
Fターム[4F205HB12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 予め形成された挿入物等との一体化成形 (184) | インサート成形 (125)
Fターム[4F205HB12]に分類される特許
81 - 100 / 125
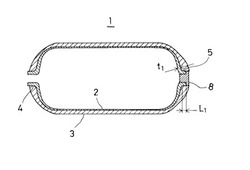
複合圧力容器及び複合圧力容器の製造方法
【課題】
複合圧力容器のプラグ部分の突出量を抑制し、又複合圧力容器をプラグを装着したままで落下させたとしても、プラグ部分から局部的な衝撃力が伝達されない様にし、落下によりライナが損傷することを防止する。
【解決手段】
両端部にボス部4,5が形成された金属製のライナ2と、該ライナの外層に繊維強化プラスチック層3が形成され、一方のボス部5がプラグ8によって封止される複合圧力容器1であって、前記プラグの頭の外径が前記ボス部の外径と同じ又は略同じであり、前記ボス部の周囲に形成される前記繊維強化プラスチック層の厚みが前記プラグの頭の高さと同じ又は前記プラグの頭の高さより所要量高くなっている。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法

【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
(もっと読む)
タンク及び繊維巻き付け方法
【課題】口金部への繊維の巻き付けをやり直すことなく、繊維の巻き付け処理を簡素化できるライナを有するタンクを提供する。
【解決手段】ライナ2の外周面に繊維を巻き付けて形成されるタンク1において、ライナ2は、中央の円筒状の胴部2aと、当該胴部2aの両側の端部に接続されたドーム状の側部2bを有している。胴部2aの外周面には、周方向に沿った環状の溝3、4が形成されている。溝3、4は、胴部2aの両端部に形成されている。
(もっと読む)
タンクの製造方法、タンクの製造設備及びタンク
【課題】繊維端を補強繊維層内に織り込む処置を行わずに、補強繊維の端部を巻き付け面に固着する。
【解決手段】タンク2の製造方法において、熱硬化性の樹脂を含浸させた補強繊維束Fをタンク2の外周面に巻き付けて、タンク2の外殻に補強繊維層を形成する工程と、前記補強繊維層中の樹脂を熱硬化させる工程と、を有し、前記補強繊維層を形成する工程において、タンク2の補強繊維層の最外層の位置に巻き付けられる補強繊維束Fに対し予め粘着テープTが張り付けられ、当該補強繊維束Fがタンク2の最外層に巻き付けられる際には、補強繊維束Fが粘着テープTにより補強繊維層の巻き付け面に接着される。
(もっと読む)
繊維巻き付け装置及び繊維巻き付け方法
【課題】口金部への繊維の巻き付けをやり直すことなく、タンクへの繊維の巻き付け処理を単純化できる繊維巻き付け装置を提供する。
【解決手段】タンク2を回転させて、タンク2の外周面に繊維を巻き付ける装置1において、タンク2の回転軸方向の一方の一の側面に被せられるキャップ部32と、キャップ部32に取り付けられ、キャップ部32がタンク2の一の側面に被せられた状態でタンク2の外周面の繊維を押さえる繊維押さえ部33と、キャップ部32をタンク2の一の側面に対して回転軸方向に進退させて、キャップ部32をタンク2の一の側面に対して脱着自在とするキャップ部移動機構34と、を有する。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
深海探査用ビークルの耐圧容器
【課題】本発明は、高耐座屈性と高比強度とを有する外圧用の耐圧容器とその製造方法を提供するものである。
【解決手段】両端の開口部を鏡板により閉止した円筒形状の金属製コア材の外周面に繊維強化樹脂層を一体的に形成し、更に前記コア材の外周面に、コア材の軸方向に所定間隔で複数の円環状の突条体を一体的に形成し、前記繊維強化樹脂層は、長繊維が一方向に揃えられ、かつ熱硬化樹脂含浸させ、半硬化状態のプリプレグシートを使用し、前記プリプレグシートを前記コア材の円筒状外周面を一周分覆う長さに切断してプリプレグシート片を形成し、前記プリプレグシート片は、繊維の長さ方向に対して傾斜しあるいは直交して切断されており、前記コア材の外周面に前記シート片を巻回して積層する際に、下層のシート片と上層のシート片の繊維方向は、互いに交差して積層されている。
(もっと読む)
繊維強化樹脂製筒部材の製造方法
【課題】未硬化樹脂含浸繊維層の端部を折り返す必要がなく、繊維配向を初期の配向姿勢に維持しながら、しかも極めて簡易な方法で、樹脂繊維からなる筒部材とエンジンボックス等に直接剛結合される鍔付きの筒材とを接合することのできる、繊維強化樹脂製筒部材の製造方法を提供する。
【解決手段】マンドレル1と、その一端に取付けられ、マンドレルに比して拡径した拡径部と突起を有する端部取付け材2と、からなる基材10を用意する工程、未硬化樹脂含浸繊維をマンドレル1外周にフープ巻きして第1の巻層3を形成し、さらにその外周に繊維をヘリカル巻きして第2の巻層4を形成し、第2の巻層4の端部を切断して該端部と端部取付け材2をマンドレル1から切り離して挿入空間7を形成し、該挿入空間7に鍔付きの筒材6を挿入し、第2の巻層4の外周に繊維をフープ巻きして第3の巻層5を形成し、加熱処理する製造方法である。
(もっと読む)
繊維強化樹脂複合構造体の製造方法
【課題】成形時に剥離が発生しない繊維強化樹脂複合構造体の製造方法を提供すること。
【解決手段】熱硬化性樹脂をマトリックスとした繊維強化樹脂層の内部に、該繊維強化樹脂層よりも大きな線膨張係数を有するインサート材をインサートしてなる繊維強化樹脂複合構造体の製造方法であって、前記繊維強化樹脂層を形成するプリプレグ材の内部にインサート材を配置する工程と、前記プリプレグ材中の熱硬化性樹脂が完全硬化する温度に満たない温度まで前記繊維強化樹脂複合構造体を加温する予備加温工程と、前記予備加温工程による加温の後に、前記熱硬化性樹脂が完全硬化する温度まで前記繊維強化樹脂複合構造体を加温する本加温工程と、を含む繊維強化樹脂複合構造体の製造方法。
(もっと読む)
タンク及びタンクの製造方法
【課題】工数を増加させることなく、タンクを構成する繊維強化樹脂層のボイドを低減することができるとともに、繊維含有率を高められて強度を向上させることができるタンク及びタンクの製造方法を提供する。
【解決手段】タンク1は、略円筒状の貯蔵部2と、貯蔵部2の両端にそれぞれ設けられた口金部3とを有する形状に形成されている。そして、貯蔵部2は、最も内側に位置するとともにガスバリア性を有するライナ4と、ライナ4の外面を被覆する繊維強化樹脂層5と、繊維強化樹脂層5の外面5aを被覆する熱収縮チューブ6とからなる。繊維強化樹脂層5は、複数層の繊維束層の樹脂を硬化して構成されている。熱収縮チューブ6は、繊維強化樹脂層5の外表面に沿った形状に形成されるとともに、その熱収縮温度が繊維束層に含浸されている樹脂の硬化温度より低く、かつ、樹脂のプリキュア温度の範囲内である。
(もっと読む)
FRP容器の製造方法
【課題】FRP容器の外径が大きくなることを抑制し、多層FRP層の繊維体積含有率をコントロールすることができるFRP容器の製造方法を提供する。
【解決手段】フィラメントワインディング法により、ライナー30に熱硬化性樹脂24を含浸させた繊維を巻き付けて多層FRP層を形成する多層FRP層形成工程と、前記多層FRP層を加熱硬化する硬化工程とを含むFRP容器の製造方法であって、前記多層FRP層形成工程において、前記多層FRP層の単層又は複数層毎に前記熱硬化性樹脂の含浸量を変化させた繊維を用いる。
(もっと読む)
管状複合体とその製造方法
【課題】管状金属合金とFRPプリプレグを相互に接着させ、引っ張り応力、及び、圧縮応力に対応した軽量で強固な構造体を構成する。
【解決手段】管状金属部品60の外周面に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その表面が金属酸化物又は金属リン酸化物の薄層21とする。これに管状の繊維強化プラスチック材61をエポキシ系樹脂剤62により接着させ、管状複合体を形成する。管状金属部品は、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、ステンレス合金、鉄鋼材等である。
(もっと読む)
高圧タンク製造方法、高圧タンク
【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を両立させる。
【解決手段】中空のライナに対し、非硬化状態にある熱硬化性樹脂が含浸された繊維径の大きな炭素繊維束を巻回し、1〜3層をフィラメントワインディング成形(FW成形)する(S12)。続いて、繊維径が中程度の炭素繊維繊束を巻回して4〜24層をFW成形し(S14)、さらに、繊維径が小さな繊維強化複合材を巻回して25〜36層をFW成形する(S16)。一般に、繊維径が大きな炭素繊維束では、繊維密度が小さいため、巻き締めによる内層の繊維体積含有率の上昇を抑制することが可能となる。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
(もっと読む)
高圧タンク製造方法
【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を図る。
【解決手段】ライナをセットし(S10)、繊維束間に半硬化状態の熱硬化性樹脂が含浸されたプリプレグを用いて1〜10層に対するフィラメントワインディング成形を行う(S12)。続いて、液状の熱硬化性樹脂が含浸された繊維束を用いて11〜36層に対するフィラメントワインディング成形を行う(S14)。そして、加熱により熱硬化性樹脂を硬化させて高圧タンクを製造する(S16)。プリプレグでは熱硬化性樹脂の粘性が高く繊維間からの浸み出しが少ないため、内層における繊維密度の低下が防止される。
(もっと読む)
圧力容器及びその製造方法
【課題】繊維強化複合材で補強された圧力容器においてライナを透過した透過ガスによる悪影響を低減する。
【解決手段】ガスバリア性を有するライナ102と、ライナ102の外面を被覆する繊維強化複合材層30と、を有する圧力容器100であって、繊維強化複合材層30の厚さ方向に、繊維強化複合材層30の外表面からライナ102の外表面まで貫通する穿孔34を設ける。
(もっと読む)
複合材料ドライブシャフト製作用モールド及びこれを利用して製作した複合材料ドライブシャフト
【構成】
本発明は動力伝達部である両端部を除いた軸の大部分が一般的な軸と同じ円形パイプ形態を有する複合材料ドライブシャフトを製作することができるモールドを構成し、シャフトの両端部に形状変化が発生することによって、ドライブシャフトを成形した後モールドの脱型が容易になるように構成する。また、本発明は上記のようなモールドを利用して製作され、その両端部に接続継手(金属材ヨーク)を結合する場合、互いに噛み合って回転する形態を有するように複合材料ドライブシャフトを構成する。したがって、本発明のシャフトは機械的締結や接着剤による荷重伝達ではなく、シャフト自体に直接動力を伝達する方式であるので高いトルクを伝達することが可能である。
(もっと読む)
FRP成形体及びその製造方法、並びにガスタンク
【課題】FRP成形体において、内層の繊維体積含有率が高くなるのを抑制する。
【解決手段】ライナ10と、該ライナの外層に形成された、繊維及び熱硬化性樹脂を含む複数の樹脂含浸繊維層20と、ライナ10の外層に形成された、繊維とエラストマー状熱硬化性樹脂又は熱可塑性樹脂とを含む複数のブロック層30とを備え、樹脂含浸繊維層20とブロック層30とが交互に積層されている。
(もっと読む)
構造用取付けインサート
部材(12,14)の表面相互間を封止すると共に(或いは)このような部材表面に付着する構造用取付けインサートが開示される。このインサートは、補強材(20)(例えばワイヤメッシュ)及び基材周りに設けられた活性化可能材料(22)を有する。  (もっと読む)
(もっと読む)
81 - 100 / 125
[ Back to top ]