
Fターム[4F205HB12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 予め形成された挿入物等との一体化成形 (184) | インサート成形 (125)
Fターム[4F205HB12]に分類される特許
41 - 60 / 125
高圧タンクの製造方法および高圧タンクの製造装置
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、ライナ26の内部を負圧状態にしてライナ26の外面に少なくとも1層目の繊維を巻き付け、その後、ライナ26の内部を正圧状態にして少なくとも1層目より後の層の繊維を巻き付けて繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
高圧タンクの成型方法

【課題】内層の樹脂が外層側に染み出すことを抑制し、高圧タンクにおけるFRP層の層内における繊維と樹脂との比率(Vf)の均一化が図られた高圧タンクの成型方法を提供する。
【解決手段】高圧タンクの成型方法は、未硬化の状態の第1の熱硬化性樹脂を含浸した繊維を中空のライナーに巻回して内層を形成する工程(S100)と、未硬化の状態の第2の熱硬化性樹脂を含浸した繊維を内層に巻回して外層を形成する工程(S102)と、外層側から加熱してFRP層を硬化させる工程(S104)と、を有し、前記第2の熱硬化性樹脂は、加熱硬化時に、第1の熱硬化性樹脂が低粘度化する前に硬化する硬化特性を有する。
(もっと読む)
高圧タンク及び高圧タンクの製造方法
【課題】水素ガスが充填された加圧状態の高圧タンクにおいて、樹脂ライナーとFRP層との間の水素ガスの滞留を抑制する高圧タンク及び高圧タンクの製造方法を提供する。
【解決手段】高圧タンクは、樹脂ライナー12と、樹脂ライナー12に形成された微小球24を含む中間層20と、樹脂を含浸した繊維を中間層20に巻回して形成されたFRP層22とを有する。
(もっと読む)
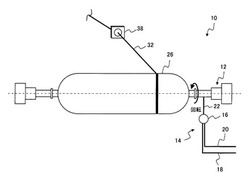
高圧ガスタンクの製造方法と製造装置
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12のライナー10の内圧を正圧・負圧に交互に繰り返しながら、中間生成品タンク12を回転しつつ加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
高圧タンクの製造装置並びに製造方法
【課題】金属ライナーに樹脂含浸繊維を巻き付ける際に、ライナーの両端部のドーム部において、繊維の横すべりが生じにくく、理想的な軌道に近い軌道で巻き付けることができる新しい高圧タンクの製造方法を提供する。
【解決手段】樹脂含浸繊維を金属ライナー1の外面にフープ巻きとヘルカル巻きとを交互に繰り返しながら複数回巻き付ける巻き付け工程を含み、この巻き付け工程の過程で、金属ライナー1の外方に配置した外部加熱装置4により、巻き付けられる樹脂含浸繊維を順次加熱硬化させるようにし、金属ライナー1のドーム部1bに向けて配置した冷却装置5により、ドーム部1bの樹脂含浸繊維を冷却して樹脂の粘度低下を遅らせるようにし、樹脂含浸繊維の横すべりを抑えるようにした。
(もっと読む)
高圧タンクの製造方法
【課題】ライナーの形状劣化を抑制して高圧タンクを製造する技術を提供する。
【解決手段】中空のライナーの表面に、加熱することにより消失するロストワックス層を形成し、ロストワックス層の表面を覆うように、熱硬化性樹脂が未硬化状態で含まれる炭素繊維材を巻き付けて炭素繊維巻き付け層を形成し、炭素繊維巻き付け層の形成後に、加熱により熱硬化性樹脂を硬化させるとともに、ロストワックスを消失させる。ロストワックス消失によって、ライナーと炭素繊維巻き付け層との間に間隙が形成される。
(もっと読む)
高圧タンク
【課題】簡便な手段によって、表面樹脂層の破壊を防止することが可能な樹脂製の高圧タンクを提供することである。
【解決手段】高圧タンク10は、高圧ガスの収容空間17を形成する樹脂製のライナー11と、ライナー11の外表面を被覆する繊維強化樹脂層12と、繊維強化樹脂層12の一部である表面樹脂層に溶剤を塗布して発泡させることで多孔化した表面発泡樹脂層13と、を備える。表面発泡樹脂層13は、例えば、塗布する溶剤量を適切に調整することでタンクのバースト強度を低下させることなく多孔質構造の形態を調整することができ、ガス透過性を向上させることができる。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】フィラメントワインディング法による高圧ガスタンクの製造工程において、強化繊維を巻き付ける際に、タンク容器を確実に保持する技術を提供する。
【解決手段】フィラメントワインディング(FW)装置100は、第1の回転軸110と、第2の回転軸120とを有する。FW装置100は、第1と第2の回転軸110,120の互いに対向する軸端部111,121によってタンク容器10の容器壁を狭持させることにより、タンク容器10を保持する。軸端部111,121には、軸端部111,121同士を引き合わせるように電磁力を発生させる電磁力発生部20が設けられている。
(もっと読む)
連結部材およびその製造方法
【課題】車両のサスペンションアームなど、機械構成部品に連結される、一対のブラケット間に作用する引張強度と圧縮強度を両立させた連結部材と、このような連結部材として、より信頼性の高い連結部材を安価に製造する方法を提供する。
【解決手段】連結部材1Aは、一対の筒状のブラケット部11A,11Aと、一対の筒状ブラケット部11A,11Aを連結するアーム部12と、を備えた金属部材10Aと、金属部材10Aを囲繞するように、筒状ブラケット部11Aの外周面14Aに巻き付けられた連続強化繊維23を含む繊維強化樹脂材21Aと、を含む。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】ライナー2を回転させながら移送するとともに、ライナー2の外周面の周囲に配置された繊維供給ガイド44により導かれる繊維束1Bをライナー2の外周面2aに巻き付けていくフィラメントワインディング装置100において、ライナー2に巻き付けられる手前の繊維束1Bに対して樹脂を吹付ける樹脂供給ノズル45を備え、樹脂供給ノズル45は、空気を噴出させる外管86と樹脂を噴出させる内管87とにより構成される二重管構造とした。
(もっと読む)
複合材料構造物製造用治具
【課題】 ハット型ストリンガを採用したスティフンドパネル構造物の製造に特に好適に用いられ、より多数回の使用が可能となるような耐久性を実現できるブラダタイプの治具を提供する。
【解決手段】 ブラダ10Aの本体となる本体部11は、内部が中空の管状に形成されており、一方の端部が末端金具12で封止され、内部が気密となっている。末端金具12の挿入部12bは、本体部11の端部の中空に挿入されるが、その外周面に、当該外周面を巻き回すように、複数の帯状溝部12dが形成されている。この帯状溝部12dにより、本体部11の内面と挿入部12bの外周面との間には、環状の接着層14が複数設けられることになるので、本体部11と末端金具12の密着性および本体部11の内部の気密性を高めることができる。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12にライナー軸方向に沿った超音波振動を付与しつつ、中間生成品タンク12を加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
フィラメントワインディングシステム、圧力容器の製造システム、圧力容器の製造方法
【課題】安定した繊維幅を有するプリプレグ繊維を連続して送り出す。
【解決手段】複数のプリプレグ繊維を並行するように搬送させ(S100)、次いで、送り出されたプリプレグ繊維の繊維幅を検知し(S102)、該繊維幅が予め定められた範囲内にあるか否かを判定し(S104)、必要であれば繊維幅を拡幅または収束するように調整し(S106)、ライナに向けて送り出す。圧力容器を作製する場合には、所定の繊維幅に調整されたプリプレグ繊維を、ライナに巻き付け(S108)、その後、樹脂を硬化させる(S110)。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、樹脂が飛散することに起因した歩留りの悪化を防止することができる技術を提供する。
【解決手段】ライナー2を回転させながら移送するとともに、ライナー2の軌道上の周囲に配置された繊維供給ガイド44により導かれる繊維束1Bをライナー2の外周面2aに巻き付けていくフィラメントワインディング装置100において、ライナー2に巻き付けられる手前の繊維束1Bに対して樹脂を吹付ける樹脂供給ノズル45を備え、樹脂供給ノズル45は、樹脂供給ノズル45の噴射口45aとライナー2の回転軸とを結んだ直線により定義される仮想線に対して、ライナー2の回転方向の下流側に向けて樹脂を吹付けるように配置した。
(もっと読む)
高圧ガスタンクの製造方法
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。次いで、繊維強化樹脂層の最外周部に熱硬化して形成され樹脂熱硬化層に、研磨材Bを用いたショットブラスト処理を施す。
(もっと読む)
車両搭載用高圧タンクの製造装置及び製造方法
【課題】製造過程におけるワークの過昇温を抑制できる車両搭載用高圧タンクの製造装置を提供すること。
【解決手段】この製造装置は、ライナ101の周囲に繊維強化プラスチック材料を巻きつけたワークWを昇温する炉本体20と、ワークWを回転させる回転棒30と、ライナ101内の圧力を調圧する調圧弁401と、ライナ101内に液体を供給し、その液体が気化した気体をライナ101内から排出する液体給排系40と、を備える。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】ライナと繊維強化プラスチック層とが接着されてしまわずに、繊維強化プラスチック層の変形も防止できる車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを準備する工程(ステップS01)と、前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS01)と、前記繊維強化プラスチック材料を硬化させて繊維強化プラスチックと成す工程(ステップS02〜S08)と、を含み、前記繊維強化プラスチック材料を硬化させる工程(ステップS02〜S08)は、大気圧よりも高い内圧を前記ライナに付与する高圧過程(ステップS02〜S03)と、大気圧よりも低い内圧を前記ライナに付与する低圧過程(ステップS04〜S05)とを有しており、前記高圧過程を行った後に前記低圧過程を行うものである。
(もっと読む)
FRP耐圧容器の製造方法
【課題】軽量であり、かつ、耐圧性に優れた容器を提供するする。
【解決手段】容器本体10は、ポリエチレンテレフタレートにより構成された中空形状の第1層110と、この第1層110の外側に被せられた、ガラス繊維で編まれた第2層120と、第2層120の周囲に、樹脂を含侵させた強化繊維を巻き付けて固化された第3層130とからなる。ポリエチレンテレフタレートからなる第1層110は、ポリエチレンよりも融点が高いため、火炎暴露試験に対して高い性能が期待できる。また、第2層120及び第3層130は、共にガラス繊維を含有し、一体となってFRP層となるため、高い耐圧性能が期待できる。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
(もっと読む)
41 - 60 / 125
[ Back to top ]