
Fターム[4F205HB12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 予め形成された挿入物等との一体化成形 (184) | インサート成形 (125)
Fターム[4F205HB12]に分類される特許
21 - 40 / 125
タンクの製造方法及び製造装置
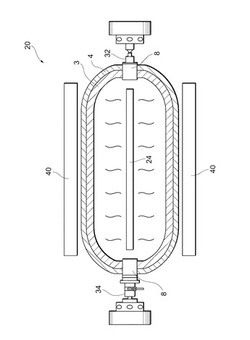
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
ガスタンクの製造方法

【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】FRP層を形成するプリプレグ70として断面が菱形のものを用い、該プリプレグ70の一の角をライナ20の内周側に向けた状態で当該プリプレグをライナ20の外周に巻回する。ライナ20の内周側に向けられるプリプレグ70の一の角が鈍角であることが好ましい。
(もっと読む)
高圧タンクの製造方法
【課題】表面における凹凸の発生を低減することができる高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを配置するライナ配置工程と、ライナの周囲に繊維強化プラスチック材料faを巻き付ける巻付け工程と、その巻き付けた繊維強化プラスチック材料faの外側に加熱によって収縮する熱収縮体stを配置する収縮体配置工程と、繊維強化プラスチック材料faと熱収縮体stとを加熱して繊維強化プラスチック層と成す硬化工程と、を備え、巻付け工程において、巻き付けた繊維強化プラスチック材料faの外側表面に凹部raを形成する。
(もっと読む)
FRP成形体の製造装置及び製造方法
【課題】樹脂含浸繊維を表面に有する成形体をマイクロ波加熱する際に、成形体表面でアーク放電が発生してしまうことを抑制する。
【解決手段】熱硬化性樹脂を含浸した繊維2を表面に有する成形体1を収容して成形体1にマイクロ波を照射する照射ユニット20を備える成形体の製造装置を構成する。この製造装置は、マイクロ波の照射前に照射ユニット20内を加湿するか、マイクロ波の照射前に成形体の表面に水を噴霧するか、または、マイクロ波の照射前に熱硬化性樹脂を含浸した繊維の表面を樹脂でコーティングする。
(もっと読む)
ガス容器及びガス容器製造方法
【課題】繊維強化樹脂の硬化状態にムラが生じるのを防ぐことができるガス容器製造方法を提供する。
【解決手段】合成樹脂製のライナ10を調製するライナ調製工程と、ライナ10の開口部11に口金20を取り付ける口金取付工程と、ライナ10及び口金20の外面に不織布30を貼り付ける不織布貼付工程と、繊維強化樹脂30を不織布30の外側に巻き付ける繊維強化樹脂巻付工程と、口金20に形成された連通孔24を介して外部から不織布30にガスを供給しながら繊維強化樹脂30の熱硬化性樹脂を加熱して硬化させる樹脂硬化工程と、を備えるガス容器製造方法である。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて効率よく、より十分に繊維強化樹脂層の熱硬化を行う。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。その際、誘導加熱コイル40と繊維強化樹脂層21の繊維は、同じ方向に巻かれている。
(もっと読む)
圧力容器の製造方法
【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
高圧ガスタンクとその製造方法および製造装置
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により強度補強用のカーボン繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成する。この繊維強化樹脂層の形成の際に、最外表層とそれ以前の複数層の層をなすようカーボン繊維をFW方により巻回する場合、熱硬化性樹脂含浸のカーボン繊維を加熱しつつ巻回する。これを経て繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
張力制御ユニット、フィラメントワインディングシステム、圧力容器の製造方法
【課題】複数のプリプレグ繊維をそれぞれ適切な張力が保持された状態で並行してライナに巻き付けることができ、かつ、設置スペースの増大を抑制することが可能なフィラメントワインディングシステムを提供する。
【解決手段】張力制御ユニット52は、プリプレグ繊維ガイド44aから送り出されるプリプレグ繊維10の張力を制御するための張力制御機構50aを備える。張力制御機構50aは、プリプレグ繊維10に張力を付与する張力ローラ56と、張力ローラ56に張架されたプリプレグ繊維10から受ける荷重を測定するための荷重センサ60と、荷重センサ60で測定された荷重に応じて、ライナの軸に対して垂直方向に伸縮するアーム58とを有し、ライナの軸に対して垂直方向に配置されるように複数設けられてなる。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの巻き付け時等における繊維束の樹脂含有率の低下を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、マトリックス樹脂を含浸させた繊維束22をライナ26の外面に巻き付ける際に、繊維束22に樹脂を塗布するための樹脂塗布手段を有する高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置、高圧タンクの製造方法および繊維束の拡幅装置
【課題】ライナへの繊維束の巻き付けの際の繊維束の拡幅量の変動を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、複数の繊維を含んで構成された繊維束を通して拡幅するための、曲率を変更可能で拡幅量に応じた幅のスリットを有する拡幅手段を備える高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際に、できるだけ繊維の損傷等を抑制しつつ、繊維の段差を低減することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ22とライナ22の外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナ22の外面への繊維の巻き付けの際のライナ22の回転とは逆方向へ同期させた回転で回転可能であり、ライナ22の外面に巻き付けた繊維を加圧する加圧ローラ14を備える高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際の繊維束の拡幅率を向上することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナの外面に繊維を巻き付ける際にライナを振動させる振動手段を有する高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造方法、高圧タンクの製造装置および樹脂ライナ
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ16とライナ16の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、互いに回転可能に嵌合された少なくとも胴部18と両端部20,22との分割構造を有するライナ16の外面に少なくとも1層目の繊維を巻き付けた後、前記両端部20,22の少なくとも一方を回転させることにより繊維を巻き締めて繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
高圧タンクの製造方法および高圧タンクの製造装置
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ28とライナ28の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、ライナ28を冷却してライナの外面に少なくとも1層目の繊維を巻き付け、繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
21 - 40 / 125
[ Back to top ]