10分以上60分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
管状体及びその製造方法
【課題】成形精度及びボイド率を効果的に改善しうる管状体の製造方法の提供。
【解決手段】本発明の管状体の製造方法は、マンドレル2に繊維強化樹脂部材を巻回して中間成形体6を得る工程と、上記中間成形体6の外周面にラッピングテープを巻き付けるテープ巻き付け工程と、上記ラッピングテープが巻き付けられた上記中間成形体6を加熱する硬化工程と、上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープとして織物テープ8が用いられている。上記硬化管状体の繊維含有率Z2(質量%)から上記中間成形体6の繊維含有率Z1(質量%)を引いた値(Z2−Z1)が3質量%以上30質量%以下である。上記繊維強化樹脂部材に、繊維含有率R1が50質量%以上70質量%以下である繊維強化樹脂部材が含まれている。管状体の一例は、ゴルフクラブシャフトである。
(もっと読む)
高圧タンクの設計方法
【課題】タンク形状に応じた適切なフープ巻き層とヘリカル巻き層の積層構造として、外力の作用によりタンクに発生した応力をより確実に低減させる。
【解決手段】設計ライナの形状及び大きさと設計繊維強化樹脂層群3の全体厚さTとを決定する。衝撃力が作用したときに設計ライナに発生する歪を解析する。周方向歪みεbよりも軸方向歪みεaの方が大きい場合は、設計ライナを備えた高圧タンクがタンク形状を保持しうるヘリカル巻き層の全体厚さの下限値たるTh下限値を算出する。設計繊維強化樹脂層群におけるフープ巻き層の全体厚さTfとヘリカル巻き層の全体厚さThとの比であるTf/Th設計値を求める。このとき、Tf/Th設計値におけるThをTh下限値とする。
(もっと読む)
タンク及びタンクの製造方法
【課題】高圧ガスタンクの十分な強度を確保する。
【解決手段】径の同じ筒状の胴部2aと、当該胴部2aの両端に接続され当該胴部2aから離れるにつれて縮径するドーム部2bとを有する高圧ガスタンク2において、樹脂ライナ20の表面には、フィラメントワイディング法によるフープ巻きとヘリカル巻きにより、FRP層21が形成される。FRP層21の表面には、保護層22が形成される。保護層22は、FRP層21の最薄部Kを含むドーム部2bの胴部2a側の領域Rから胴部2aに亘り形成されている。保護層22は、ドーム部2bの胴部2a側の領域Rに折り返し部が位置するヘリカル巻きにより形成されている。
(もっと読む)
高速回転用転がり軸受用保持器の製造方法
【課題】従来よりも柔軟性及び強度が高く、耐久性に優れ、更に保持器が摩耗した場合でも露出した補強繊維による保持器案内面の摩耗を抑えた転がり軸受用保持器を製造する。
【解決手段】筒状芯棒に、引張強度が2GPa以上で、かつ引張弾性率が50GPa以上の有機繊維からなるフィラメント束を、液状熱硬化性樹脂を含浸させながら所定角度で巻き付け、熱硬化させた後、前記筒状芯棒を抜き取り、得られた筒状体を保持器形状に加工して保持器を製造する。
(もっと読む)
一軸性複合材料の中に端部連結構造を形成するためのインサート及び方法
一軸性複合材料に適合した端部連結構造を形成するためのインサートであり、例えば風車のローターハブなどに用いられるものである。このインサート(30)はスリーブにより構成され、該スリーブは多軸配向とされた複数の繊維を含んでいる。該スリーブはその内周面の少なくとも一部にねじ部が形成されている。該スリーブにねじ切り加工を施してねじ部を形成するようにしてもよく、或いは、該スリーブをマンドレル(112、301)上において形成するようにしてもよい。このインサートは、螺旋ねじ溝型インサート部材(300、301)を備えたものとするのもよく、そうすることによって、容易に再使用することができる。 (もっと読む)
糸層形成装置、糸層形成方法と繊維強化部材の製造方法
【課題】繊維強化部材を構成する繊維糸にうねりを生じさせることなく、しかも、多様な線形でかつ多様な断面形状のマンドレルに対して、該マンドレル周面に形成された繊維糸の配列姿勢の崩れを防止しながら繊維糸の層を形成することのできる糸層形成装置と糸層形成方法、繊維強化部材の製造方法を提供する。
【解決手段】糸層形成装置100は、ブレーダー糸S3を供給する環状のブレーダー30と、第1の糸S1を供給する環状の第1の供給手段10と、第2の糸S2を供給する環状の第2の供給手段20と、マンドレルMを移動させる移動手段40と、を具備し、少なくとも第1の供給手段および第2の供給手段のいずれか一方が回転自在となっており、マンドレルMの周面に、少なくとも、第1、第2の回転手段によるそれぞれの糸配列層と、ブレーダーによる織物層と、からなる糸層の積層構造を形成するものである。
(もっと読む)
油圧ホースの製造方法
【課題】本発明の目的は、安価な装置により製造できる油圧ホースの製造方法を提供すること。
【解決手段】帯状部材28がマンドレル30の端部に到達したならば、帯状部材28を掛止部材46、48に掛止し、マンドレル30の回転を逆向きにして、帯状部材28を連続してマンドレル30に巻回してスパイラル補強層を形成できる。帯状部材28がマンドレル30の端部に到達する毎にその都度帯状部材28を固定し切断することもなく、高価なスパイラルマシンを用いる必要もなくなる。そのため、安価な装置を用いてスパイラル補強層を簡単に効率良く製造でき、安価な装置を用いて油圧ホース10を簡単に製造できる。
(もっと読む)
金属ライナーを内面に備えた繊維強化樹脂補強タンクおよびその製造方法
【課題】タンク内面に配置される金属ライナーを構成する金属ライナー部材どうしの継ぎ目のすき間をなくして、金属ライナー部材どうしを接合した部分の腐食性物質による腐食を防止できる金属ライナーを内面に備えた繊維強化樹脂補強タンクおよびその製造方法を提供する。
【解決手段】筒状の金属ライナー部材3aの環状端面とドーム状の金属ライナー部材3b、3cの環状端面とを突き合せた部分の外周面の全周を覆うように金属製の当て板4を配置し、筒状の金属ライナー部材3aの内側から突き合せた部分の内周面の全周に対して溶接を行なって、当て板4とともに突き合せた金属ライナー部材3a、3b、3cを接合させて金属ライナー3を形成し、金属ライナー3の外表面に繊維強化樹脂2を一体化させる。
(もっと読む)
141 - 160 / 394
[ Back to top ]